




MFR índice de flujo de fusión
Laboratorio > ► Pruebas reológicas
Índice de fluidez (MFR)
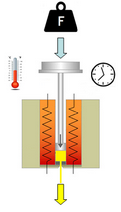 El Melt flow rate es el método más popular en la industria del plástico para determinar la viscosidad del material y se usa a menudo para probar la consistencia de lote a lote. Sin embargo, también es el método menos preciso. Para obtener datos más significativos, se debe utilizar un reómetro capilar o de cono y placa para determinar la viscosidad. Algunas compañías también realizarán pruebas de reología en el molde utilizando moldes de fabricación reales. El índice de flujo de fusión (MFI) o el índice de flujo de fusión (MFR) es una medida de la facilidad de flujo de los plásticos fundidos. A menudo se utiliza en la industria del plástico para el control de calidad de termoplásticos. El método se describe en las normas ASTM D1238 e ISO 1133. Se calienta una pequeña muestra de 5 ÷ 10 gramos por encima de su punto de fusión o reblandecimiento y se fuerza a que fluya a través de un capilar utilizando un pistón accionado por un peso específico dependiente del tipo de polímero , generalmente 2,16 kg ,5 kg y 21 kg. El peso de la masa fundida en gramos que fluye a través del capilar en 10 minutos es el índice de flujo de fusión.
El Melt flow rate es el método más popular en la industria del plástico para determinar la viscosidad del material y se usa a menudo para probar la consistencia de lote a lote. Sin embargo, también es el método menos preciso. Para obtener datos más significativos, se debe utilizar un reómetro capilar o de cono y placa para determinar la viscosidad. Algunas compañías también realizarán pruebas de reología en el molde utilizando moldes de fabricación reales. El índice de flujo de fusión (MFI) o el índice de flujo de fusión (MFR) es una medida de la facilidad de flujo de los plásticos fundidos. A menudo se utiliza en la industria del plástico para el control de calidad de termoplásticos. El método se describe en las normas ASTM D1238 e ISO 1133. Se calienta una pequeña muestra de 5 ÷ 10 gramos por encima de su punto de fusión o reblandecimiento y se fuerza a que fluya a través de un capilar utilizando un pistón accionado por un peso específico dependiente del tipo de polímero , generalmente 2,16 kg ,5 kg y 21 kg. El peso de la masa fundida en gramos que fluye a través del capilar en 10 minutos es el índice de flujo de fusión.
Los términos "índice de fluidez" (MFR), "índice de fluidez" (MFI) e "índice de fusión" (MI) se refieren a la misma prueba. Se introdujo MFR para reemplazar a la MFI. El término MI se usa para referirse al caudal de PE obtenido bajo la Condición 190°C/2.16 Kg (anteriormente conocido como Condición E). No se recomienda el uso de dichos términos para otros materiales. La ASTM D 1238 sugiere que el término índice de fluidez (MFR) se use para otros materiales plásticos.
Velocidad de flujo de fusión y velocidad de volumen de fusión
El Melt flow rate es el método más popular en la industria del plástico para determinar la viscosidad del material y se usa a menudo para probar la consistencia de lote a lote. Sin embargo, también es el método menos preciso. Para obtener datos más significativos, se debe utilizar un reómetro capilar o de cono y placa para determinar la viscosidad. Algunas compañías también realizarán pruebas de reología en el molde utilizando moldes de fabricación reales. El índice de flujo de fusión (MFI) o el índice de flujo de fusión (MFR) es una medida de la facilidad de flujo de los plásticos fundidos. A menudo se utiliza en la industria del plástico para el control de calidad de termoplásticos. El método se describe en las normas ASTM D1238 e ISO 1133. Se calienta una pequeña muestra de 5 ÷ 10 gramos por encima de su punto de fusión o reblandecimiento y se fuerza a que fluya a través de un capilar utilizando un pistón accionado por un peso específico dependiente del tipo de polímero , generalmente 2,16 kg ,5 kg y 21 kg. El peso de la masa fundida en gramos que fluye a través del capilar en 10 minutos es el índice de flujo de fusión.Estándares y métodos
Las pruebas de velocidad de flujo se rigen por varios estándares internacionales, incluido el Método ASTM D 1238 e ISO R1133. Dichas normas especifican el tamaño de los orificios, la temperatura de fusión, el tamaño de la cámara de calor y el diámetro de la punta del pistón, así como el método de realización de la prueba. El objetivo es obtener resultados consistentes de diferentes indexadores de fusión. Se han desarrollado dos métodos básicos para la prueba del índice de fusión, el Método A y el Método B. El Método A es el método de prueba manual tradicional, mientras que el Método B utiliza la detección electrónica del desplazamiento del émbolo y calcula los datos de flujo a partir de tales mediciones. Una vez configurado, el Método B es más sencillo de ejecutar y más preciso para las pruebas de rutina.
Método A
El Método A, también conocido como Procedimiento A, es una prueba de corte manual utilizada para materiales que tienen caudales que caen dentro de 0.15 a 50 g/10 minutos. La muestra de prueba puede tener cualquier forma que pueda introducirse en el cilindro. Sin embargo, la posición de la punta del pistón durante la medición cronometrada debe estar entre 51 y 20 mm (2,0 y 0,8 pulgadas) por encima de la matriz. Las condiciones específicas de temperatura y carga se pueden seleccionar consultando el estándar D-1238. Por ejemplo, cuando se prueba un PE con un MFR esperado de 2, la temperatura se establece en 190ºC y se selecciona una carga de 2,16 kg. Después de empacar el PE (5 + 0.1g) en el barril, la muestra se deja calentar durante 4 minutos con el pistón en contacto con el material. El peso (2,16 kg) se coloca encima del pistón. Después de otros 3 minutos (generalmente entre 2 y 4 minutos), la marca de referencia inferior, inscrita en el pistón, debe estar nivelada con la parte superior del cañón. Luego se permite que el material extruya durante un tiempo específico (por ejemplo, 2 minutos), después de lo cual el extruido se corta cuidadosamente y se guarda. Esto debe repetirse tres veces si es posible, antes de que la marca de referencia superior inscrita llegue a la parte superior del barril. Las tres muestras se pesan individualmente, al miligramo más cercano (0.001 g), y se encuentra la masa promedio en gramos. El caudal se informa como el peso de la resina extruida, en gramos, durante 10 minutos (obtenida en este caso, multiplicando la masa promedio de polímero extruido (m) por 5). Así :
MFR = MFI = m x 600 / t.
Dónde:
t = el intervalo de corte expresado en segundos (s).
m = la masa de polímero extruido.
Método B
El Método B, también conocido como Procedimiento B, es una medición de velocidad de flujo de fusión temporizada automáticamente utilizada para materiales que tienen velocidades de flujo que caen dentro del rango de 0,50 a 1,200 g / 10 minutos. Para garantizar la reproducibilidad, se requiere que el dispositivo de sincronización utilizado tenga una precisión de +/- 0.1 segundos y la posición de la punta del pistón al final de la prueba esté a 25.4 mm (1 pulgada) por encima de la matriz. Durante la medición, la longitud del movimiento del pistón cronometrado debe medirse dentro de 0.025 mm (0.001 in) en una distancia prescrita. Esta precisión de medición se logra mediante el uso de una bandera opaca, colgada del pistón, que interfiere con el paso de la luz a un ojo electrónico. Los codificadores mecánicos también se utilizan para esta medición. Si el sistema está computarizado, entonces el operador solo necesita seleccionar e ingresar las condiciones de prueba de temperatura y carga consultando el estándar, o la memoria de la computadora, y cargar el material. La muestra de prueba puede tener cualquier forma que pueda introducirse en el cilindro. La electrónica controlará automáticamente las temperaturas y la medición del tiempo (y, a veces, incluso cambiará el peso durante la prueba si es necesario). La densidad de fusión aparente del polímero (véase la conversión del Método A a B), a la temperatura de prueba, se ingresa para permitir el cálculo del peso del material extruido a partir del desplazamiento del pistón. Una vez que se ha completado la prueba, la electrónica puede calcular la velocidad de flujo, las relaciones de velocidad de flujo, la viscosidad, la velocidad de corte y el esfuerzo de corte.
Notas
- Originalmente llamado Melt Index (generalmente para polietileno, pero aplicado a una variedad de materiales), hoy la designación estándar es Melt Mass-Flow Rate o MFR, que es un flujo de masa expresado (unidad SI) en g / 10min.
- MFR también puede indicar "relación de flujo de fusión", la relación entre dos velocidades de flujo de fusión a diferentes pesos gravimétricos.
- El plastómetro utilizado para obtener los valores de MFI se basa en el modelo newtoniano simple o la ley de Pouselle.
Características que diferencian a los polímeros de los compuestos de baja masa molar
- “Entreveramiento” de cadenas: los materiales poliméricos mantienen su forma aún en cauchos no vulcanizados donde ocurren rápidos movimientos de pedazos grandes de cadena. Sin embargo, el material no fluye porque la probabilidad que todos los átomos se muevan en la misma dirección es nula.
- Suma de fuerzas intermoleculares, por lo cual aún polímeros no polares de cadenas regulares pero con bajas atracciones intermoleculares (como el PE), generan sólidos semi-cristalinos resistentes.
- Relajaciones moleculares lentas, por lo que es necesario tener en cuenta la escala temporal del movimiento ante fuerzas externas.
Normas : JIS K7210:99, ASTM D 1238, ISO 1133, DIN 53735