
Fluidez MFI
Laboratorio > ► Ensayos físicos > ► A-G
Análisis del flujo de fusión del polímero
La determinación del índice de fluidez se utiliza frecuentemente como control de recepción de algunos materiales termoplásticos, que permite evaluar la unidad de las partidas suministradas, y también como control de calidad de los procesos de transformación, ya sea inyección, preferentemente, como extrusión. Durante la transformación se producen frecuentes alteraciones de la estructura de las cadenas moleculares. Por ejemplo, éstas pueden romperse por efecto de una excesiva aportación térmica, que degrade al material, rompiéndose así parte de los enlaces existentes entre monómeros, dando lugar a cadenas más cortas. Estos fenómenos se traducen directamente en aumentos de fluidez, es decir, en disminuciones de viscosidad de la masa fundida. La comparación de la fluidez o viscosidad de un termoplástico antes y después de ser transformado proporciona valiosas informaciones sobre el nivel de calidad de productos terminados. Para la caracterización de los termoplásticos, se recurre a la determinación del Índice de Fluidez Volumétrico (MVI), del Índice de Fluidez Másico (MFI). Este método permite medir la fluidez de los termoplásticos y expresarla de dos maneras: como índice de fluidez másico (MFI = Melt Flow Index), o como índice de fluidez volumétrico (MVI = Melt Volume Index).
Métodos de procesamiento de polímeros
En general, todos los métodos de procesamiento de polímeros implican tres etapas: calentamiento, conformación y enfriamiento de un plástico. Sin embargo, esta aparente simplicidad puede engañar. La mayoría de los métodos de moldeado de plástico no son sencillos y los conocimientos prácticos solo pueden obtenerse mediante la experiencia, a menudo mediante métodos de prueba y error. En la mayoría de los casos, el procesamiento de plásticos se ha desarrollado a partir de otras tecnologías (por ejemplo, metal y vidrio) como un arte más que como una ciencia. Esto se debe principalmente a que en los primeros días no se entendía el flujo de materiales poliméricos y la tasa de aumento en el uso de los materiales era mucho mayor que los avances en la tecnología asociada. Hoy en día, la situación ha cambiado porque, a medida que se imponen demandas cada vez mayores en los materiales y las máquinas de moldeo, ahora es esencial poder hacer predicciones cuantitativas confiables sobre el rendimiento. Hoy en día, gran parte de esto se aborda a través de la simulación asistida por computadora, que es una característica cada vez más importante de muchas técnicas de procesamiento de polímeros. Sin embargo, sigue siendo importante para los diseñadores e ingenieros que utilizan plásticos desarrollar una comprensión de cómo se puede utilizar la teoría del flujo de fusión para predecir y analizar el funcionamiento de las principales técnicas de procesamiento de polímeros. Un enfoque newtoniano simple proporciona una primera aproximación útil a muchos de los procesos, pero desafortunadamente la suposición de viscosidad constante puede conducir a errores graves en algunos casos. Por esta razón, a menudo es necesario un análisis más detallado utilizando un modelo no newtoniano y esto se ilustrará ahora. La mayoría de los métodos de procesamiento de masa fundida implican flujo en secciones capilares o rectangulares, que pueden ser uniformes o ahusadas. Por lo tanto, el enfoque adoptado aquí será desarrollar primero la teoría del flujo newtoniano en estos canales y luego, cuando se considere el caso no newtoniano, se puede ver que los pasos en el análisis son idénticos aunque las matemáticas son un poco más complejas.
Propiedades de flujo
Las propiedades de flujo de los polímeros fundidos son, por decir lo menos, complejas. Esto solo es de esperar cuando se intenta deformar moléculas de cadena larga entrelazadas de diversas formas de una distribución de pesos moleculares. Durante el flujo, las tensiones impuestas a las moléculas harán que se desenrollen en parte y posiblemente también se vuelquen una y otra vez a medida que viajan por la corriente de fusión. Cuando se liberan las tensiones impuestas, habrá una tendencia a volver a enrollarse. Además, cuando se produce un flujo convergente, como en muchas operaciones de procesamiento, se produce una deformación por tracción significativa además de las deformaciones por cizallamiento que normalmente se consideran en análisis simples. El flujo también puede verse afectado por los aditivos.
Índice de fluidez (MFR)
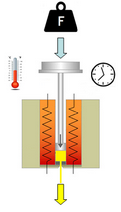
Los términos "índice de fluidez" (MFR), "índice de fluidez" (MFI) e "índice de fusión" (MI) se refieren a la misma prueba. Se introdujo MFR para reemplazar a la MFI. El término MI se usa para referirse al caudal de PE obtenido bajo la condición 190°C/2.16 Kg (anteriormente conocido como Condición E). No se recomienda el uso de dichos términos para otros materiales. La ASTM D 1238 sugiere que el término índice de fluidez (MFR) se use para otros materiales plásticos. Esta prueba permite determinar la velocidad de extrusión de los materiales a través de boquillas de dimensiones predefinidas a una temperatura y carga fijas. El método consiste en introducir 50g en un cilindro vertical calentado. del material involucrado en la prueba y observar el tiempo de paso a través de un cuello de botella ubicado en el extremo inferior de la estructura el polímero es empujado hacia abajo por un pistón sobre el que se coloca un peso. Por ejemplo para los TPU, la temperatura varía de 190°C a 230°C y el peso de 21N a 49N según el tipo de producto. Una vez insertado el material, se espera un período de tiempo de 5 minutos, denominado calentamiento, tras lo cual se coloca el peso sobre el pistón. El índice de fluidez se obtiene de la relación: MFI = k * δT / t
donde:
k = 1084,58;
δT = densidad del material a la temperatura de prueba
t = tiempo transcurrido para que todo el material pase por la boquilla.
El índice de fluidez (Melt Flow Index, MFI) es una medida de la velocidad de flujo del material plástico y es inversamente proporcional a la viscosidad y al peso molecular del polímero. Los polímeros con bajo índice de fluidez muestran mayor fuerza cohesiva y elasticidad, pero son más difíciles de procesar debido a su elevada viscosidad. Un peso molecular promedio bajo equivale a índices de fluidez altos, presentando la masa fundida una viscosidad baja, ideal para procesos de inyección. Los MFI habituales se sitúan en el intervalo de 0.5 a 40 g/10 min. El MFI se determina mediante un viscosímetro en el que una muestra homogénea se funde en el interior de un cilindro caliente a una temperatura definida para cada tipo de polímero, y tras un tiempo predefinido se obliga a pasar la masa fluida por la boquilla. El MFI se determina como la cantidad en peso de polímero extruido por la boquilla en un tiempo t (generalmente 10 minutos).
Velocidad de flujo de fusión y velocidad de volumen de fusión
El Melt flow rate es el método más popular en la industria del plástico para determinar la viscosidad del material y se usa a menudo para probar la consistencia de lote a lote. Sin embargo, también es el método menos preciso. Para obtener datos más significativos, se debe utilizar un reómetro capilar o de cono y placa para determinar la viscosidad. Algunas compañías también realizarán pruebas de reología en el molde utilizando moldes de fabricación reales. El índice de flujo de fusión (MFI) o el índice de flujo de fusión (MFR) es una medida de la facilidad de flujo de los plásticos fundidos. A menudo se utiliza en la industria del plástico para el control de calidad de termoplásticos. El método se describe en las normas ASTM D1238 e ISO 1133. Se calienta una pequeña muestra de 5 ÷ 10 gramos por encima de su punto de fusión o reblandecimiento y se fuerza a que fluya a través de un capilar utilizando un pistón accionado por un peso específico dependiente del tipo de polímero , generalmente 2,16 kg ,5 kg y 21 kg. El peso de la masa fundida en gramos que fluye a través del capilar en 10 minutos es el índice de flujo de fusión.
Plastómetro
Un plastómetro es un instrumento para determinar las propiedades de flujo de una resina termoplástica al forzar la resina fundida a través de una matriz u orificio de tamaño específico a una temperatura y presión específicas. Por lo general, el tiempo requerido para extruir un cierto peso de material de resina se usa como una indicación de la propiedad de flujo o viscosidad.
Estándares y métodos
Las pruebas de velocidad de flujo se rigen por varios estándares internacionales, incluido el Método ASTM D 1238 e ISO R1133. Dichas normas especifican el tamaño de los orificios, la temperatura de fusión, el tamaño de la cámara de calor y el diámetro de la punta del pistón, así como el método de realización de la prueba. El objetivo es obtener resultados consistentes de diferentes indexadores de fusión. Se han desarrollado dos métodos básicos para la prueba del índice de fusión, el Método A y el Método B. El Método A es el método de prueba manual tradicional, mientras que el Método B utiliza la detección electrónica del desplazamiento del émbolo y calcula los datos de flujo a partir de tales mediciones. Una vez configurado, el Método B es más sencillo de ejecutar y más preciso para las pruebas de rutina.
Método A
El Método A, también conocido como Procedimiento A, es una prueba de corte manual utilizada para materiales que tienen caudales que caen dentro de 0.15 a 50 g/10 minutos. La muestra de prueba puede tener cualquier forma que pueda introducirse en el cilindro. Sin embargo, la posición de la punta del pistón durante la medición cronometrada debe estar entre 51 y 20 mm (2,0 y 0,8 pulgadas) por encima de la matriz. Las condiciones específicas de temperatura y carga se pueden seleccionar consultando el estándar D-1238. Por ejemplo, cuando se prueba un PE con un MFR esperado de 2, la temperatura se establece en 190ºC y se selecciona una carga de 2,16 kg. Después de empacar el PE (5 + 0.1g) en el barril, la muestra se deja calentar durante 4 minutos con el pistón en contacto con el material. El peso (2,16 kg) se coloca encima del pistón. Después de otros 3 minutos (generalmente entre 2 y 4 minutos), la marca de referencia inferior, inscrita en el pistón, debe estar nivelada con la parte superior del cañón. Luego se permite que el material extruya durante un tiempo específico (por ejemplo, 2 minutos), después de lo cual el extruido se corta cuidadosamente y se guarda. Esto debe repetirse tres veces si es posible, antes de que la marca de referencia superior inscrita llegue a la parte superior del barril. Las tres muestras se pesan individualmente, al miligramo más cercano (0.001 g), y se encuentra la masa promedio en gramos. El caudal se informa como el peso de la resina extruida, en gramos, durante 10 minutos (obtenida en este caso, multiplicando la masa promedio de polímero extruido (m) por 5). Así :
MFR = MFI = m x 600 / t.
Dónde:
t = el intervalo de corte expresado en segundos (s).
m = la masa de polímero extruido.
Método B
El Método B, también conocido como Procedimiento B, es una medición de velocidad de flujo de fusión temporizada automáticamente utilizada para materiales que tienen velocidades de flujo que caen dentro del rango de 0,50 a 1,200 g / 10 minutos. Para garantizar la reproducibilidad, se requiere que el dispositivo de sincronización utilizado tenga una precisión de +/- 0.1 segundos y la posición de la punta del pistón al final de la prueba esté a 25.4 mm (1 pulgada) por encima de la matriz. Durante la medición, la longitud del movimiento del pistón cronometrado debe medirse dentro de 0.025 mm (0.001 in) en una distancia prescrita. Esta precisión de medición se logra mediante el uso de una bandera opaca, colgada del pistón, que interfiere con el paso de la luz a un ojo electrónico. Los codificadores mecánicos también se utilizan para esta medición. Si el sistema está computarizado, entonces el operador solo necesita seleccionar e ingresar las condiciones de prueba de temperatura y carga consultando el estándar, o la memoria de la computadora, y cargar el material. La muestra de prueba puede tener cualquier forma que pueda introducirse en el cilindro. La electrónica controlará automáticamente las temperaturas y la medición del tiempo (y, a veces, incluso cambiará el peso durante la prueba si es necesario). La densidad de fusión aparente del polímero (véase la conversión del Método A a B), a la temperatura de prueba, se ingresa para permitir el cálculo del peso del material extruido a partir del desplazamiento del pistón. Una vez que se ha completado la prueba, la electrónica puede calcular la velocidad de flujo, las relaciones de velocidad de flujo, la viscosidad, la velocidad de corte y el esfuerzo de corte.
Ensayo
El ensayo se realiza a velocidad baja de extrusión (con lo que la velocidad de cizallamiento es baja, esto es, fricción baja), por lo que los valores obtenidos sólo deben tomarse como puntos de referencia para comparar diversos plásticos de una misma familia entre sí, y no como indicaciones fiables del comportamiento reológico de estos materiales durante la transformación real (reología: ciencia que estudia el comportamiento de los materiales en estado de fusión). Se define el índice de fluidez como la masa en gramos (MFI) o el volumen en cm3 (MVI) de material fundido, a una temperatura determinada, que fluyen por una boquilla de 2,095 mm de Ø, en un tiempo de 10 minutos, y bajo la acción de una carga específica para cada tipo de material.
- MFI: índice de fluidez másico (gr/10 minutos)
- MVI: índice de fluidez volumétrico (cm3 /10 minutos)
La temperatura y la presión se eligen en función de la fluidez propia de cada plástico en estado de fusión. El MFI suele tomarse como valor de referencia práctico para poliolefinas (PE y PP), mientras que el MVI se emplea normalmente para el resto de termoplásticos. Tanto en el valor de MFI como en el del MVI hay que precisar la temperatura de ensayo y el peso que actúa sobre el pistón. El aumento de temperatura en un material termoplástico se traduce en un incremento de energía de la estructura molecular, que pone en vibración a todo el conjunto de la misma. A una determinada temperatura (nivel de energía adquirida), la vibración es tan intensa que provoca la ruptura de las fuerzas intermoleculares, que mantenía unidas a las distintas moléculas entre sí, quedando éstas libres individualmente para poder desplazarse, unas respecto de las otras. La facilidad de deslizamiento de unas moléculas respecto de las otras es lo que se conoce como Fluidez de un material, y que viene determinada, para cada material, por la longitud de sus cadenas moleculares. Las macromoléculas más largas (mayor peso molecular del polímero) están más enmarañadas, por lo tanto la Fluidez es menor. También se utiliza como control para evaluar la calidad de un proceso de transformación o para evaluar la degradación de un material, en nuestro caso para comparar los valores del MFI después y antes de procesado un material.
Notas
- Originalmente llamado Melt Index (generalmente para polietileno, pero aplicado a una variedad de materiales), hoy la designación estándar es Melt Mass-Flow Rate o MFR, que es un flujo de masa expresado (unidad SI) en g / 10min.
- MFR también puede indicar "relación de flujo de fusión", la relación entre dos velocidades de flujo de fusión a diferentes pesos gravimétricos.
- El plastómetro utilizado para obtener los valores de MFI se basa en el modelo newtoniano simple o la ley de Pouselle.
Características que diferencian a los polímeros de los compuestos de baja masa molar
- “Entreveramiento” de cadenas: los materiales poliméricos mantienen su forma aún en cauchos no vulcanizados donde ocurren rápidos movimientos de pedazos grandes de cadena. Sin embargo, el material no fluye porque la probabilidad que todos los átomos se muevan en la misma dirección es nula.
- Suma de fuerzas intermoleculares, por lo cual aún polímeros no polares de cadenas regulares pero con bajas atracciones intermoleculares (como el PE), generan sólidos semi-cristalinos resistentes.
- Relajaciones moleculares lentas, por lo que es necesario tener en cuenta la escala temporal del movimiento ante fuerzas externas.
Normas : JIS K7210:99, ASTM D 1238, ISO 1133, DIN 53735, UNE 53200 83
