TPV PP/EPDM vulcanizado
Termoplàsticos > ► Vinilicos > ► Poliolefinas

TPV Termoplástico vulcanizado
Gama de productos XPRENE V
 En Mexpolimeros ofrecemos una vasta gama de TPV termoplastico, desarrollados de acuerdo a sus necesidades, garantizando la calidad en productos y servicio. Nuestra gama de productos incluye grados de durezas desde Shore A 30÷50 D, grados especiales estabilizados al calor, con retardante a la flama, para soplo, estabilizados a la hidrólisis y luz UV así como en forma de concentrados de pigmento negro. Se suministra listo para usar y no requiere ningún tratamiento posterior a la vulcanización. Disponible en grados estándar y grados personalizados para cualquier aplicación o requisito típico industrial o automotriz. Se entrega principalmente en color negro y natural, se puede colorear fácilmente por medio de colores específicos.
En Mexpolimeros ofrecemos una vasta gama de TPV termoplastico, desarrollados de acuerdo a sus necesidades, garantizando la calidad en productos y servicio. Nuestra gama de productos incluye grados de durezas desde Shore A 30÷50 D, grados especiales estabilizados al calor, con retardante a la flama, para soplo, estabilizados a la hidrólisis y luz UV así como en forma de concentrados de pigmento negro. Se suministra listo para usar y no requiere ningún tratamiento posterior a la vulcanización. Disponible en grados estándar y grados personalizados para cualquier aplicación o requisito típico industrial o automotriz. Se entrega principalmente en color negro y natural, se puede colorear fácilmente por medio de colores específicos.Elastómero termoplástico vulcanizado (TPV)
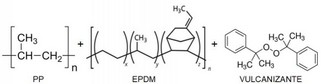
 Un avance significativo en los TPV elastómeros termoplásticos a base de poliolefinas resultó del descubrimiento de que el caucho EPDM, cuando se reticula selectivamente bajo cizallamiento (vulcanización dinámica) durante la mezcla en fusión con un plástico compatible, a saber, homopolipropileno isotáctico, da como resultado un elastómero termoplástico con propiedades mecánicas y capacidad de fabricación, muy superior a los obtenidos de una mezcla simple de materiales elásticos y plásticos. Los termoplásticos vulcanizados (TPVs) son una serie de elastómeros de alto rendimiento que combinan las características deseables del caucho vulcanizado, tales como la flexibilidad y baja compresión, con la facilidad de procesamiento de los termoplásticos. Combina el rendimiento típico de un caucho termoestable junto con las ventajas de un compuesto termoplástico. Encajado en medio de los costos de rango intermedio y el espectro de desarrollo tanto de los termoplásticos como de los cauchos termoestables. TPV polimero es aceptada para un amplio rango de utilidades en productos industriales y de consumo. Su combinación única de propiedades del material y la facilidad de procesamiento permiten al productor lograr tanto objetivos críticos como bajos costos de producción, calidad consistente y rendimiento mejorado en producción. TPV polymer tiene una resistencia ambiental comparable al compuesto de goma EPDM, mientras que la resistencia fluida es comparable a la de los compuestos de goma de policloropreno para uso general; una combinación única que permite por si misma un amplio rango de aplicaciones. Su colorabilidad sin par, sensación y estética abre nuevas oportunidades de diseño en aplicaciones para consumo. Los TPV son altamente resistentes a la abrasión, presentan una reducida absorción de aceites y su costo es bajo con respecto a los TPU.
Un avance significativo en los TPV elastómeros termoplásticos a base de poliolefinas resultó del descubrimiento de que el caucho EPDM, cuando se reticula selectivamente bajo cizallamiento (vulcanización dinámica) durante la mezcla en fusión con un plástico compatible, a saber, homopolipropileno isotáctico, da como resultado un elastómero termoplástico con propiedades mecánicas y capacidad de fabricación, muy superior a los obtenidos de una mezcla simple de materiales elásticos y plásticos. Los termoplásticos vulcanizados (TPVs) son una serie de elastómeros de alto rendimiento que combinan las características deseables del caucho vulcanizado, tales como la flexibilidad y baja compresión, con la facilidad de procesamiento de los termoplásticos. Combina el rendimiento típico de un caucho termoestable junto con las ventajas de un compuesto termoplástico. Encajado en medio de los costos de rango intermedio y el espectro de desarrollo tanto de los termoplásticos como de los cauchos termoestables. TPV polimero es aceptada para un amplio rango de utilidades en productos industriales y de consumo. Su combinación única de propiedades del material y la facilidad de procesamiento permiten al productor lograr tanto objetivos críticos como bajos costos de producción, calidad consistente y rendimiento mejorado en producción. TPV polymer tiene una resistencia ambiental comparable al compuesto de goma EPDM, mientras que la resistencia fluida es comparable a la de los compuestos de goma de policloropreno para uso general; una combinación única que permite por si misma un amplio rango de aplicaciones. Su colorabilidad sin par, sensación y estética abre nuevas oportunidades de diseño en aplicaciones para consumo. Los TPV son altamente resistentes a la abrasión, presentan una reducida absorción de aceites y su costo es bajo con respecto a los TPU.Termoplasticos vulcanizados
- TPV
- EA-TPV
- Elastomer alloy thermoplastic vulcanizate
- TPE-V
- PP/EPDM Vulcanizado
- T-P-V
- TPE-OXL
TPV Propriedades
- Dureza Shore de 35 A a 50 D
- Temperatura de funcionamiento de -40 ÷ 130°C
- Densidad de 0,89 ÷ 1,20 gr / cm3
- Buena resistencia a la intemperie
- Excelente resistencia a los rayos UV
- Buena resistencia química
- Excelente conjunto de compresión
- Buena resistencia all'abrasion
- buena capacidad de procesamiento
- Compatible con el PP
- 100% reciclable
- Resistencia a la intemperie
- Resistente a la fatiga por flexión
- Muy buena resistencia química a ácidos, álcalis, solventes y aceites
- Excelentes propiedades de aislamiento eléctrico.
- Muy buena memoria elástica
TPV elastomeros
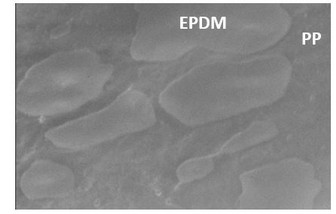
La penetración del mercado del caucho termoendurecible por los TPV de PP/EPDM ha sido posible gracias a la amplitud de la temperatura de servicio del producto (–40°C a 135°C), el rango de dureza (25 Shore A a 50 Shore D), y la excelente capacidad de fabricación y fabricación. la economía y la capacidad de reprocesar los desechos del producto, entre otras características ambientales deseables. Los TPV de PP/EPDM son productos comerciales de reemplazos de caucho termoendurecible a través del ahorro de costos de piezas terminadas gracias a la fabricación, el diseño y la economía de materiales. En comparación con los compuestos SEBS, los TPV de PP / EPDM exhiben una mejor recuperación elástica a una temperatura de servicio más alta (100°C frente a 70°C). En aplicaciones “estáticas”, los TPV de PP / EPDM pueden brindar servicio a 135°C frente a 100°C para los compuestos SEBS. Los TPE muy suaves (0–5 Shore A) se basan en SEBS; Los TPV de PP / EPDM con una dureza inferior a 25 Shore A no están disponibles comercialmente. A. Definición de vulcanización dinámica La vulcanización dinámica es el proceso de producción de un TPE por reticulación selectiva de la fase de caucho durante la mezcla de una mezcla de caucho y plástico tecnológicamente compatible o compatibilizada de alto contenido de caucho, mientras que afecta mínimamente la fase plástica. La reticulación del caucho se logra solo después de que se forma una mezcla de polímero fundido bien mezclado, y se continúa la mezcla intensiva durante el proceso de curado. El TPV elastomérico así formado idealmente debería consistir en una matriz de plástico que esté llena de partículas de caucho reticuladas de 1 a 5 µm.
TPV Propiedades Físico-Mecánicas
TPV plástico tiene una excelente resistencia para acortar el crecimiento mientras es flexible, alta densidad y excelente resistencia a la fatiga, y buena resistencia a muchos ácidos y soluciones base y acuosas. La flexibilidad de TPV varía de elástico, 35 en la escala Shore A, a duro, 50 en la escala D. El TPV tiene una elasticidad de caucho sobresaliente a altas temperaturas, con una recuperación de la deformación superior al caucho vulcanizado en las pruebas de conjuntos de compresión a largo plazo. Los grados de propósito general son apropiados para muchas utilidades, y también disponible en FDA, en la lista NSF y grados médicos.
TPV Propiedades Térmicas
El TPV es ideal para uso en aplicaciones de alta temperatura con una resistencia al calor superior a otros elastómeros. Las piezas hechas de TPV ofrecen un rango de temperatura de servicio constante desde -60 ÷ 135ºC sin agrietamiento o pegajosidad. El excelente envejecimiento por calor se combina con la resistencia a los aceites y grasas para la durabilidad excepcional. Los grados de resistencia al fuego cumplen con los requisitos de los UL94. Estos grados tienes clasificación UL 94 V-0 o UL 94 HB.
TPV Propiedades Quimícas
TPV tiene una excelente resistencia para acortar el crecimiento mientras es flexible, alta densidad y excelente resistencia a la fatiga, y buena resistencia a muchos ácidos y soluciones base y acuosas. Excelente resistencia al agua, ácidos, álcalis, alcoholes, acetona y aceites vegetales. Sin embargo, se debe tener cuidado porque es susceptible de ser atacado por solventes orgánicos aromáticos, gasolina, aceite mineral, etc.
TPV Propiedades Eléctricas
Al igual que el polietileno y el polipropileno, el TPV granulos tiene un excelente rendimiento de aislamiento eléctrico. Son buenos aislantes eléctricos, con propiedades eléctricas constantes en una amplia gama de temperaturas y frecuencias. Se utilizan generalmente en sobremoldeo de elementos rígidos en los sistemas eléctricos.
TPV Propiedades ópticas
Debido a la fase de elastómero curada o reticulado, los compuestos de TPV pellets pueden ser muy difíciles de colorear. La adición de color separado como masterbatch también puede tener un efecto inesperado en las propiedades físicas y la funcionalidad del compuesto, por lo tanto tenemos disponibles varios colores en masa predeterminados, así como en negro o natural que se pueden procesador con color uniforme sin pérdida de propiedades o rendimiento.
TPV Procesabilidad
TPV puede ser procesado en equipo termoplástico estándar. Puede ser moldeado por inyección, extruido, moldeado por soplado y termoformado con la eficiencia y economía asociadas con los materiales termoplásticos. Adicionalmente, los residuos limpios de estas operaciones pueden ser reprocesados.
Sobremoldeo - 2k
Debido a su afinidad química con los polímeros de poliolefina, se adhiere fácilmente al polipropileno o polietileno sin la necesidad de adhesivos o tratamientos de superficie. La capacidad de adherirse a una variedad de sustratos mediante two-shot o sobremoldeo permite una facilidad de procesamiento con excelente adherencia. Los productos transparentes y translúcidos están fácilmente disponibles. TPV se ofrece blandos con adhesión química sobre la mayoría de los polímeros, que incluyen: PP, ABS, PC, PMMA, PBT, PA, etc.
TPV Vulcanización dinámica
La vulcanización dinámica es el proceso de producir un elastómero termoplástico mediante la reticulación selectiva de la fase de caucho durante la mezcla de una mezcla de caucho y plástico tecnológicamente compatible o compatibilizada de alto contenido de caucho, mientras que afecta mínimamente a la fase de plástico. La reticulación del caucho se logra solo después de que se forme una mezcla de polímeros fundidos bien mezclados y se continúe la mezcla de mezclas intensivas durante el proceso de curado. El vulcanizado termoplástico elastomérico así formado debe consistir idealmente en un plástico matriz que se rellena con partículas de caucho entrecruzadas de 1 a 5 amstrong. La vulcanización dinámica aumenta enormemente la viscosidad de la masa fundida sobre la de la masa fundida de TPO, que aumenta con el estado de curado del caucho, lo que reduce la procesabilidad del TPV. Las propiedades físicas del TPV, sin embargo, mejoran con un mayor estado de curado del caucho. Una mayor resistencia a la tracción, una mejor compresión y deformación por tracción, un menor hinchamiento en los aceites de hidrocarburos y una mayor resistencia a la fatiga por flexión y la abrasión se manifiestan en un TPV en comparación con el TPO correspondiente. Sin embargo, debido a la descomposición del plástico PP por el curativo de caucho de peróxido empleado, los TPV de los ejemplos ilustrativos de patentes no alcanzaron su potencial de propiedad completo. Para mejorar la procesabilidad de la masa fundida de TPV, se suguiere el uso de cantidades muy limitadas (~ 1 parte por 100 partes de caucho) de coadyuvantes de proceso. >> Leer más
Curado
Se pueden obtener TPV de PP / EPDM con excelentes propiedades físicas y procesabilidad cuando el caucho se cura a un estado de curado alto. El azufre, que no degrada el PP, fue el curativo elegido en los ejemplos de patentes. Los TPV procesables con un alto estado de curado del caucho también podrían obtenerse mediante curado con peróxido en presencia de un coagente de bismaleimida que indudablemente limita la descomposición del PP además de permitir la consecución de una fase de caucho completamente curado. También se reconoció que la presencia de un alto nivel de aceite parafínico permitió la preparación de TPV suaves procesables con excelente recuperación elástica. En la fusión de la fase plástica TPV, el aceite en el producto se divide entre el caucho en partículas reticulado hinchado por aceite y el PP fundido. El mayor volumen de fase plástica (solución de PP en aceite parafínico) en el TPV fundido permite una excelente procesabilidad del TPV. Cuando se enfría la masa fundida de TPV, parte del aceite rechazado de los cristalitos plásticos se absorbe en la fase de caucho, y el resto del aceite está presente como piscinas submicrónicas en la fase plástica amorfa. La morfología del TPV consistió en una matriz de PP continua, hinchada en aceite, que se llenó con partículas de caucho reticuladas, de tamaño micrométrico (1-5 μm), hinchadas en aceite. Las propiedades mecánicas y la capacidad de fabricación del TPV dependían del tamaño de las partículas de caucho, siendo preferido el tamaño que se acaba de indicar. Sin embargo, durante el procesamiento de TPV, las partículas de caucho aumentaron de tamaño, presumiblemente debido a la rotura y nueva formación de las reticulaciones polisulfídicas que se producen en la masa fundida durante la colisión de partículas. Esta morfología de la masa fundida inestable (“estancamiento de la masa fundida” o crecimiento de fase del caucho disperso) dio como resultado una fabricación y propiedades mecánicas deficientes y variables. La evolución de gases con olor desagradable durante la fabricación es otro grave inconveniente de los TPV curados con azufre. Este último obstáculo para la comercialización de PP/EPDM TPV fue superado mediante el uso de una resina fenólica de tipo resol como curativo. El estancamiento de la masa fundida se evitó mediante la formación de reticulaciones termooxidativamente estables en la partícula de caucho. La resistencia TPV mejorada a los aceites de hidrocarburos y el endurecimiento por compresión también resultó del uso del curativo de resina fenólica.
TPV Compuesto
El vulcanizado termoplástico es un elastómero termoplástico vulcanizado desarrollado con tecnología de resina y caucho sintético. El TPV elastomer se deriva del caucho a base de olefinas y la resina a base de olefinas y no requiere procesos de composición o vulcanización como el caucho. Similar a una resina de uso general, puede moldearse y su grado natural puede colorearse fácilmente. La vulcanización dinámica es un método ampliamente utilizado para preparar elastómeros termoplásticos que comprenden partículas de elastómeros reticulados parcial o totalmente en una matriz termoplástica procesable en estado fundido. Los vulcanizados termoplásticos se preparan mezclando por fusión el elastómero y el termoplástico en un mezclador interno o en una extrusora de doble tornillo. Después de que se haya formado una mezcla bien mezclada, en la segunda etapa, se agregan agentes vulcanizantes como reticuladores o curativos. La vulcanización del polímero de caucho tiene lugar durante la continuación del proceso de mezcla en condiciones de alta temperatura y alto cizallamiento. Las composiciones utilizadas más comunes se basan en EPDM y poliolefinas vulcanizado, como nuestro TPV XPRENE
Cauchos de etileno-propileno
Los cauchos de etileno-propileno constan de dos grupos. El más importante es el EPDM (monómero de etileno-propileno-dieno). Contiene una gama de materiales diferentes, desde los semicristalinos hasta los muy amorfos. En la producción de compuestos de TPE, generalmente se mezclan con PP (y a veces también aceite) y se reticulan (conocido como TPE-V) o se mezclan con PP solo (TPE-O). Actualmente se utilizan cuatro dienos diferentes:
- Diciclopentadieno (DCPD)
- Hexadieno (1, 4-HD)
- Etilideno norboneno (ENB)
- Vinilnorboneno (VNB)
El ENB es el más utilizado, ya que a pesar de su costo, da el mejor en general resultados. El uso de un EPDM de alto peso molecular y alto contenido de dieno en TPE-V y TPE-O podría ser beneficioso, debido a un rendimiento potencialmente superior. La elección del polipropileno utilizado en los compuestos TPE-O y TPE-V depende de las propiedades requeridas. Comúnmente se usa un homopolímero, pero si se necesita una alta resistencia al impacto (especialmente a temperaturas bajo cero), se recomienda un copolímero heterofásico. Se suele utilizar un copolímero aleatorio cuando se requiere flexibilidad sin blanqueamiento por tensión. La elección del grado particular de caucho EPDM utilizado en la producción de compuestos TPE-O y TPE-V depende de varios factores, incluidos el precio, la disponibilidad y las propiedades. En términos generales, si los mezcladores internos son la elección del equipo de composición, se pueden utilizar cauchos para balas. Estos son los más comúnmente disponibles. Si se utiliza un compuesto de extrusión, la elección se limita a los grados en forma de gránulos, o si se deben usar grados de balas, se debe instalar un equipo que pueda alimentar el caucho de las balas directamente en una extrusora. La ventaja de utilizar cauchos para balas es la elección mucho más amplia de caucho y, por lo tanto, la gama más amplia de propiedades que se pueden lograr. DSM Elastomers desarrolló recientemente una familia de cauchos EPDM que utilizan VNB para reemplazar parcialmente a ENB. El EPDM resultante cuando se reticuló mostró un nivel relativamente alto de ramificación de cadena. Se cree que este EPDM utilizado en una formulación de TPE-V mejoraría sus propiedades de extrusión de otro modo pobres, al aumentar la resistencia en fusión de los compuestos de TPE. Dow Chemical opera el único proceso de polimerización en fase gaseosa para la producción de EPDM. Debido a los problemas debidos al ensuciamiento y aglomeración del reactor, se inyectan altos niveles de negro de humo en el reactor durante la polimerización. La combinación del proceso en fase gaseosa y el uso de catalizadores M / SS permite a Dow producir EPDM con un peso molecular extraordinariamente alto. Si este EPDM se utilizara en la producción de TPE-V, probablemente tendría propiedades superiores, en comparación con los TPE-V fabricados con EPDM convencional. Debido a que el negro de carbón es parte del proceso, solo son posibles los TPE-V negros. Sin embargo, un producto de este tipo podría encontrar aceptación en aplicaciones de automoción y construcción. Incluso si el EPDM de alto peso molecular se mezclara con un EPDM más convencional, el producto terminado aún sería superior a las ofertas actuales de TPE-V. También hay una fuente de reciclado de copolímero postconsumo de PP negro disponible (PCW). Esto se puede mezclar en compuestos TPE-O y TPE-V y reutilizar en aplicaciones automotrices. De hecho, muchos fabricantes de automóviles no solo fomentan esta práctica, sino que también la especifican. La Directiva sobre el fin de la vida útil del vehículo emitida por la Unión Europea requiere que un porcentaje sustancial de todos los vehículos y su composición sean reciclados y esto es ahora ley en la mayoría de los países de la UE.
TPV vs. TPO
En la transformación de TPO a TPV hay una mejora sustancial en las propiedades físicas elastoméricas deseables, tales como recuperación elástica (conjunto de compresión, conjunto de tensión) y resistencia a la tracción. Esto es contrario a la intuición, ya que la compatibilidad entre el caucho y el plástico debería disminuir en la reticulación del caucho y dar como resultado propiedades de TPV más pobres en comparación con el TPO correspondiente. Las propiedades observadas del TPV se pueden explicar si el caucho particulado está firmemente anclado en la parte amorfa de la fase plástica. El cambio de dureza en la transformación de TPO a TPV es dependiente tras el cambio en la morfología del producto y la cristalinidad en la fase plástica, también se debe a la reticulación de la fase de caucho. Debido a que iPP es el componente principal del plástico modificado por impacto y la modificación de impacto de iPP por caucho reticulado las partículas tienen un efecto dramático en la estructura del cristal plástico, es razonable proponer que el aumento en la resistencia al impacto observado en la transformación de TPO a TPV se debe a la modificación de la estructura del cristal de la fase plástica. En el TPV, la distribución homogénea de partículas de caucho discretas permite que el material muestre un comportamiento más parecido al caucho. Un atributo clave asociado con los materiales de caucho es su capacidad para recuperarse de una carga impuesta. Esto es especialmente necesario en el área de sellado y estiramiento bajo una amplia variedad de condiciones de servicio. Los materiales TPO, aunque son flexibles, no tienen buenas propiedades de recuperación. Tanto la falta de reticulación en la fase de caucho que se combina con el comportamiento de fluencia del PP provoca un "conjunto" permanente e irrecuperable en el material incluso a temperatura ambiente. Esto excluye su uso en muchas áreas de sellado y otras aplicaciones donde la recuperación de la carga aplicada es importante. Las partículas de caucho discretas en el TPV causan una caída comparativa en la resistencia al desgarro en comparación con TPO pero solo en condiciones ambientales. El TPV continúa proporcionando una resistencia al desgarro aceptable incluso a temperaturas elevadas. La fatiga por flexión del TPV es un excelente rendimiento superior al cloropreno, EPDM y cauchos termosesta clorosulfonados. Las propiedades térmicas de TPO y TPV por ejemplo el punto de fragilidad a baja temperatura es comparable entre el TPV y el TPO suave, pero la influencia más fuerte de la fase PP en el TPO duro eleva significativamente el punto de fragilidad. Aunque no se muestra, el rendimiento del impacto a baja temperatura es bueno tanto para TPO como para TPV. Debido a la falta de reticulación del caucho en el material TPO, la temperatura de servicio superior es limitada. La temperatura de fusión tiene una influencia mucho menor en el flujo con TPV que en TPO. Comparando un grado estándar de TPV con TPO, se puede observar que el TPO tiene una viscosidad de fusión más baja y una capacidad de flujo de fusión más alta. Tanto el TPO como TPV muestran un comportamiento de adelgazamiento de corte lineal en la condición de fusión. Es posible generar valores de MFR de velocidad de flujo de fusión para TPO, pero debido a las diferentes características reológicas de TPV, no es posible lograr un valor de MFR repetible de forma constante.
TPV vs. SEBS
El TPV se caracteriza por una alta resistencia a diversos medios ya altas temperaturas. Debido a sus partículas de EPDM altamente reticuladas, los componentes hechos de TPV en contraposición a los componentes hechos de diferentes tipos de TPE tienen mejores propiedades mecánicas y las cargas de temperatura. Los vulcanizados termoplásticos (TPV) comparten muchas de las mismas características que los compuestos de TPE basados en el bloque estirénico copolímeros (TPS), como el atractivo al tacto, la flexibilidad, el reciclado, etc. En ciertas aplicaciones, no se requiere la mayor estabilidad térmica y resistencia química de un TPV y los compuestos basados en TPS se desempeñarán muy bien en estas circunstancias. Del mismo modo, hay ocasiones en que un compuesto TPS no tiene la resistencia y la durabilidad para un entorno exigente. En comparación con los compuestos SEBS, los TPV PP / EPDM exhiben mejor recuperación elástica a una temperatura de servicio más alta (100°C vs. 70°C). En aplicaciones "estáticas", los TPV PP / EPDM pueden brindar servicio a 135 ° C, frente a 100 ° C para compuestos SEBS. Los TPE muy suaves (0–5 Shore A) se basan en SEBS; Los TPV PP / EPDM con una dureza inferior a 35 Shore A no están disponibles.
TPV Aplicaciones
TPV applications
El TPV es un reemplazo ideal para el caucho termoplástico y los elastómeros a base de PVC en una amplia variedad de aplicaciones que requieren propiedades altamente elásticas. Además de superar a otros elastómeros termoplásticos competitivos en resistencia a rasguños y rasgaduras junto con un comportamiento elástico, el farapreno también es un material extraíble ultra bajo, lo que lo hace ideal para muchas aplicaciones industriales y de consumo. El TPVs es 100 por ciento reciclable y no contiene ftalatos que se encuentran en los materiales a base de PVC. Es una opción superior para los moldeadores y fabricantes que intentan reducir su impacto ambiental. Industria automotriz: fuelles de dirección, fuelles de amortiguador, conductos de sistema de admisión de aire, cables de bujía, tapones de carrocería, burletería, encapsulado de vidrios, cables de comando, tubos de alimentación de combustible, cubiertas de airbag y carcasas, reposabrazos y superficies de puertas, botones y perillas, posavasos, esteras, paneles de instrumentos, pantallas táctiles. Industria eléctrica: cables de alta flexibilidad para rangos hasta 30000V. Conectores eléctricos ,empuñaduras aislantes, industria de alimentos, cubiertos y vajilla descartables, contenedores de alimentos para cocina, juguetes, bandejas de heladera, planchas transparentes.
Nota tecnica
Por ejemplo, el envejecimiento térmico del TPV, que puede causar un aumento de la densidad del enlace cruzado y el endurecimiento, se ha denominado reversión, ya que puede ser el resultado de un curado excesivo.
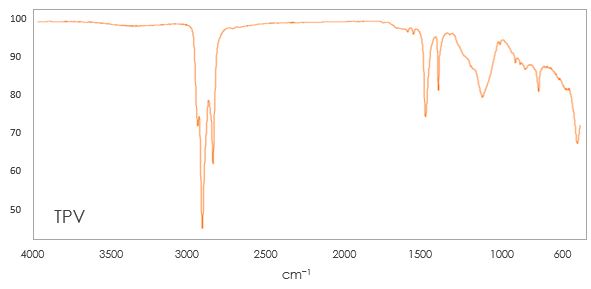
Espectrometría infrarroja por Transformadas de Fourier (FTIR)
Definición de vulcanización dinámica
La
vulcanización dinámica es el proceso de producir un TPE por reticulación
selectiva de la fase de caucho durante la mezcla de una mezcla de caucho y
plástico tecnológicamente compatible o compatibilizada de alto contenido de
caucho, mientras que afecta mínimamente la fase plástica. La reticulación del
caucho se logra solo después de que se forma una mezcla de polímero fundido
bien mezclado, y se continúa la mezcla intensiva durante el proceso de curado.
El TPV elastomérico así formado debería consistir idealmente en una matriz
plástica llena de partículas de caucho reticuladas de 1 a 5 µm.
Compatibilidad de caucho y plástico
Una mezcla de polímero incompatible tendría
malas propiedades físicas debido a una mala adhesión entre las fases. Una
mezcla de polímeros miscible ofrecería propiedades medias de los componentes de
la mezcla. En una mezcla con polímeros de la compatibilidad
"correcta", se pueden realizar las propiedades tecnológicamente útiles
de cada uno de los componentes de la mezcla. El primer principio de
vulcanización dinámica es que el caucho y el plástico deben tener la
compatibilidad "correcta", pero no deben ser miscibles en fusión. Si
el plástico fuera miscible con el caucho, la reticulación del caucho daría como
resultado la inclusión de grandes porciones de plástico en las partículas de
caucho, reduciendo la cantidad de plástico en la fase continua. El producto
resultante perdería la procesabilidad termoplástica; el producto de la vulcanización
dinámica sería un polvo. Además, debido a que la Tg del plástico suele ser
mucho más alta que la del caucho, si el plástico es miscible con el caucho en
un amplio intervalo de temperaturas, la mezcla no sería elastomérica debido a
una Tg promedio alta. El grado de compatibilidad entre el caucho y el plástico
requerido para TPV con buenas propiedades físicas y procesabilidad es difícil
de cuantificar. Incluso entre polímeros que se consideran tecnológicamente
incompatibles, como PS y poli (metacrilato de metilo), se ha medido un espesor
de interfase de 50 Å. Presumiblemente, la alta penalización entrópica de
la desmezcla da como resultado un entrelazamiento entre diferentes polímeros en
la interfase de mezclas de polímeros incompatibles. Cuanto más compatibles sean
los polímeros, mayor será el espesor de la interfase y los entrelazamientos
entre polímeros, y mejores serán las propiedades mecánicas de la mezcla de
polímeros. La diferencia entre la “tensión superficial crítica para
humedecer” de los polímeros se considera una medida aproximada de la tensión
interfacial del polímero. Según los valores de tensión superficial,
las mezclas de PP / EPDM (EPDM no caracterizado) se encuentran entre las más
compatibles de las mezclas de caucho y plástico evaluadas por Coran y Patel en
vulcanización dinámica. La excelente compatibilidad de PP y EPR se
refleja en la morfología de la mezcla fina que se puede generar mediante la
mezcla en estado fundido de los componentes. De hecho, el EPR es
el modificador de impacto de elección para el PP debido a la buena adhesión
interfacial entre estos componentes. Datta y Lohse demostraron
que en mezclas 80:20 en peso de PP / EPR, el tamaño de partícula de caucho EPR
podría reducirse aún más mediante la adición del compuesto de caucho de un
copolímero iPP-g-EP denominado compatibilizador. Debería establecerse una
distinción entre emulsificación y compatibilización. Un polímero dibloque que
actúa como un verdadero compatibilizador debería tener sus segmentos de bloque
anclados en las fases que se compatibilizan. Esto también implicaría un aumento
en el espesor de la interfase sobre la mezcla no compatibilizada, lo que
también daría como resultado propiedades mecánicas mejoradas para la mezcla. Es
más probable que se forme un verdadero compatibilizador mediante la reacción in
situ de componentes que ya están presentes en las fases que se compatibilizan.
Un ejemplo sería la modificación de impacto del nailon mediante la fusión de
este plástico con una mezcla miscible de EPR y EPR maleado para generar
partículas finas de EPR en una matriz de nailon. Los grupos terminales
amina del nailon reaccionarían entonces con el resto anhídrido maleico
injertado en el EPR para generar in situ un copolímero de bloques en el que los
bloques están verdaderamente anclados en las fases que se compatibilizan. En la
emulsificación, como en la emulsificación de aceite en agua con jabón, el
emulsionante se adsorbe solo en la superficie de la fase dispersa de partículas y también puede estar presente como una fase separada que es una barrera
adicional para prevenir la coalescencia de la fase dispersa. fase. Estos
fenómenos se han observado en el caso de que los copolímeros de bloques se hayan
mezclado en estado fundido con mezclas de polímeros incompatibles.
Existe un informe reciente sobre la incapacidad de PP-b-EPR para funcionar como
compatibilizador en mezclas de PP / EPR debido a la cocristalización del
segmento de PP del compatibilizador con la fase PP y al rechazo del bloque EP
en el espacio interlaminar del Cristales de PP. Muchos de los aspectos discutidos en relación con la mejora de
las propiedades mecánicas en iPP modificado por impacto están
interrelacionados. Por ejemplo, el tamaño de partícula de caucho obtenido en
una mezcla de caucho iPP / poliolefina dependería de la viscosidad de la masa
fundida del caucho (y por tanto del peso molecular del caucho) y de las
condiciones de procesamiento. La adhesión del caucho a la matriz iPP dependería
del peso molecular del caucho, que puede estar relacionado con el grado de
miscibilidad de los extremos de bajo peso molecular de los dos componentes. Sin embargo, si la fase de caucho está reticulada, por ejemplo, para
estabilizar la morfología de la masa fundida, la adhesión en la interfase se
vería afectada. Las partículas de alto peso molecular o el caucho reticulado no
se cavitan. La estructura cristalina de iPP obtenida al enfriar mezclas
fundidas de iPP / poliolefina también dependería del tamaño de partícula de
caucho y del estado de curado. La resistencia al impacto de los plásticos
dependería del comportamiento de deformación dependiente de la morfología
(cizallamiento, agrietamiento y cavitación de partículas de caucho) que se
produce en las condiciones de impacto. La resistencia al impacto también
depende de las condiciones de procesamiento, que afectarían el tamaño
y la forma de las partículas de caucho y causarían tensiones internas debido a
la forma de las partículas de caucho "congeladas" y la contracción
diferencial entre el plástico y el caucho. Durante el enfriamiento del PP
isotáctico fundido modificado por impacto (con caucho poliolefínico
particulado), por ejemplo, cualquier vacío creado por la contracción
diferencial entre la fase de caucho y plástico se rellenará siempre que las
fases sean móviles. Aunque existe una contracción considerable en la fase
plástica desde el punto de fusión hasta la temperatura de cristalización, una
vez que se congela la morfología (correspondiente a la temperatura de
cristalización), las partículas de caucho se contraen más que el plástico al
enfriarse a temperatura ambiente. Esta contracción diferencial habría provocado
que las partículas de caucho se alejaran de la interfase plástico / caucho si
no fuera por la buena adhesión entre las fases, sino que impone una tensión
triaxial sobre la fase de caucho. Al doblar, una pieza de PP
modificado por impacto a veces da como resultado un blanqueamiento por tensión
("rubor") debido a la dispersión de la luz en la línea del pliegue,
presumiblemente debido a la cavitación de las partículas de caucho. El
"rubor" del PP se puede reducir componiendo polietileno, que es más
compatible con el caucho que con el plástico y, por lo tanto, reside dentro de
las partículas de caucho. Esto permite una reducción en la cantidad de caucho
y, por lo tanto, limita la contracción del caucho y cambia la distribución de
la tensión a través de las partículas de caucho. La cavitación de las partículas
de caucho se evita debido a la excelente adhesión del caucho a las fases de PP
y polietileno. Las propiedades de impacto del sistema también se mejoran al
tiempo que se minimiza la disminución de la rigidez debido a la incorporación
de partículas de caucho al PP [224]. La morfología del caucho fibrilar no es
deseable en los plásticos modificados por impacto, porque este tipo de
partículas de caucho presuntamente actúan como iniciadores de fisuras
ineficaces. Por último, el comportamiento de los plásticos al impacto
dependería de la temperatura y la velocidad de prueba, ya altas velocidades de
prueba, debe tenerse en cuenta el calentamiento adiabático en la zona de
deformación [226,227]. Se ha publicado una revisión de la estructura y
propiedades de las mezclas de PP / elastómero [196,225,228]. La modificación de
iPP con caucho en partículas ofrece una mayor resistencia al impacto del
material con una rigidez reducida. Es deseable lograr buenas propiedades de
impacto del material mientras se mantiene la rigidez. HIPS está lleno de
partículas de caucho de tamaño apropiado, lo que permite buenas propiedades de
impacto, pero estas partículas de caucho contienen partículas atrapadas de PS
(estructura de "salami"), lo que da como resultado que el material
tenga un contenido de caucho reducido, lo que limita la disminución de la
rigidez en la modificación de impacto de PS [229]. Esta técnica también se ha
aplicado para equilibrar la rigidez del iPP con la tenacidad. la longitud de
las secuencias de las unidades estructurales en el caucho. Aunque iPP y PP
atáctico son miscibles en la masa fundida, iPP y sPP no son miscibles
en masa fundida en todas las proporciones y, por lo tanto, la táctica de iPP
puede influir en la compatibilidad y miscibilidad en mezclas fundidas de PP /
EPDM. Se ha demostrado mediante dispersión de neutrones que las mezclas de
copolímeros PP y EPR son inmiscibles en la masa fundida, incluso cuando el
contenido de etileno del copolímero EP es tan bajo como 8% en peso.
Property
ASTM
U.M.
SHA 40
SHA 50
SHA 60
SHA 70
SHA 80
SHA 90
Hardness Shore A
D2240
SHA
40
50
60
70
80
90
Density
D 792
gr/cm3
0,94
0,95
0,95
0,97
0,97
0,97
Compression set*
D395
%
35
38
42
48
54
66
Modulus 100%
D 638
MPa
1
1,5
2
2,5
3,4
4,8
Modulus 300%
D 638
MPa
2
2,5
4
5,8
6,9
7,6
Tear Strength
D 624
kN/m
12
13
19
25
32
45
Elongation at break
D 638
%
450
450
400
400
380
410
| Property | ASTM | U.M. | SHA 40 | SHA 50 | SHA 60 | SHA 70 | SHA 80 | SHA 90 |
| Hardness Shore A | D2240 | SHA | 40 | 50 | 60 | 70 | 80 | 90 |
| Density | D 792 | gr/cm3 | 0,94 | 0,95 | 0,95 | 0,97 | 0,97 | 0,97 |
| Compression set* | D395 | % | 35 | 38 | 42 | 48 | 54 | 66 |
| Modulus 100% | D 638 | MPa | 1 | 1,5 | 2 | 2,5 | 3,4 | 4,8 |
| Modulus 300% | D 638 | MPa | 2 | 2,5 | 4 | 5,8 | 6,9 | 7,6 |
| Tear Strength | D 624 | kN/m | 12 | 13 | 19 | 25 | 32 | 45 |
| Elongation at break | D 638 | % | 450 | 450 | 400 | 400 | 380 | 410 |
Tokyo
Tokyo is the capital of Japan.