Contracción
Polypedia > ► Biblioteca 2
Contracción
Se espera que los componentes plásticos moldeados tengan las dimensiones requeridas (dentro de un cierto rango de tolerancia) y que estén libres de deformación después de completar el ciclo de procesamiento. Además, estas dimensiones deben mantenerse durante la vida útil del componente y bajo las condiciones de servicio respectivas. Las dimensiones de los componentes de plástico moldeados son más pequeñas que las de los moldes utilizados para fabricarlos. Este efecto es causado por las diferencias en el comportamiento de expansión y contracción dependiente de la presión térmica y entre moldes de plástico y acero. Los diagramas de presión (p) - volumen (v) - temperatura (T) se utilizan para describir este comportamiento de los materiales termoplásticos. Estos diagramas también se pueden usar para controlar el efecto del proceso termodinámico de contracción durante el proceso de moldeo por inyección. El encogimiento se expresa en pulgadas por pulgadas o en porcentaje. El encogimiento de los plásticos significa la contracción del volumen de los polímeros durante la etapa de enfriamiento del procesamiento de los polímeros. Esto encogimiento se debe en parte a la diferencia de densidad de los polímeros del estado fundido y el estado rígido enfriado. La mayor parte de la contracción de la pieza moldeada de plástico ocurre en el molde mientras se enfría. Se produce una pequeña contracción después de la expulsión, ya que la parte continúa enfriándose y luego la parte puede continuar encogiéndose muy ligeramente hasta que la temperatura y el contenido de humedad se estabilicen.
Si las regiones de la parte se contraen de manera desigual (llamada deformación), se crean tensiones dentro de la parte que, dependiendo de la rigidez de la parte, pueden hacer que la parte se deforme o cambie de forma y, por lo tanto, se agrieten las partes durante el uso a largo plazo. La contracción es una tasa, por lo que se expresa en porcentaje,% .
 La contracción de los plásticos después del moldeo causa diversos problemas a los procesadores y usuarios. El fenómeno afecta a todos los plásticos en diversos grados y el objetivo de esta revisión es proporcionar una visión general de este efecto para permitir una base de información común. La contracción de las piezas de plástico moldeadas puede ser de hasta un 20 por ciento en volumen, cuando se mide a la temperatura de procesamiento y la temperatura ambiente. Los materiales cristalinos y semicristalinos son particularmente propensos a la encogimiento térmico; Los materiales amorfos tienden a encogerse menos. Cuando los materiales cristalinos se enfrían por debajo de su temperatura de transición, las moléculas se organizan de una manera más ordenada, formando cristalitos. Por otro lado, la microestructura de los materiales amorfos no cambia con el cambio de fase. Esta diferencia conduce a materiales cristalinos y semicristalinos que tienen una mayor diferencia en el volumen específico () entre su fase fundida y la fase sólida (cristalina).
La contracción de los plásticos después del moldeo causa diversos problemas a los procesadores y usuarios. El fenómeno afecta a todos los plásticos en diversos grados y el objetivo de esta revisión es proporcionar una visión general de este efecto para permitir una base de información común. La contracción de las piezas de plástico moldeadas puede ser de hasta un 20 por ciento en volumen, cuando se mide a la temperatura de procesamiento y la temperatura ambiente. Los materiales cristalinos y semicristalinos son particularmente propensos a la encogimiento térmico; Los materiales amorfos tienden a encogerse menos. Cuando los materiales cristalinos se enfrían por debajo de su temperatura de transición, las moléculas se organizan de una manera más ordenada, formando cristalitos. Por otro lado, la microestructura de los materiales amorfos no cambia con el cambio de fase. Esta diferencia conduce a materiales cristalinos y semicristalinos que tienen una mayor diferencia en el volumen específico () entre su fase fundida y la fase sólida (cristalina).Causas de contracción
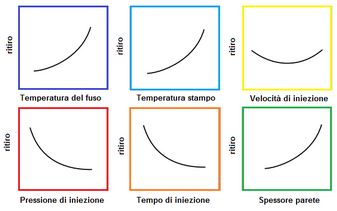
- excesivo encogimiento, más allá del nivel aceptable, puede ser causada por los siguientes factores.
- baja presión de inyección
- tiempo de retención de paquete corto o tiempo de enfriamiento
- alta temperatura de fusión
- alta temperatura del molde
- baja presión de mantenimiento.
| Polímero | Shinkage
% Encogimiento % Contracción % |
Polímero | Shinkage
% Encogimiento % Contracción % |
Elastómero | Shinkage
% Encogimiento % Contracción % |
| ABS | 0.4 – 0.7 | PC/ABS | 0.4 – 0.7 | ACM | 0.6 – 0.8 |
| CA | 0.3 – 0.7 | PES | 0.6 – 0.8 | AEM | 1.8 – 2.1 |
| CAB | 0.2 – 0.5 | PET | 1.8 – 2.1 | AU/EU | 0.2 – 1.0 |
| CP | 0.2 – 0.5 | PMMA | 0.2 – 1.0 | CR | 2.0 – 3.5 |
| EVA | 0.7 – 2.0 | POM | 2.0 – 3.5 | CSM | 1.0 – 3.0 |
| FEP | 3.0 – 6.0 | PP | 1.0 – 3.0 | ECO | 0.5 – 0.7 |
| GPPS | 0.2 – 0.8 | PPO | 0.5 – 0.7 | EPDM | 0.6 – 0.8 |
| HDPE | 1.5 – 4.0 | PSU | 0.6 – 0.8 | FEPM | 5.0 – 0.9 |
| HIPS | 0.2 – 0.8 | PTFE | 5.0 – 0.9 | FKM | 2.0 – 3.0 |
| LDPE | 1.5 – 4.0 | PVDF | 2.0 – 3.0 | FVMQ | 0.2 – 0.6 |
| PA6 | 1.0 – 1.5 | SAN | 0.2 – 0.6 | PP/EPDM | 1.0 – 2.0 |
| PA66 | 1.0 – 2.0 | PUR/TRU | 0.5 – 2.0 | ||
| PBT | 1.5- 2.0 | SBS | 0.4 – 4 | ||
| PC | 0.6 – 0.8 | SEBS | 1.0 – 5.5 | ||
| MF | 0.6 – 1.0 | DMC | 0.5 – 0.2 |
ADVERTENCIA
Esta información debe usarse solo como una referencia. Los usuarios siempre deben seguir las hojas de datos de procesamiento de proveedores de materiales . Los datos se proporcionan "tal cual" y sin ninguna representación o garantía de ningún tipo, incluido el hecho de que son aptos para cualquier propósito o de calidad comercial, o que funcionan según lo previsto o en absoluto. El uso de estos datos es bajo su propio riesgo y Mexpolimeros no acepta ninguna responsabilidad de ningún tipo.