Polypedia > Elastómeros TPE > ► Defectos elastomeros
Neck-in o Necking
¿Què es neck-in?
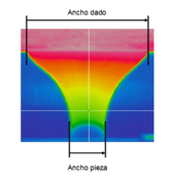 Un fenómeno asociado con la fundición con rodillo frío es el del cuello hacia adentro. El borde de la banda extruida tiende a contraerse hacia el centro de la banda y, al mismo tiempo, tiende a volverse más grueso que la mayor parte de la película. Aquí se encuentra que las masas fundidas más elásticas, que pueden mantener una tensión en la dirección de extrusión, son menos susceptibles al estrechamiento. Cuando la película o lámina sale del troquel con un grosor y temperatura uniformes en todo el ancho, el estiramiento diferencial y la relajación elástica en el centro y los bordes antes de que el primer rodillo de enfriamiento disminuya el ancho (efecto de cuello) y tiende a espesar el extruido en los bordes (este fenómeno se conoce como efecto neck-in o hueso de perro). Neck-in es la reducción en el ancho del polímero fundido a medida que sale de la matriz. Se mide como la mitad de la diferencia entre el ancho del recubrimiento en el nip y el ancho de la matriz, como se indica en la figura. Tejido del borde y cuello en el rendimiento son propiedades relacionadas aunque cambios en el rendimiento de cuello son potencialmente más importantes (hasta 50 mm) y afectan tanto al procesado como al producto final. Es por eso que los bordes se recortan con frecuencia antes de enrollar (y posteriormente se incorporan nuevamente a la tolva después de la trituración).
Un fenómeno asociado con la fundición con rodillo frío es el del cuello hacia adentro. El borde de la banda extruida tiende a contraerse hacia el centro de la banda y, al mismo tiempo, tiende a volverse más grueso que la mayor parte de la película. Aquí se encuentra que las masas fundidas más elásticas, que pueden mantener una tensión en la dirección de extrusión, son menos susceptibles al estrechamiento. Cuando la película o lámina sale del troquel con un grosor y temperatura uniformes en todo el ancho, el estiramiento diferencial y la relajación elástica en el centro y los bordes antes de que el primer rodillo de enfriamiento disminuya el ancho (efecto de cuello) y tiende a espesar el extruido en los bordes (este fenómeno se conoce como efecto neck-in o hueso de perro). Neck-in es la reducción en el ancho del polímero fundido a medida que sale de la matriz. Se mide como la mitad de la diferencia entre el ancho del recubrimiento en el nip y el ancho de la matriz, como se indica en la figura. Tejido del borde y cuello en el rendimiento son propiedades relacionadas aunque cambios en el rendimiento de cuello son potencialmente más importantes (hasta 50 mm) y afectan tanto al procesado como al producto final. Es por eso que los bordes se recortan con frecuencia antes de enrollar (y posteriormente se incorporan nuevamente a la tolva después de la trituración).Causas
Hay una serie de causas raíz potenciales para este problema, la mayoría de los cuales también puede causar tejido de borde. Estos incluyen:
- alta temperaturas de fusión
- alta relación de estirado y la resistencia de fusión del polímero es inadecuado para la velocidad de extracción de el proceso
- un dado de bajo rendimiento enfatizará este defecto
- el cuello puede surgir como resultado de la tensión superficial como el polímero deja el dado, así como debido a los efectos de elasticidad de fusión que se producen durante el proceso
Deformación del fundido : durante la recolección en el rodillo frío, el material sufre deformación elongación. La velocidad del husillo de polímero varía a lo largo de la dirección de estiramiento.
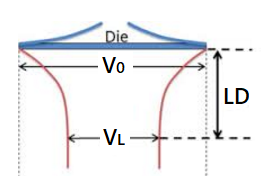
Relación de estiro (Draw Ratio): Calculo Neck-in:
DR = VL/V0 Neck-in (cm) = (V0) - (VL)
VL = velocidad lineal periférica del rodillo con LD= 10 cm
V0 = velocidad de salida del polímero
Cabe señalar que algunos de estos cambios (incluyendo el ajuste de la posición de la matriz) puede crear otra problemas en el proceso de recubrimiento por extrusión. Sin embargo, el diseño de matrices para extrusión de hendiduras que garanticen una velocidad de flujo, temperatura y tiempo de residencia uniformes en todo el ancho de la salida está lejos de ser sencillo. De hecho, dado que la trayectoria de flujo de un elemento fluido en el centro es mucho más corta que la de un elemento que fluye hacia el borde, se anticiparían velocidades más altas en el centro a priori. Como se muestra, la mayoría de las matrices contienen un colector con una sección transversal relativamente grande que distribuye la masa fundida entrante a lo ancho antes de que fluya a través de la tierra poco profunda, hacia la salida de la matriz. Por lo tanto, un elemento fluido central fluye una corta distancia en el colector y una longitud más larga en la tierra, mientras que un elemento de flujo cerca del borde se beneficia de una ruta de flujo más larga en el colector y una ruta de flujo más corta en la tierra. En ambos casos, para un flujo equilibrado, la caída de presión total debe ser igual. El diseño del múltiple depende de la respuesta reológica del fluido. Inicialmente, los múltiples tenían forma de T,  pero evolucionaron a formas de cola de pez y perchas, que son las más comunes en la actualidad. De todos modos, como las variaciones en el caudal, las propiedades del polímero y las temperaturas locales afectarán el equilibrio del flujo, en la práctica los troqueles generalmente están equipados con una barra restrictiva aguas abajo del colector, así como con labios de matriz ajustables. Los ajustes verticales locales se pueden ajustar mediante tornillos. Estos también se pueden acoplar a motores paso a paso o reemplazar por pernos piezoeléctricos para el control automático del espesor, en función de las mediciones de espesor en línea después de los rodillos de enfriamiento. Para aumentar el rango de posibles anchos de extrusión, los troqueles también pueden estar equipados con reglas deslizantes que desplacen las paredes laterales del canal.
pero evolucionaron a formas de cola de pez y perchas, que son las más comunes en la actualidad. De todos modos, como las variaciones en el caudal, las propiedades del polímero y las temperaturas locales afectarán el equilibrio del flujo, en la práctica los troqueles generalmente están equipados con una barra restrictiva aguas abajo del colector, así como con labios de matriz ajustables. Los ajustes verticales locales se pueden ajustar mediante tornillos. Estos también se pueden acoplar a motores paso a paso o reemplazar por pernos piezoeléctricos para el control automático del espesor, en función de las mediciones de espesor en línea después de los rodillos de enfriamiento. Para aumentar el rango de posibles anchos de extrusión, los troqueles también pueden estar equipados con reglas deslizantes que desplacen las paredes laterales del canal.
pero evolucionaron a formas de cola de pez y perchas, que son las más comunes en la actualidad. De todos modos, como las variaciones en el caudal, las propiedades del polímero y las temperaturas locales afectarán el equilibrio del flujo, en la práctica los troqueles generalmente están equipados con una barra restrictiva aguas abajo del colector, así como con labios de matriz ajustables. Los ajustes verticales locales se pueden ajustar mediante tornillos. Estos también se pueden acoplar a motores paso a paso o reemplazar por pernos piezoeléctricos para el control automático del espesor, en función de las mediciones de espesor en línea después de los rodillos de enfriamiento. Para aumentar el rango de posibles anchos de extrusión, los troqueles también pueden estar equipados con reglas deslizantes que desplacen las paredes laterales del canal.Reducir el neck-in
Hay una gama de diferentes maneras de mejorar el neck-in :
- Reducir la relación de estirado al aumentar el peso del recubrimiento, lo que resultará en costos adicionales de material o disminuir la espacio de aire (distancia entre la matriz y el nip para enfriar el rodillo) punto de contacto), que puede afectar a la adherencia al sustrato
- Reducir la temperatura de fusión sin embargo se recomienda realizar pruebas adicionales para garantizar que la adhesión a la el sustrato sigue siendo adecuado
- Probar un polímero con una mayor resistencia de fusión para mejorar rendimiento de cuello: una vez más, contacte nos para mayor asistencia y asesoramiento.
- Ajuste la velocidad de la línea para hacer frente al rendimiento de cuello
El comportamiento mecánico de los polímeros depende de sus fases amorfas y cristalinas. Por eso el ancho de la película plana obtenible con un dado plano (película fundida) será un poco más estrecho que el tamaño de el dado.


