Laboratorio > ► Calidad
Cp
En cualquier industria, es fundamental comprender el verdadero potencial de un proceso. Esto ayudará a establecer objetivos realistas y evitará presiones innecesarias para los organismos involucrados en el proceso. La pregunta debe ser realista y debe asegurarse de que sea factible y que el proceso pueda lograrlo. Para medir la capacidad del proceso, se utiliza una relación o índice y se denomina índice de capacidad del proceso. Esto mide la capacidad de un proceso particular para producir una determinada salida dentro de los límites especificados. La capacidad del proceso es significativa solo para el tipo de procesos que pueden controlarse estadísticamente. Básicamente, indica cuánta variación natural experimenta un proceso en relación con los límites de especificación. También permite una mejor comparación entre varios procesos.
El índice de capacidad
Usando los índices de capacidad, es posible comparar una salida de proceso en control con los límites de especificación. El ancho de las especificaciones o la difusión de las especificaciones del proceso se compara con la difusión de los valores del proceso y esto constituye la relación, expresada en términos de seis unidades de desviación estándar (SD) del proceso.
Hay dos índices de capacidad conocidos Cp y Cpk. Ambos se utilizan para medir las capacidades del proceso, ya que ambos comparan la difusión del proceso con la difusión de las especificaciones. Sin embargo, uno es algo más preciso y proporciona una imagen más clara.
El índice Cp no tiene en cuenta el posicionamiento del proceso con respecto a los límites dados o el ancho de la especificación. En otras palabras, puede estar descentrado pero con cp, no importa en absoluto. Dicho esto, es el indicador más simple de la capacidad de un proceso. Básicamente, Cp mide la capacidad potencial de un proceso, por lo que se conoce como el "índice de potencial de proceso".
Matemáticamente, se expresa de la siguiente manera:
Cp formulas
Cp = (USL - LSL) / (6 x sigma);
Dónde está:
USL = límite de especificación superior
LSL = límite de especificación inferior
Dónde :
USL = límite de especificación superior
LSL = límite de especificación inferior
Cp y Cpk diferencia
El Cp es el indicador más simple de una capacidad de proceso, mientras que Cpk proporciona una mejor imagen, también se conoce como "índice de potencial de proceso", mientras que Cpk se conoce como "índice de capacidad de proceso" o "índice de rendimiento del proceso". El índice Cp no tiene en cuenta el posicionamiento del proceso con respecto a los límites dados o el ancho de la especificación, mientras que Cpk considera el centrado de la distribución del proceso. Cp proporcionará una descripción del módulo, mientras que Cpk proporcionará tanto el formulario como la posición.
Relación entre los índices
- Cpk es siempre menor o igual que Cp
- Cpk es igual a Cp solo en un proceso perfectamente centrado
- Cp representa el valor más alto posible de Cpk
- No se puede calcular Cp para procesos con un límite de especificación único
- Cpk se puede calcular en proceso con un solo límite de especificación
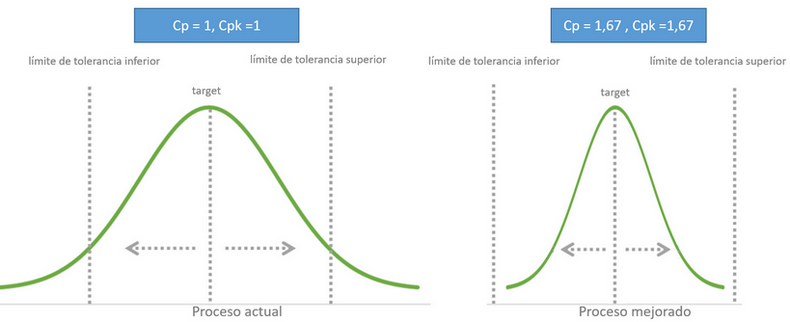
- normalmente Ppk es aceptable si es superior a 1,67
Cp = índice de dispersión del proceso en comparación con los límites de tolerancia, considerando solo la variabilidad dentro de los subgrupos.
Cpk = índice de centrado del proceso, es decir, indica dónde se coloca el valor promedio del proceso con respecto al límite de tolerancia superior o inferior.
Cm/Cmk = índice de dispersión y centrado de la máquina, es decir, excluyen todos los factores adicionales derivados del curso normal del proceso de producción. La fórmula de cálculo no cambia, sin embargo, el modo de muestreo cambia. Para considerar la única variabilidad de repetibilidad de la máquina, las muestras no deben tomarse a frecuencias predeterminadas durante el lote de producción, sino consecutivamente (al menos 50 piezas) y en condiciones de proceso fijas (máquina con regulación térmica, etc.).