Polypedia > Elastómeros TPE > ► Defectos elastomeros
Kink - Kinking
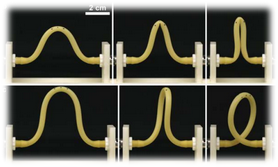 El Kink es un defecto de algunos elastomero se tarta deretorcimiento o restricción de flujo debido al colapso de la manguera. El aplastamiento o retorcimiento de la manguera puede causar daños graves al refuerzo. La prueba de pliegue "Kink Test" es una medida de la capacidad de una manguera para soportar una presión momentánea mientras la manguera se dobla. Los tubo elastomérico, son sujeto a compresión axial. En una compresión crítica, el tubo se dobla y bloquea el flujo de aire en el tubo. En otra compresión crítica, el tubo abre la torcedura y deja que el aire fluya en el tubo. La inestabilidad funciona como una válvula digital de encendido y apagado, y esta función no se ve afectada por una deformación inexacta de los extremos del tubo. Un tubo torcido bloquea el flujo de fluido en el tubo hasta una cierta presión. Debido a que el elastómero sufre fácilmente una deformación grande y reversible, la tubos en torsión puede cerrarse y abrirse repetidamente sin sufrir daños.
El Kink es un defecto de algunos elastomero se tarta deretorcimiento o restricción de flujo debido al colapso de la manguera. El aplastamiento o retorcimiento de la manguera puede causar daños graves al refuerzo. La prueba de pliegue "Kink Test" es una medida de la capacidad de una manguera para soportar una presión momentánea mientras la manguera se dobla. Los tubo elastomérico, son sujeto a compresión axial. En una compresión crítica, el tubo se dobla y bloquea el flujo de aire en el tubo. En otra compresión crítica, el tubo abre la torcedura y deja que el aire fluya en el tubo. La inestabilidad funciona como una válvula digital de encendido y apagado, y esta función no se ve afectada por una deformación inexacta de los extremos del tubo. Un tubo torcido bloquea el flujo de fluido en el tubo hasta una cierta presión. Debido a que el elastómero sufre fácilmente una deformación grande y reversible, la tubos en torsión puede cerrarse y abrirse repetidamente sin sufrir daños.¿Por qué se comban los tubos cuando se doblan?
El primer paso para solucionar un problema de doblado es averiguar exactamente cuál es el problema. Por ejemplo, la palabra hebilla podría significar un abultamiento, colapso, distorsión o deformación del material. Los problemas de flexión, como el arrugado del tubo, el colapso o el abultamiento, tienen causas muy diferentes para el problema y, por lo tanto, diferentes soluciones. A veces, de hecho, puede experimentar varios problemas con la misma curva. Por ejemplo, colapso del tubo con arrugas en toda la curva. Comencemos con uno de los escenarios más comunes que a menudo se conoce como pandeo. Curvas dobladas o dobladas que resultan de la resistencia del material Uno de los problemas más comúnmente referidos, a menudo descrito como una curvatura pandeada, ocurre porque el material que se dobla es muy duro. Un material duro, cuando se dobla, puede que no se comprima correctamente en el radio interior de la curvatura y esto puede causar las deformaciones que se muestran en la figura siguiente. Como ocurre con la mayoría de los problemas de doblado, el primer paso siempre debe ser verificar sus herramientas. Las herramientas deben configurarse correctamente para que un plegado se ejecute correctamente y las herramientas configuradas incorrectamente son la razón más común para los problemas de curvatura. Por lo tanto, incluso si cree que sus herramientas son correctas, siempre recomendamos revisar primero la ubicación adecuada de las herramientas. A menudo, cuando las herramientas están configuradas correctamente, este tipo de problema de flexión del tubo se puede resolver con el uso de un mandril de tapón. Se indica un mandril de tapón si el tubo se dobla y todavía está dentro del factor de pared y el diámetro de la curva.
¿Tiene preguntas sobre el doblado con mandril?
Obtenga su introducción gratuita al doblado de tubos y aprenda sobre la importancia de un mandril para evitar problemas comunes de doblado. Un mandril de tapón está diseñado específicamente para evitar que el tubo se aplaste y se doble sin arrugas ni torceduras. El mandril se ayuda en una posición fija mientras se tira del tubo sobre él. El proceso de estiramiento del tubo se localiza en el radio exterior de la curva y el material se endurece para conservar su forma y no aplanarse. El estiramiento del material se realiza en la punta delantera del mandril. Esta fuerza, que actúa sobre la punta del mandril, sostiene el radio interior de la curva, manteniéndolo firmemente en la ranura de la matriz de curva. Se puede usar un mandril de tapón para producir codos de calidad relativamente buena para tubos de 3/8 ”de diámetro y más pequeños. Las excepciones a esto son los tubos de pared delgada o un radio de línea central que sea menor que 2 x diámetro exterior del tubo. También existen ciertas limitaciones para tubos de más de 3/8 ”de diámetro.
¿Qué pasa con otros tipos de problemas de flexión de tubos?
Como se mencionó anteriormente, existen otros tipos de problemas de flexión de tubos o problemas que también pueden denominarse pandeo. Es importante que conozca el tipo específico de problema cuando intente solucionarlo. Por ejemplo, si está buscando por qué un tubo puede arrugarse durante una curva, puede consultar este artículo. Si busca cómo prevenir una joroba en el tubo o en el collage del tubo, consulte este artículo.
Norma
A menos que se especifique lo contrario, todas las pruebas de mangueras deben realizarse de acuerdo con el Método ASTM No. D-380 (última revisión). Cuando no esté disponible una prueba ASTM D-380, se debe seleccionar y describir otro método de prueba en detalle.
Metodo test
 La resistencia contra el retorcimiento se controla fácilmente formando un bucle y tirando en paralelo en ambos extremos para reducir el diámetro. El diámetro más bajo posible medido en mm justo antes del retorcido se define como la resistencia de retorcido en mm. El test está definido para temperaturas ambiente de 20°C, 50% de HR y registro del diámetro interno y externo. Para determinar la resistencia a la torsión de los stents, se utilizó una configuración de prueba especial dentro de un baño de agua a 37°C. La configuración de prueba consta de un mandril con diámetros de 5 a 15 mm en pasos de 2,5 mm y de 15 a 65 mm en pasos de 5 mm. Como se describe para el método de prueba A en la norma ISO 25539-2, D.5.3.6.5.
La resistencia contra el retorcimiento se controla fácilmente formando un bucle y tirando en paralelo en ambos extremos para reducir el diámetro. El diámetro más bajo posible medido en mm justo antes del retorcido se define como la resistencia de retorcido en mm. El test está definido para temperaturas ambiente de 20°C, 50% de HR y registro del diámetro interno y externo. Para determinar la resistencia a la torsión de los stents, se utilizó una configuración de prueba especial dentro de un baño de agua a 37°C. La configuración de prueba consta de un mandril con diámetros de 5 a 15 mm en pasos de 2,5 mm y de 15 a 65 mm en pasos de 5 mm. Como se describe para el método de prueba A en la norma ISO 25539-2, D.5.3.6.5.

