




Amorfos
Polypedia > ► Propiedades de los polímeros > ► Propiedades fisicas
Polímeros amorfos
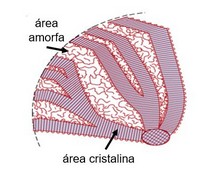
 En los polímeros amorfos, el número de conformaciones posibles (con energía casi equivalente) es extremadamente alto, por lo tanto, si la temperatura es lo suficientemente alta, no es posible pensar en una cadena congelada en una posición específica en el espacio. Los enlaces unen átomos a distancias relativas fijas, pero no impiden la rotación alrededor de los enlaces mismos. Estas rotaciones son posibles por el hecho de que la energía cinética que poseen los grupos moleculares individuales que componen la macromolécula es mayor que las barreras potenciales que dificultan las rotaciones alrededor de los enlaces químicos. De esta manera, la posición de los átomos en la cadena, y de los grupos conectados a ella, cambia continuamente con el resultado de que la forma general de la macromolécula también cambia continuamente. Es posible demostrar, de acuerdo con argumentos estadísticos, que la forma promedio de las moléculas de polímeros lineales con cadenas suficientemente flexibles es la de una bola de hilo dentro de la cual la disposición de los átomos que constituyen la cadena es aleatoria y variable a lo largo del tiempo. Cada bola se enreda con todas las bolas adyacentes, por lo que las cadenas están fuertemente interconectadas. Si las bolas están interpenetradas, su separación se dificulta por la presencia de entrelazado lábil que une temporalmente las moléculas. Para que las largas cadenas de polímero alcancen la conformación en forma de bola, es necesario que tengan una alta movilidad, que se obtiene cuando el material está en estado fundido o en solución. Si se reduce la temperatura, hay una reducción en la movilidad y una contracción en el volumen. Si el orden estructural de la cadena es suficiente, el enfoque progresivo y la movilidad reducida de las cadenas permiten la cristalización del material. De lo contrario, hay un aumento progresivo en la viscosidad del líquido. La disminución de la movilidad no se produce de manera uniforme durante el enfriamiento. En todos los polímeros no cristalizables, la movilidad molecular se reduce considerablemente en un estrecho rango de temperatura. A temperaturas por debajo de este rango, el polímero aparece como una sustancia dura, casi siempre transparente, con un módulo elástico relativamente alto. Este estado físico se llama vidrioso. Al contrario de lo que pueda parecer, los vidrios de polímero pueden ser no solo frágiles (PS, PMMA) sino también resistentes (PVC, etc.). Los valores de los módulos elásticos suelen variar entre 2 y 5 GPa, mientras que para un acero alcanza 210 GPa.
En los polímeros amorfos, el número de conformaciones posibles (con energía casi equivalente) es extremadamente alto, por lo tanto, si la temperatura es lo suficientemente alta, no es posible pensar en una cadena congelada en una posición específica en el espacio. Los enlaces unen átomos a distancias relativas fijas, pero no impiden la rotación alrededor de los enlaces mismos. Estas rotaciones son posibles por el hecho de que la energía cinética que poseen los grupos moleculares individuales que componen la macromolécula es mayor que las barreras potenciales que dificultan las rotaciones alrededor de los enlaces químicos. De esta manera, la posición de los átomos en la cadena, y de los grupos conectados a ella, cambia continuamente con el resultado de que la forma general de la macromolécula también cambia continuamente. Es posible demostrar, de acuerdo con argumentos estadísticos, que la forma promedio de las moléculas de polímeros lineales con cadenas suficientemente flexibles es la de una bola de hilo dentro de la cual la disposición de los átomos que constituyen la cadena es aleatoria y variable a lo largo del tiempo. Cada bola se enreda con todas las bolas adyacentes, por lo que las cadenas están fuertemente interconectadas. Si las bolas están interpenetradas, su separación se dificulta por la presencia de entrelazado lábil que une temporalmente las moléculas. Para que las largas cadenas de polímero alcancen la conformación en forma de bola, es necesario que tengan una alta movilidad, que se obtiene cuando el material está en estado fundido o en solución. Si se reduce la temperatura, hay una reducción en la movilidad y una contracción en el volumen. Si el orden estructural de la cadena es suficiente, el enfoque progresivo y la movilidad reducida de las cadenas permiten la cristalización del material. De lo contrario, hay un aumento progresivo en la viscosidad del líquido. La disminución de la movilidad no se produce de manera uniforme durante el enfriamiento. En todos los polímeros no cristalizables, la movilidad molecular se reduce considerablemente en un estrecho rango de temperatura. A temperaturas por debajo de este rango, el polímero aparece como una sustancia dura, casi siempre transparente, con un módulo elástico relativamente alto. Este estado físico se llama vidrioso. Al contrario de lo que pueda parecer, los vidrios de polímero pueden ser no solo frágiles (PS, PMMA) sino también resistentes (PVC, etc.). Los valores de los módulos elásticos suelen variar entre 2 y 5 GPa, mientras que para un acero alcanza 210 GPa.Los polímeros con estructura amorfa, en comparación con las semillas cristalinas son menos afectados por el procesamiento de las condiciones, y tienen las siguientes características generales:
- Transparencia
- Poco cambio en las características mecánicas con la temperatura
- Coeficientes de dilatación bajos
- Mala resistencia a los agentes químicos
- Mala resistencia a la fatiga
- Mala resistencia al desgaste
- Baja contracción de moldeo y deformaciones por contracción.
- Mala fluidez a moldeo
- No tienen un punto de fusión definido sino más bien un rango de reblandecimiento
Plásticos amorfos
- Poliestireno estándar (PS)
- Copolímeros de estireno (SB, SAN, ABS)
- Óxido de polifenileno (PPO)
- Cloruro de polivinilo (PVC)
- Acetatos de celulosa (CA, CAB, etc.)
- Polimetilmetacrilato (PMMA)
- Policarbonato (PC)
- Poliacrilatos (PAR, PAE, APE, PEC)
- Polisulfonas (PSU, PES)
- Polieterimida (PEI)
- Poliamida-imida (PAI)
Descripción general y propiedades comunes
Los plásticos amorfos son básicamente transparentes (excepciones: copolímeros de estireno que contienen butadieno (B), como SB y ABS). Los plásticos amorfos tienen valores de contracción más bajos que los compuestos semicristalinos, por lo que con los compuestos amorfos se pueden obtener mayores niveles de precisión a un costo menor que con los materiales semicristalinos.
Los plásticos amorfos están sujetos a una fuerte deformación elástica entre el punto de fusión y el punto de congelación. Por lo tanto, deben procesarse con una presión de retención lo suficientemente baja como para evitar la sobrecarga en los moldes, lo que resulta en dificultades de expulsión y tensiones internas. Por lo tanto, existe un alto riesgo con los plásticos amorfos en comparación con los plásticos semicristalinos, de que los componentes moldeados por inyección estén gravados con tensiones. Si se requiere una presión de inyección más alta para llenar el molde, se deben usar dos etapas de presión (control de presión de mantenimiento) en el procesamiento.