Tereftalato de polibutileno
Termoplàsticos > ► Poliésteres > ► Poliésteres aromáticos

PBT - Tereftalato de polibutileno
Manejamos PBT con o sin cargas minerales, con fibra de vidrio, PBT de alto impacto, alta resistencia al calor, resistente a la hidrólisis y metales, coloreada según RAL o Pantone® o estándares hechos a medida. Amplia gama de PBT halogenados ignífugos, libres de halógenos, base de fósforo y melamina. Nuestros compuestos termoestabilizados cumplen con los requisitos de la prueba de inflamabilidad UL 94 del instituto de pruebas estadounidense Underwriters Laboratories Inc. con tarjeta amarilla de UL en todos los colores.
Propiedades PBT
Es un termoplástico de ingeniería semicristalino, con excelentes propiedades de resistencia a la rotura y elevada resistencia a la temperatura. El tereftalato de polibutileno (PBT) o (PTMT) es un termoplástico parcialmente cristalino de la familia de los poliésteres que cristaliza muy lentamente y, por este motivo, en función del método de transformación, está disponible en estado amorfo-transparente o cristalino-opaco. El PBT destaca tanto por su resistencia mecánica, rigidez y estabilidad de forma elevadas como por su elevadísima estabilidad dimensional y su escasa tendencia a la fluencia. Además, el PBT, al igual que el poliéster en general, presenta excelentes propiedades de fricción y resistencia al desgaste. El PBT es resistente a los disolventes, se encoge muy poco durante el formado, es mecánicamente fuerte, resistente al calor hasta 150°C (200°C con refuerzo de fibra de vidrio) y puede ser tratado con retardantes de llama para que sea incombustible. El tereftalato de polibutileno (PBT) se usa ampliamente debido a su resistencia de alto rendimiento, rigidez, estabilidad dimensional muy alta (significativamente mejor que las de POM o PA) y buena fricción.
Nombres y simbolos
- PBT
- PBTP
- Polibutileno Tereftalato
- PTMT
- Polybutylene terephthalate
- Tereftalato de polibutileno
- PBT plastic
- Poliésteres PBT
- Fórmula química PBT: (C12H12O4)n
- Número CAS PBT: 24968-12-5
- Código de reciclaje PBT: número 7
- Nombre químico PBT (IUPAC): Poli (oxi-1,4-butanodiiloxicarbonil-1,4-fenilencarbonilo)
- Densidad estándar PBT: 1,24 - 1,34 g/cm3 (ISO 1183)
- Punto de fusión PBT T m : 22 °C
- Temperatura de transición vítrea PBT Tg : 22 - 43°C
- Temperatura deflexión (18.5 Kg/cm2): 130°C
- Temperatura de fusión (Tm): 222 - 232°C
- Cristalinidad: Material semi-cristalino
- Impacto Izod (espesor 3.2 mm): 50 J/m
- Densidad (amorfo-cristalino): 1.26- 1.33 g/cm3
Propriedades PBT
- Buenas propiedades de resistencia a la rotura
- Elevada temperatura de deflexión, en especial los grados cargados con fibra de vidrio
- Alta rigidez y alta dureza
- Buenas propiedades de bajo rozamiento y resistencia a la abrasión.
- Elevada estabilidad dimensional (bajo coeficiente de expansión térmico, baja absorción de agua)
- Buenas propiedades eléctricas
- Buena resistencia química
- Buena resistencia en la intemperie
- Cristalización rápida y ciclos de tiempo corto
- Elevada estabilidad dimensional (bajo coeficiente de expansión térmico,
- Baja absorción de agua
- Aceptable resistencia química
- Buena resistencia a la intemperies (en las resinas tratadas con protección)
- Cristalización rápida y fácil de moldear (ciclos de tiempo cortos)
- Capacidad de soldadura por ultrasonido
Propiedades Físico-Mecánicas PBT
PBT se destaca por su alta resistencia al calor, rigidez y dureza, excelentes propiedades eléctricas y buena resistencia a las influencias ambientales. Las resinas son termoplásticos de ingeniería de alto rendimiento que se pueden usar en una variedad de aplicaciones, más comúnmente en componentes funcionales y partes estructurales que se forman por moldeo por inyección. Además de los grados PBT puros sin relleno, los grados y mezclas ignífugos, reforzados con vidrio, rellenos de mineral, ignífugos y mezclas basadas en PBT están disponibles comercialmente. Se puede adaptar a diversas aplicaciones mezclándolo con otros componentes (PBT/PC, PBT/PET, PBT/ABS). Se pueden clasificar de acuerdo con su estado cristalino: semicristalino (PBT, poliamida y poliacetal) y amorfo (PC y PPO modificado). El termoplástico semicristalino muestra propiedades físicas equilibradas, así como resistencia térmica y química. El PBT en estado puro, es sensible a entallas o cortes y cuando es reforzado en exceso con fibra de vidrio se vuelve frágil. La rápida cristalización del PBT que resulta beneficiosa en la obtención de piezas consistentes desde el punto de vista dimensional, puede sin embargo llevar a problemas en piezas más complejas debido a problemas de alabeo debido a diferentes contracciones durante la fase de solidificación. Cuando es reforzado mediante fibra de vidrio, la orientación de la fibra tiende a reducir la contracción en dirección de la fibra mientas que en dirección perpendicular se asemeja bastante a la del PBT en estado puro. Estas propiedades anisotrópicas del PBT reforzado con fibra han de ser tenidas en cuentas en la fase de diseño pues pueden producir el alabeo de las piezas fabricadas.Entre los polímeros de ingeniería semicristalinos, los poliacetales exhiben la mayor cristalinidad, y esta estructura muestra alta rigidez, buena resistencia a la fluencia y un bajo coeficiente de fricción. Si bien el poliacetal tiene propiedades mecánicas equilibradas, muestra un punto de fusión más bajo y un resto inflamable en comparación con PBT y poliamidas. La principal diferencia entre poliamida y tereftalato de polibutileno es la tasa de absorción de humedad. La mayor tasa de absorción de humedad de la poliamida es desfavorable para algunas aplicaciones que requieren una alta estabilidad dimensional. Para una baja absorción de humedad, la resina PBT tiene una propiedad más consistente que muestra pocos cambios en las propiedades dimensionales, físicas y eléctricas en función de los factores ambientales.
Resistencia Termicas PBT
A diferencia del PET, este material cristaliza rápidamente y sin necesidad de agentes nucleantes. Además, en comparación con el PET, este material tiene una temperatura de fusión de Tm (aproximadamente 224°C) y una temperatura de transición vítrea más baja de Tg (22-43°C). La ventaja de las temperaturas de procesamiento más bajas se compensa con las temperaturas de distorsión por calor más bajas. El PBT tiene un menor punto de fusión (223°C) que el PET (255°C), por lo que pueden ser procesados a bajas temperaturas. Esta propiedad, unida a su excelente fluidez al fundido y su rápida cristalización por enfriamiento, hace al PBT muy adecuado para el moldeo por inyección en las partes sólidas. Ambos tienen la necesidad de protección UV si se utiliza al aire libre, y la mayoría de los grados de estos poliésteres son inflamables, aunque aditivos pueden ser utilizados para mejorar tanto la sensibilidad a los rayos UV como las propiedades de inflamabilidad.
Resistencia química PBT
La resistencia química de los termoplásticos depende de varios parámetros, incluidos la temperatura, el tiempo, la tensión residual del molde y la tensión externa a la que se somete la pieza en determinadas condiciones de uso. Generalmente, las piezas moldeadas con polímeros semicristalinos serán más resistentes químicamente que los polímeros amorfos. El carácter semicristalino y la estructura química de PBT aseguran una buena resistencia a muchas sustancias químicas. Los termoplásticos PBT se caracterizan por su excelente resistencia a disolventes orgánicos como hidrocarburos alifáticos, petróleo, alcoholes, aceites, éter, detergentes e hidrocarburos clorados a temperatura ambiente. El material también es resistente al ácido débil, base débil, agua y la mayoría de las soluciones salinas acuosas. Sin embargo, PBT no es resistente a ácidos y bases fuertes, fenoles o ácidos oxidantes fuertes. Por encima de la temperatura de transición vítrea de PBT, el polímero se vuelve más sensible a los efectos de los hidrocarburos aromáticos y las cetonas. Sin embargo, PBT es resistente a un fluido automotriz típico como petróleo, grasas, aceites de motor y transformador, o líquido de frenos, incluso a altas temperaturas. El diseño del producto, los métodos y equipos de procesamiento, y otros parámetros pueden afectar la resistencia química real de una pieza moldeada. La verdadera resistencia química de aplicaciones específicas debe probarse en cada condición de uso específica antes de la producción comercial.
Resistencia a la hidrólisis
El PBT y el PET son sensibles al agua caliente por encima de 60°C. Bajo algunas condiciones, la interacción de PBT con agua puede causar degradación hidrolítica y dar pérdida de peso molecular. Con la pérdida de peso molecular, los termoplásticos PBT perderán propiedades y se volverán frágiles. La combinación de altas temperaturas y alto contenido de humedad afecta en gran medida las propiedades de PBT. La degradación hidrolítica también puede acelerarse por condiciones ácidas o básicas. Durante el procesamiento en estado fundido a alta temperatura, la humedad reaccionará muy rápidamente con la cadena de poliéster, disminuyendo así el peso molecular del PBT. Por encima del punto de fusión del PBT, la reacción de hidrólisis se desarrolla muy rápidamente, incluso en unos pocos segundos. Si el PBT sin secar con suficiente contenido de humedad se expone a las condiciones de procesamiento de la masa fundida, el peso molecular o la viscosidad disminuirán y las propiedades se perderán en algún grado. La exposición a largo plazo de las partes sólidas moldeadas de PBT al agua caliente dará cierto grado de descomposición hidrolítica. El PBT es sensible a los álcalis, ácidos oxidantes, bases y compuestos aromáticos por encima de la temperatura ambiente. Entre los disolventes, se encuentran el ácido trifluoroacético, hidrocarburos alifáticos clorados, hexafluoroisopropanol y el o-clorofenol.
Cristalización de PBT
El PBT tiene muy buena resistencia química, baja absorción de humedad y resistencia y rigidez relativamente altas debido a la existencia de su fase cristalina. Normalmente, el PBT tiene aproximadamente un 35% de cristalinidad. La temperatura de transición vítrea del PBT es de aproximadamente 45°C dependiendo de la cristalinidad, y la temperatura de fusión es de aproximadamente 225°C. La cristalinidad, la temperatura de transición vítrea y la temperatura de fusión del PBT dependen del historial térmico del material. Por ejemplo, mediante el recocido, la cristalinidad de PBT puede alcanzar el 60%. El recocido de PBT durante largos períodos de tiempo también puede cambiar la temperatura de fusión y la temperatura de transición vítrea hacia valores más altos debido a la perfección de los esquemas ordenados. Por lo general, existen varios tamaños de cristales de PBT y, por lo tanto, la curva de calorimetría diferencial de barrido (DSC) a menudo muestra múltiples picos de fusión.
Polimerización
El polímero PBT se produce comercialmente por reacción de policondensación entre 1,4-butanodiol y ácido tereftálico (TPA) o 1,4-butanodiol y tereftalato de dimetilo (DMT) en presencia de catalizador ((tetrabutil titanio o tetraisopropil titanio) de esterificación. Los monómeros son producidos por varios procesos comerciales diferentes. El ácido tereftálico, el tereftalato de dimetilo y el 1,4-butanodiol se obtienen comercialmente de materias primas petroquímicas como el paraxileno y el acetileno. La polimerización de PBT requiere un proceso de reacción de dos pasos. La primera etapa es una reacción de esterificación de 1,4-butanodiol con TPA o reacción de transesterificación de 1,4-butanodiol con DMT, formando tereftalato de bis-hidroxibutilo (BHBT). Cuando solo existe una unidad de tereftalato por molécula, se forma el BHBT. Pero en realidad, la etapa de transesterificación produce no solo BHBT, sino también una serie de oligómeros que contienen dos o más unidades de tereftalato. Dependiendo de la relación molar de 1,4-butanodiol a DMT o TPA cargado en la primera reacción, las cantidades relativas de BHBT y sus oligómeros pueden alterarse. Una relación más baja generará una cantidad excesiva de oligómero, mientras que una proporción más alta de 1,4-butandiol dará como resultado un producto de reacción con mezclas dominantes de BHBT. El subproducto de la reacción de transesterificación (agua cuando se usa TPA o metanol cuando se usa DMT) se elimina durante la reacción. La segunda etapa es una etapa de policondensación, en la que el prepolímero BHBT formado en la primera etapa experimenta una polimerización adicional en la fase de fusión. El catalizador se aplica generalmente durante la reacción; los catalizadores preferidos son organotitanio u compuestos organoestánnicos. Los catalizadores más utilizados para PBT son tetraalquil titanatos. El subproducto 1,4-butanodiol se elimina de la masa fundida mezclando la masa fundida y usando vacío. Mediante la eliminación del exceso de 1,4-butanodiol, se puede lograr un peso molecular promedio en número de hasta 30,000 g/mol. Debido a las altas temperaturas durante la segunda etapa, se produce descomposición térmica oxidativa y amarillamiento. Estas reacciones de descomposición colocan el límite superior en el peso molecular que puede realizarse mediante la reacción normal de condensación en estado fundido. Los grados de PBT de alto peso molecular para aplicaciones de extrusión se producen típicamente por policondensación adicional en un proceso de estado sólido adicional a temperaturas de 15 a 40°C por debajo de la temperatura de fusión de PBT y bajo vacío o en una atmósfera de gas inerte. La reacción en estado sólido se lleva a cabo por separado, generalmente minimizando la degradación y decoloración de PBT de alto peso molecular. El PBT de alto peso molecular se obtiene en el estado sólido a temperaturas cercanas a su temperatura de fusión. También se pueden usar agentes de acoplamiento para obtener altos pesos moleculares.
Aleacion de polímeros
La mezcla de polímeros es un método en el que las propiedades deseadas se pueden obtener de al menos dos componentes de polímeros. La razón principal para la mezcla de PBT con otros polímeros es el desarrollo de nuevos materiales con rendimiento mejorado y eficiencia de costos para cumplir con las aplicaciones reales. El método comercial más común para producir una mezcla de PBT es un proceso de composición en estado fundido, debido a su simplicidad y rentabilidad. La combinación de PBT puede ampliar la gama de materiales con propiedades personalizadas y hacer posibles nuevas aplicaciones en el mercado sin grandes inversiones relacionadas con el desarrollo y la fabricación de nuevos polímeros. El PBT en sí es relativamente resistente y dúctil en el estado sin muescas, pero muestra un comportamiento de fractura frágil con muescas o defectos en la superficie. La mejora de la resistencia al impacto se puede lograr mediante la combinación de varios modificadores de impacto de goma. PBT también se mezcla con polímeros amorfos, para aumentar la estabilidad dimensional y superar algunos inconvenientes de PBT.
Modificaciones:
Las distintas formulaciones del PBT proveen materiales con un amplio rango de propiedades agrupadas de acuerdo a distintas características como: Propiedades de flujo, Materiales reforzados, Con carga mineral y esferas de vidrio, Con retardantes de llama (flame retardant), Con aditivos especiales (Polymer modifiers).
Material de refuerzo y aditivos funcionales
- Fibra de vídrio
- Fibra de carbono
- Cargas minerales
- Bolas de cristal
- PTFE
- Grafito
- Sulfuro de molibdeno
- Carbón Black
- Se pueden obtener productos ignífugos con aditivos halogenados, aditivos exentos halógenos
Refuerzo de PBT
Las propiedades de las resinas PBT pueden mejorarse mediante refuerzos, lo que resulta en un mayor módulo, resistencia y temperatura de deflexión térmica bajo carga. Las propiedades de los grados PBT reforzados se ven afectadas por factores tales como los tipos y el contenido del refuerzo y el tamaño promedio y la distribución de los rellenos. Los rellenos de refuerzo se seleccionan según el rendimiento deseado y el costo parcial. Las cargas de refuerzo más importantes agregadas a las resinas PBT son las fibras de vidrio cortas tratadas en la superficie. El refuerzo con fibra de vidrio corta le da a PBT una mayor rigidez y una mayor temperatura de deflexión térmica. Además de las fibras de vidrio, se utilizan copos de vidrio, vidrio molido y otros rellenos minerales para refuerzo. El módulo de flexión y la resistencia de PBT pueden aumentarse significativamente mediante el refuerzo con fibras de vidrio cortas. Las fibras de vidrio tratadas en la superficie con un diámetro de 9 a 14 µm y una longitud de 3 a 6 mm generalmente se introducen en el PBT durante la mezcla fundida. gth pero menor alargamiento en la rotura en comparación con el PBT sin llenar. Los refuerzos de fibra de vidrio tienen algunos inconvenientes, como flujo reducido, apariencia superficial deficiente y aumento de la densidad de las piezas. Los valores globales de contracción de los grados reforzados con fibra de vidrio disminuirán. Por lo general, las fibras de vidrio reforzadas no se orientan aleatoriamente en una muestra moldeada y, por lo tanto, dan como resultado una anisotropía de parte direccional. Los valores de contracción de la pieza son diferentes en el flujo y en las direcciones perpendiculares, con la orientación más alta en la dirección del flujo, lo que puede conducir a problemas de deformación. La estabilidad dimensional y la anisotropía son las razones principales por las que se han desarrollado cargas minerales o calidades PBT reforzadas con fibra de vidrio / híbrido mineral. Las cargas minerales comunes son talco, mica, sílice, arcilla, wollastonita, esfera de vidrio, escamas de vidrio y fibra de vidrio molida. Se agregan cargas minerales a PBT para mejorar la rigidez y la estabilidad dimensional y para reducir la contracción. Los refuerzos minerales aumentan el módulo de flexión y la resistencia, pero son inferiores a los compuestos reforzados con fibra. Los rellenos minerales reducen los valores de contracción térmica en función de la cantidad de carga y se agregan para mejorar la estabilidad dimensional. Las combinaciones de cargas minerales de fibra de vidrio y en forma de placas, calidades híbridas reforzadas, a menudo se utilizan para equilibrar las características de deformación y las propiedades mecánicas. Estas propiedades se encuentran entre las de los grados reforzados con fibra de vidrio y reforzados con minerales.
Inflamabilidad
PBT tiene un índice de oxígeno limitante de aproximadamente 20 a 23% y es bastante combustible. Se clasifica como quema horizontal (HB) según UL-94.
Proceso
La fusión del tereftalato de polibutileno muestra una baja viscosidad y una cristalización muy rápida, lo que permite un procesamiento fácil. Las resinas PBT pueden procesarse mediante el uso de procesos convencionales como hilatura, extrusión, moldeo por inyección y moldeo por inyección asistida por gas. El moldeo por inyección es el método de procesamiento que se usa con mayor frecuencia para compuestos PBT y sus aleaciones. El procesamiento es simple, con buenas propiedades de flujo que conducen a tiempos de ciclo rápidos mediante el uso de máquinas de moldeo por inyección estándar. El PBT se moldea principalmente por inyección a temperaturas de fusión de 230–270°C. Las temperaturas del molde por debajo de 60°C son comunes; sin embargo, la calidad óptima de la superficie solo se alcanza a 110°C. Al igual que con el PET, se requiere el secado de resina. PBT se puede unir mediante soldadura ultrasónica, de fricción, de placa caliente y de gas caliente, así como con adhesivos de dos componentes.
Alcantarillas moleculares
Los extensores de cadena se usan para revertir la disminución del peso molecular causada por la hidrólisis del poliéster, o para cambiar la reología del polímero al aumentar su fuerza de fusión. La degradación afecta particularmente a la resina reciclada y puede limitar su uso. Actualmente existe una amplia gama de extensores de cadena en el mercado de PET. La extensión de la cadena generalmente está representada por la reacción entre los grupos terminales de PET (grupo carboxílico COOH) y el reactivo. Los compuestos típicos como los extensores de cadena son PMDA, fosfatos orgánicos, bis-oxazolinas, bi-anhídridos, diisocianatos, oligómeros epoxi.
Resinas de poliéster marcables con láser
Las resinas de poliéster (PBT) también se pueden modificar para lograr marcas blancas contrastantes en un sustrato negro. Sin embargo, debe entenderse que dado que PBT tiene una blancura intrínseca más alta, la blancura de la marca no es tan brillante como la que se consigue con acetal o nylon. Además, el color del sustrato negro no es tan negro como en estas otras resinas. Esto da como resultado que el efecto general no tenga tanto contraste como el acetal o el nylon. Si bien el contraste puede no ser adecuado para acabados decorativos, es claramente legible para su uso en marcas funcionales o para fines de identificación en elementos tales como conectores o componentes eléctricos. Aquí, donde la trazabilidad del producto se requiere cada vez más, se pueden emplear códigos de barras o simbología 2D. Las resinas de poliéster pueden incluir resinas sin relleno, con vidrio, con impacto o minerales. Estos también pueden incluir elastómeros de poliéster y aleaciones y mezclas. Como regla general es que a medida que aumenta el contenido de la carga, disminuye el contraste aparente. Las resinas de poliéster también incluyen generalmente versiones ignífugas. Dependiendo del tipo de láser, las resinas de poliéster ignífugas pueden ser inherentemente marcadas con láser para marcas funcionales. Por ejemplo, los grados PBT retardantes naturales y de color claro generalmente exhiben una marca negra cuando se marcan con el láser Nd: YAG. Los colores más oscuros, incluido el negro, en resinas ignífugas, generalmente requerirán modificación para permitir una marca de color más claro y contrastante.
Aplicación
Se utiliza ampliamente en la electrónica (carcasas de productos electrónicos, interruptores, capacitores, disyuntores, etc.), recubrimiento de fibra óptica, industria automotriz (moldura de los faros del coche, limpiaparabrisas, espejos retrovisores, conectores en general, pulsadores, etc.) y elaboración de masterbatch, fibras, láminas, entre otros usos y productos. Con el PBT también se elaboran monofilamentos para su uso, por ejemplo, en las cerdas de escobillones.
Se utiliza ampliamente en la electrónica (carcasas de productos electrónicos, interruptores, capacitores, disyuntores, etc.), recubrimiento de fibra óptica, industria automotriz (moldura de los faros del coche, limpiaparabrisas, espejos retrovisores, conectores en general, pulsadores, etc.) y elaboración de masterbatch, fibras, láminas, entre otros usos y productos. Con el PBT también se elaboran monofilamentos para su uso, por ejemplo, en las cerdas de escobillones.
Principales compuestos con PBT:
- PBT / PC (mezcla de policarbonato de tereftalato de polibutileno)
- PBT / ASA (mezcla de polibutileno tereftalato acrílico estireno acrilonitrilo)
- PBT / PET (mezcla de tereftalato de polibutileno, polietileno tereftalato)
- PBT-GF de 5 hasta 40% (fibra de vidrio, carga mineral o hibridos)
PBT-GF ed 5 hasta 40% FR
(fibra de vidrio, carga mineral o hibridos
con retardante de llama)
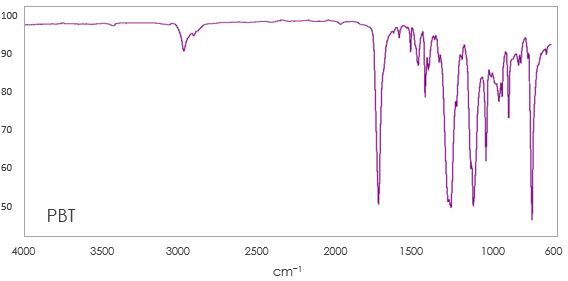
Espectrometría infrarroja por Transformadas de Fourier (FTIR) del PBT
| Propiedad | HDPE | PP | POM | PET | PBT | PEN | PBN | PCT |
| Tg (°C) | –120 | –15 | –75 | 69 | 40 | 125 | 78 | 91 |
| Tm (°C) | 134 | 164 | 170 | 267 | 230 | 268 | 243 | 261 |
| HDT a 0,45 MPa, (°C) | 60 | 90 | 170 | 72 | 154 | 125 | — | — |
| HDT @ 1.8 MPa, (°C) | — | — | 136 | — | 58 | — | 77 | – |
| Densidad (g/cm3) | 0,96 | 0,90 | 1,42 | 1,34 | 1,30 | 1,33 | 1,31 | 1,2 |
| Módulo de tracción (MPa) | 965 | 1793 | 2620 | 2206 | 2344 | — | — | 1600 |
| Resistencia a la tracción (MPa) | 30 | 34,5 | 69 | 55 | 55 | 74 | 65 | 43 |
| Izod con muescas (J/m) | — | 27 | 74 | — | 53 | 39 | 34 | — |
PBT
Property
Method
PBT
PBT GF20
PBT GF30
PBT GF30 V0
PBT GF10 V0
Density
(gr/cm3)
DIN53479
1.3
1.45
1.68
1.52
1.68
Shrinkage (%)
(%)
ASTM D955
2.3
0.35
0.3
1.3
0.2
MFI (230°C/2,16kg)
gr/10'
ISO 1133
30
20
15
20
20
Property
Tensile strenght
MPa
ASTM-D638
57
100
130
80
140
Elongation
(%)
ASTM-D638
30
3
3
3
3
Flexural strength
MPa
ASTM-D790
85
155
180
120
170
Flexural modulus
MPa
ASTM-D790
2200
5000
8000
4800
8000
Izod impact
J/m
ASTM-D256
40
85
120
50
100
Thermal Properties
Properties
HDT 0,45MPa
°C
DIN53461
70
210
210
210
210
HDT 1,82MPa
°C
DIN53461
170
220
220
220
220
Glow wire test (°C)
°C
IEC 60695-2-12
750
750
650
750
960
Flammability (grade)
(grade)
UL94
HB
HB
HB
V0
V0
Melting point (°C)
point
ASTM D3418
225
225
225
225
225
/*------------------------------------FINE TABELLA -------------------------------------------------------------------------*/
| PBT | |||||||
| Property | Method | PBT | PBT GF20 | PBT GF30 | PBT GF30 V0 | PBT GF10 V0 | |
| Density | (gr/cm3) | DIN53479 | 1.3 | 1.45 | 1.68 | 1.52 | 1.68 |
| Shrinkage (%) | (%) | ASTM D955 | 2.3 | 0.35 | 0.3 | 1.3 | 0.2 |
| MFI (230°C/2,16kg) | gr/10' | ISO 1133 | 30 | 20 | 15 | 20 | 20 |
| Property | |||||||
| Tensile strenght | MPa | ASTM-D638 | 57 | 100 | 130 | 80 | 140 |
| Elongation | (%) | ASTM-D638 | 30 | 3 | 3 | 3 | 3 |
| Flexural strength | MPa | ASTM-D790 | 85 | 155 | 180 | 120 | 170 |
| Flexural modulus | MPa | ASTM-D790 | 2200 | 5000 | 8000 | 4800 | 8000 |
| Izod impact | J/m | ASTM-D256 | 40 | 85 | 120 | 50 | 100 |
| Thermal Properties | Properties | ||||||
| HDT 0,45MPa | °C | DIN53461 | 70 | 210 | 210 | 210 | 210 |
| HDT 1,82MPa | °C | DIN53461 | 170 | 220 | 220 | 220 | 220 |
| Glow wire test (°C) | °C | IEC 60695-2-12 | 750 | 750 | 650 | 750 | 960 |
| Flammability (grade) | (grade) | UL94 | HB | HB | HB | V0 | V0 |
| Melting point (°C) | point | ASTM D3418 | 225 | 225 | 225 | 225 | 225 |