CTLE
Laboratorio > ► Ensayos Termicos
Coeficiente de expansión lineal
 El coeficiente de expansión térmica se define como el cambio fraccional en la longitud o el volumen de un material para un cambio unitario de temperatura. El coeficiente de los valores de expansión térmica para diferentes plásticos es de considerable interés para los ingenieros de diseño. Los plásticos tienden a expandirse y contraerse entre seis y nueve veces más que los materiales como los metales. Esta diferencia en el coeficiente de expansión desarrolla tensiones internas y concentraciones de tensiones en el polímero, y se producen fallas prematuras. Se utilizan comúnmente juntas de expansión especiales, que generalmente requieren el uso de juntas de goma para superar la expansión de los plásticos. El uso de un relleno como la fibra de vidrio reduce considerablemente el coeficiente de expansión térmica y acerca el valor al del metal y la cerámica. ASTM ha desarrollado dos métodos básicamente similares para medir el coeficiente de expansión térmica lineal (ASTM D 696) y el coeficiente de expansión térmica cúbica de los plásticos (ASTM D 864), respectivamente. Los valores informados en las revistas especializadas suelen ser los coeficientes de expansión térmica lineal. Cuando un objeto se calienta o se enfría, su longitud cambia en una cantidad proporcional a la longitud original y al cambio de temperatura. En otras palabras, la expansión térmica se refiere a un cambio fraccional en el tamaño de un material en respuesta a un cambio en la temperatura. La expansión térmica y la contracción térmica. Son importantes para el uso previsto de los productos de plástico. Por un lado, la expansión térmica del producto puede calcularse con anticipación en el rango de temperatura de servicio para evitar que pierda su función o toque y aplique cargas en los productos vecinos. Además, la contracción térmica es un factor importante en el diseño del molde. Los productos son más pequeños que el molde después del enfriamiento debido a la contracción térmica de la masa fundida. La expansión lineal térmica se caracteriza por el coeficiente α, que se utiliza para el diseño del molde. Mediante un análisis termomecánico (TMA), la expansión de una muestra durante el calentamiento se mide a través de un transductor de desplazamiento, que se coloca en la muestra y se carga con un peso pequeño para garantizar un buen contacto.
El coeficiente de expansión térmica se define como el cambio fraccional en la longitud o el volumen de un material para un cambio unitario de temperatura. El coeficiente de los valores de expansión térmica para diferentes plásticos es de considerable interés para los ingenieros de diseño. Los plásticos tienden a expandirse y contraerse entre seis y nueve veces más que los materiales como los metales. Esta diferencia en el coeficiente de expansión desarrolla tensiones internas y concentraciones de tensiones en el polímero, y se producen fallas prematuras. Se utilizan comúnmente juntas de expansión especiales, que generalmente requieren el uso de juntas de goma para superar la expansión de los plásticos. El uso de un relleno como la fibra de vidrio reduce considerablemente el coeficiente de expansión térmica y acerca el valor al del metal y la cerámica. ASTM ha desarrollado dos métodos básicamente similares para medir el coeficiente de expansión térmica lineal (ASTM D 696) y el coeficiente de expansión térmica cúbica de los plásticos (ASTM D 864), respectivamente. Los valores informados en las revistas especializadas suelen ser los coeficientes de expansión térmica lineal. Cuando un objeto se calienta o se enfría, su longitud cambia en una cantidad proporcional a la longitud original y al cambio de temperatura. En otras palabras, la expansión térmica se refiere a un cambio fraccional en el tamaño de un material en respuesta a un cambio en la temperatura. La expansión térmica y la contracción térmica. Son importantes para el uso previsto de los productos de plástico. Por un lado, la expansión térmica del producto puede calcularse con anticipación en el rango de temperatura de servicio para evitar que pierda su función o toque y aplique cargas en los productos vecinos. Además, la contracción térmica es un factor importante en el diseño del molde. Los productos son más pequeños que el molde después del enfriamiento debido a la contracción térmica de la masa fundida. La expansión lineal térmica se caracteriza por el coeficiente α, que se utiliza para el diseño del molde. Mediante un análisis termomecánico (TMA), la expansión de una muestra durante el calentamiento se mide a través de un transductor de desplazamiento, que se coloca en la muestra y se carga con un peso pequeño para garantizar un buen contacto.Cambios en la longitud en comparación con la longitud original (Δℓ / ℓ0) llamada expansión lineal
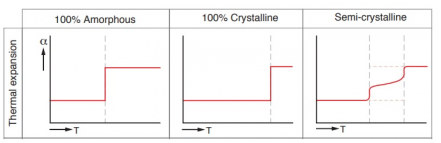
 Los polímeros muestran, en general, una expansión térmica considerablemente más alta que otros materiales. En términos generales, existe una relación entre el coeficiente de expansión térmica y la rigidez recíproca. El coeficiente de expansión depende de la temperatura, como ya se discutió en la transición vidrio-caucho, el coeficiente de expansión térmica muestra un salto discontinuo; con polímeros cristalinos, el coeficiente aumenta fuertemente desde unas pocas decenas de grados °C por debajo del punto de fusión. Los rellenos tienen un fuerte efecto sobre la expansión térmica; pueden reducir el coeficiente en un factor de 2 a 3 veces. La orientación de la cadena afecta a la anisotropía en la expansión; en la dirección de orientación es considerablemente más bajo que al otro lado. Además, debe tenerse en cuenta la tendencia a la contracción (irreversible) en la dirección de orientación al aumentar la temperatura. La expansión negativa completamente reversible se muestra mediante un caucho ideal tenso, como resultado de la elasticidad de entropía.
Los polímeros muestran, en general, una expansión térmica considerablemente más alta que otros materiales. En términos generales, existe una relación entre el coeficiente de expansión térmica y la rigidez recíproca. El coeficiente de expansión depende de la temperatura, como ya se discutió en la transición vidrio-caucho, el coeficiente de expansión térmica muestra un salto discontinuo; con polímeros cristalinos, el coeficiente aumenta fuertemente desde unas pocas decenas de grados °C por debajo del punto de fusión. Los rellenos tienen un fuerte efecto sobre la expansión térmica; pueden reducir el coeficiente en un factor de 2 a 3 veces. La orientación de la cadena afecta a la anisotropía en la expansión; en la dirección de orientación es considerablemente más bajo que al otro lado. Además, debe tenerse en cuenta la tendencia a la contracción (irreversible) en la dirección de orientación al aumentar la temperatura. La expansión negativa completamente reversible se muestra mediante un caucho ideal tenso, como resultado de la elasticidad de entropía.Coeficiente de Dilatación: Cambio en las dimensiones de un material debido a un incremento en la temperatura del mismo.
Dilatometría (DIL)
La Dilatometría (DIL) es una técnica en la dimensión de una sustancia baja carga despreciable se mide como función de la temperatura mientras que la sustancia es a veces a un programa de temperatura controlado en una atmósfera específica, para un rango de temperatura de -180 ° C a 2800 ° C y una resolución de hasta 0.3 nm. La Dilatometría (DIL) opera de acuerdo a normas nacionales e internacionales como: ASTM E228, E289, E831, D696, D3386, DIN ISO 7991, DIN EN 821, DIN 51045.

Coeficiente de expansión térmica lineal
El método de prueba requiere el uso de un dilatómetro de tubo de cuarzo fundido, un dispositivo para medir cambios de longitud (indicador de cuadrante o LVDT) y un baño líquido para controlar la temperatura. La figura ilustra una configuración esquemática de un dilatómetro de tubo de cuarzo. La prueba se inicia montando una muestra preacondicionada, generalmente entre 2 y 5 pulg. de largo, en el dilatómetro. El dilatómetro, junto con el dispositivo de medición, se coloca por debajo del nivel de líquido del baño. La temperatura del baño se varía según se especifique. Se registra el cambio de longitud. El coeficiente de expansión térmica lineal se calcula como sigue:
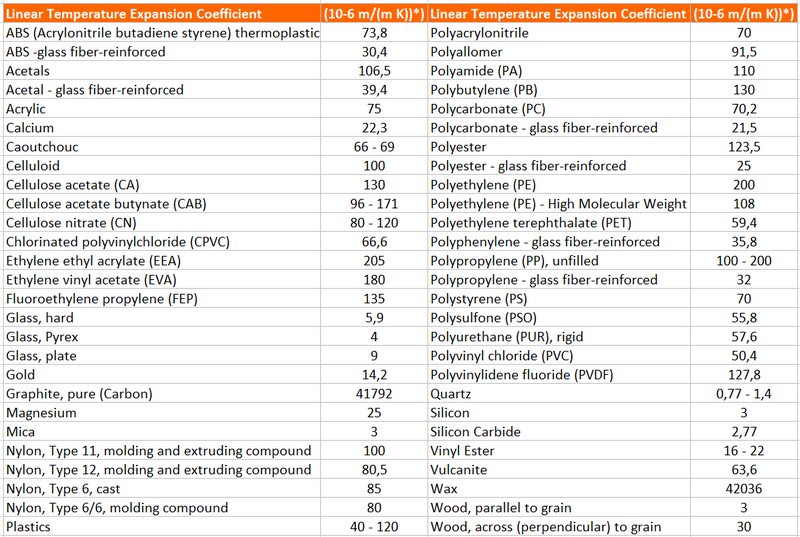
donde X = coeficiente de expansión térmica lineal /°C; ΔL = cambio en la longitud de la muestra debido al calentamiento o enfriamiento; L0 = longitud de la muestra a temperatura ambiente; ΔT = diferencia de temperatura (° C) sobre la que se mide el cambio en la longitud de la muestra. Aunque el coeficiente lineal de expansión térmica varía con la temperatura, a menudo se considera constante dentro de las condiciones típicas de diseño y procesamiento. Es especialmente alto para las poliolefinas, donde varía de 1.5 × 10−4K − 1 a 2 × 10−4K − 1; sin embargo, las fibras y otros rellenos reducen significativamente la expansión térmica. El coeficiente lineal de expansión térmica es función de la temperatura.
ISO 294-4
Acondicionamiento
A 23 ± 2◦C entre 16h a 24h. Los materiales que muestran una marcada diferencia en la contracción del molde si se almacenan en una atmósfera húmeda o seca, deben almacenarse en una atmósfera seca. Procedimientos de ensayo Molde al menos cinco muestras, utilizando un molde de 2 cavidades ISO 294-3 Tipo D2, equipado con sensor de presión de cavidad. El equipo de moldeo cumple con las cláusulas 4.2 pertinentes de ISO 294-1 e ISO 294-3. Además, la precisión del sensor de presión de la cavidad debe ser de ± 5%.Los datos de expansión térmica se utilizan a menudo para predecir la contracción en piezas moldeadas por inyección. Los datos de contracción del moldeo por inyección se miden utilizando las pruebas ASTM D 955 e ISO 294 - 4. La máquina se opera de manera que la relación entre el volumen de moldeo y el volumen de carrera del tornillo esté entre el 20 y el 80%, cuando se utilizan las condiciones de moldeo por inyección especificadas en la Parte 2 de la norma de materiales correspondiente. Realice mediciones de contracción del molde en muestras que hayan sido moldeadas de manera que se alcance una o más de las presiones de cavidad preferidas a presión de retención pch de 20, 40, 60, 80 y/o 100 MPa. temperatura colocándolos sobre un material de baja termoconductividad con una carga adecuada para evitar deformaciones. Se descarta cualquier muestra que tenga una deformación> 3% de su longitud. Mida la longitud y el ancho de la cavidad y las muestras moldeadas correspondientes dentro de 0.02 mm a 23 ± 2°C.
El coeficiente de expansión térmica lineal se mide utilizando las pruebas estándar ISO 11359 y ASTM E831.