Policloruro de vinilo
Termoplàsticos > ► Vinilicos

PVC Policloruro de vinilo
 El cloruro de polivinilo, o PVC, es uno de los polímeros de mayor volumen, ligeramente por detrás del polietileno y el polipropileno. Este material se emplea en la mayoría de sectores industriales (por ejemplo, el sector del embalaje, la industria automovilística, la construcción, la agricultura o la asistencia sanitaria). El PVC es el producto de la polimerización del monómero de cloruro de vinilo a policloruro de vinilo. Es un polímero obtenido de dos materias primas naturales cloruro de sodio o sal común (NaCl) (57%) y petróleo o gas natural (43%), siendo por lo tanto menos dependiente de recursos no renovables que otros plásticos. El PVC se presenta en su forma original como un polvo blanco, amorfo y opaco. La resina que resulta de esta polimerización es la más versátil de la familia de los plásticos; pues además de ser termoplástica, a partir de ella se pueden obtener productos rígidos y flexibles. A partir de procesos de polimerización, se obtienen compuestos en forma de polvo o pellet, plastisoles, soluciones y emulsiones. Es uno de los polímeros más estudiados y utilizados por el hombre para su desarrollo y confort, dado que por su amplia versatilidad es utilizado en áreas tan diversas como la construcción, energía, salud, preservación de alimentos y artículos de uso diario, entre otros. El PVC tiene grupos polares (cloro) y es amorfo, por lo que se mezcla bien con otras sustancias. Las propiedades físicas requeridas de los productos finales (por ejemplo, flexibilidad, elasticidad, resistencia al impacto, antiincrustación, prevención del crecimiento microbiano, antivaho, retardante del fuego) se pueden diseñar a través de la formulación con plastificantes y diversos aditivos, modificadores y agentes colorantes. El PVC es (thermoplastic elastomers), el único propósito general del plástico que permite el uso de flexibilidad, elasticidad y resistencia al impacto, al agregar plastificantes, aditivos y modificadores. Dado que las propiedades físicas de los productos son ajustables mediante la combinación con aditivos, solo se requieren algunos tipos de resina para cubrir todas las aplicaciones (fibras, plástico rígido y flexible, goma, pintura y adhesivo).
El cloruro de polivinilo, o PVC, es uno de los polímeros de mayor volumen, ligeramente por detrás del polietileno y el polipropileno. Este material se emplea en la mayoría de sectores industriales (por ejemplo, el sector del embalaje, la industria automovilística, la construcción, la agricultura o la asistencia sanitaria). El PVC es el producto de la polimerización del monómero de cloruro de vinilo a policloruro de vinilo. Es un polímero obtenido de dos materias primas naturales cloruro de sodio o sal común (NaCl) (57%) y petróleo o gas natural (43%), siendo por lo tanto menos dependiente de recursos no renovables que otros plásticos. El PVC se presenta en su forma original como un polvo blanco, amorfo y opaco. La resina que resulta de esta polimerización es la más versátil de la familia de los plásticos; pues además de ser termoplástica, a partir de ella se pueden obtener productos rígidos y flexibles. A partir de procesos de polimerización, se obtienen compuestos en forma de polvo o pellet, plastisoles, soluciones y emulsiones. Es uno de los polímeros más estudiados y utilizados por el hombre para su desarrollo y confort, dado que por su amplia versatilidad es utilizado en áreas tan diversas como la construcción, energía, salud, preservación de alimentos y artículos de uso diario, entre otros. El PVC tiene grupos polares (cloro) y es amorfo, por lo que se mezcla bien con otras sustancias. Las propiedades físicas requeridas de los productos finales (por ejemplo, flexibilidad, elasticidad, resistencia al impacto, antiincrustación, prevención del crecimiento microbiano, antivaho, retardante del fuego) se pueden diseñar a través de la formulación con plastificantes y diversos aditivos, modificadores y agentes colorantes. El PVC es (thermoplastic elastomers), el único propósito general del plástico que permite el uso de flexibilidad, elasticidad y resistencia al impacto, al agregar plastificantes, aditivos y modificadores. Dado que las propiedades físicas de los productos son ajustables mediante la combinación con aditivos, solo se requieren algunos tipos de resina para cubrir todas las aplicaciones (fibras, plástico rígido y flexible, goma, pintura y adhesivo).Propriedades del PVC puro (no compuesto)
El poli(cloruro de vinilo) puro es un material rígido incoloro. Tiene una densidad relativamente alta y un punto de ablandamiento bajo. El poli(cloruro de vinilo) tiene una constante dieléctrica y un factor de potencia más altos que el polietileno debido al enlace polar carbono-cloro. Sin embargo, a temperaturas por debajo de la temperatura de transición vítrea (80°C), el factor de potencia sigue siendo comparativamente bajo debido a la inmovilidad del dipolo. El alto contenido de cloro del poli (cloruro de vinilo) lo hace retardante de llama. El poli(cloruro de vinilo) tiene una solubilidad muy limitada. Los disolventes más eficaces son aquellos que parecen ser capaces de alguna forma de interacción con el polímero. Se ha sugerido que el poli (cloruro de vinilo) es un donante de protones débil y que los disolventes eficaces son aceptores de protones. Por tanto, el polímero es soluble a temperatura ambiente en disolventes que contienen oxígeno tales como éteres, p. dioxano, tetrahidrofurano; cetonas, p. ej. ciclohexanona, metil isobutil cetona; y nitrocompuestos, p. ej. nitrobenceno. El poli(cloruro de vinilo) también es soluble en disolventes clorados con un parámetro de solubilidad similar, p. dicloruro de etileno. Los plastificantes para poli (cloruro de vinilo) (que pueden considerarse disolventes no volátiles) tienen parámetros de solubilidad similares a los del polímero y también son aceptores de protones. Tienen un tamaño molecular demasiado grande para disolver el polímero a temperatura ambiente, pero pueden incorporarse a temperaturas elevadas para dar mezclas estables a temperatura ambiente. Se pueden usar muchos materiales como plastificantes para poli (cloruro de vinilo) pero los más importantes incluyen ftalatos de alquilo, p. ftalato de diisooctilo; fosfatos de arilo, p. ej. fosfato de tritotilo; ésteres de ácidos alifáticos, p. ej. sebacato de dibutilo; y aceites epoxidados, p. ej. aceite de soja epoxidado. Generalmente, se utilizan de 40 a 60 partes de plastificante por 100 partes de polímero para las aplicaciones más comunes. El poli (cloruro de vinilo) que contiene este nivel de plastificante es un material flexible similar al caucho. Cabe señalar aquí que mientras que en el pasado la mayor parte del poli (cloruro de vinilo) se utilizaba en forma plastificada, el poli (cloruro de vinilo) no plastificado (UPVC) ahora representa aproximadamente el 60% del consumo actual del polímero. Este cambio se ha producido en gran parte gracias al desarrollo de mejores sistemas de estabilización y mejores equipos de procesamiento. Cuando se combina y procesa adecuadamente, el poli (cloruro de vinilo) no plastificado tiene una excelente resistencia a la intemperie y a la corrosión y se usa ampliamente para una variedad de accesorios de construcción. El poli (cloruro de vinilo) no se ve afectado por ácidos, álcalis ni soluciones acuosas; incluso los agentes oxidantes fuertes como los ácidos crómico y nítrico tienen poca acción. El poli(cloruro de vinilo) no compuesto tiene una estabilidad térmica y a la luz relativamente pobre en comparación con otros polímeros. La exposición a temperaturas superiores a 70°C y/o luz ultravioleta tiene varios efectos adversos sobre las propiedades del polímero. La primera manifestación física de degradación suele ser un cambio de color. Así, cuando el polímero inicialmente incoloro se calienta en aire, se vuelve en secuencia, amarillo, naranja, marrón, negro. El calentamiento adicional provoca un deterioro general de las propiedades mecánicas y eléctricas. El éxito comercial del poli (cloruro de vinilo) se ha debido en gran medida al descubrimiento de estabilizadores, cuya incorporación alivia los efectos de la degradación y permite fabricar materiales tecnológicamente útiles. Se ha descubierto que muchos compuestos ejercen un efecto estabilizador sobre el poli (cloruro de vinilo) y varios se utilizan comercialmente. Los estabilizadores más importantes incluyen compuestos de plomo tales como carbonato de plomo básico y ftalato de plomo dibásico; jabones metálicos (carboxilatos) tales como lauratos, octoatos y estearatos de bario, cadmio y zinc; fenatos de cadmio-bario; compuestos de organoestaño tales como dilaurato y maleato de dibutilestaño; y aceites epoxidados tales como aceites de semillas de lino y semillas de soja epoxidados. Los sistemas de estabilización se componen muy comúnmente de mezclas de estabilizadores que tienen un efecto sinérgico entre sí.
Nombre - Simbolo
- PVC
- PVC-C clorado
- PVC-U rígido
- PVC-O orientado
- PVC-M modificado
- PVC-P plastificado
- Policloruro de vinilo
- Cloruro de Polivinilo
- Fórmula química PVC: -(CH2CHCl)n-
- Número CAS PVC: 9002-86-2
- Nombre químico PVC (IUPAC): poli(cloroetanodiilo)
Compuestos principales de PVC
- Espuma de PVC
- PVC alto impacto
- PVC + ABS
- PVC + SAN
- PVC + PC
- PVC + SAN
- PVC + FV
- PVC + TPU
- PVC + PMMA
- PVC + NBR
- PVC + TPC-ET
PVC Diferentes tipos de cloruro de polivinilo
Los compuestos de PVC con las mayores resistencias a corto y largo plazo son aquellos que no contienen plastificantes y el mínimo de ingredientes compuestos. Este tipo de PVC se conoce como UPVC o PVC-U. Se pueden agregar otras resinas o modificadores (como ABS, CPE o acrílicos) a UPVC para producir compuestos con una resistencia al impacto mejorada. Estos compuestos se conocen como PVC modificado (PVC-M). Los compuestos de PVC flexibles o plastificados, con una amplia gama de propiedades, también se pueden producir mediante la adición de plastificantes. CPVC (PVC-C) (PVC clorado), que tiene un mayor contenido de cloro y PVC orientado (PVC-O) que es PVC-U donde las moléculas se alinean preferentemente en una dirección particular.
PVC-U rígido
PVC-U (sin plastificar) es duro y rígido con una tensión de tracción máxima de aproximadamente 52 MPa a 20°C y es resistente a la mayoría de los productos químicos. En general, PVC-U se puede utilizar a temperaturas de hasta 60°C, aunque el límite de temperatura real depende del estrés y las condiciones ambientales. Se obtiene por la fusión y moldeo a temperatura adecuada de policloruro de vinilo con aditivos excepto plastificantes. Se obtiene un material que es resistente al impacto y estabilizado frente a la acción de la luz solar y efectos de la intemperie. >> Leer más
PVC-P flexible
El PVC-P (plastificado) es menos rígido; tiene una alta resistencia al impacto; es más fácil extruir o moldear; tiene una menor resistencia a la temperatura; es menos resistente a los productos químicos y, por lo general, tiene una menor resistencia a la tracción final. PVC-U es la variabilidad de compuesto a compuesto en PVC plastificado es mayor que eso. Vinidex no fabrica tubos de presión con PVC plastificado. Los plásticos de policloruro de vinilo flexible incluyen una gran variedad de compuestos para moldeado, con una gran diversidad de propiedades y aplicaciones y que se procesan con casi todas las técnicas de transformación. El PVC tiene la ventaja de poder combinarse con plastificantes, como ningún otro plástico. Para producir este versátil plástico, el polímero de cloruro de vinilo se combina con plastificante, estabilizador, relleno o carga y otros aditivos que dependen de las propiedades deseadas y del proceso que se utilice.Las propiedades de los productos vinílicos flexibles dependen de los aditivos que contienen. Cuando estos se dispersan adecuadamente en la matriz polimérica del PVC, no alteran la estructura molecular de los productos, pero sí modifican sus propiedades y su comportamiento en el proceso. Aproximadamente el 60 % de todos los aditivos para plásticos, se usa en el PVC flexible. La ventaja principal de estos plásticos es que están formulados y por eso es posible adaptarlos a tan amplia variedad de aplicaciones. Es el único plástico que puede procesarse por cualquiera de las técnicas conocidas. El aumento de MW del plastificante mediante el uso de plastificantes poliméricos puede conducir a un aumento en el rendimiento debido a una mayor temperatura de transición del plastificante. Los plastificantes alifáticos polares se mezclan menos bien con el PVC que los aromáticos polares y, en consecuencia, pueden exudar (florecer) del polímero plastificado más fácilmente.
- Temperatura de transición vítrea del PVC: Tg 81-87°C
- Densidad estándar de PVC: 1,37 - 1,43 g/cm3
- Punto de fusión del PVC ; Tm : 185-195°C
Además tiene las siguientes cualidades:
- Buena resistencia química
- Buen costo/beneficio
- Alta tenacidad
- Buena resistencia ambiental
- Excelentes propiedades eléctricas
- Se le puede volver conductor
- Buena apariencia superficial
- Se le puede limpiar fácilmente
- Se le puede impartir resistencia a la flama
- Amplia variedad de colores
- Puede ser brillante o mate
Sus desventajas son:
- Muy sensible al calor
- Poca resistencia a las cetonas y a los hidrocarburos clorados
- Tiene que ser formulado adecuadamente para evitar problemas de manchas, afloración de aditivos
PVC-C (clorado)
El PVC-C (clorado) es similar al PVC-U en la mayoría de sus propiedades, pero tiene una mayor resistencia a la temperatura, pudiendo funcionar hasta 95°C. Tiene un esfuerzo final similar a 20°C y un esfuerzo de tracción final de aproximadamente 15 MPa a 80°C.
PVC-O (PVC orientado)
PVC-O (PVC orientado) a veces se llama HSPVC (PVC de alta resistencia). Las tuberías de PVC-O representan un gran avance en la tecnología de la industria de tuberías de PVC. El PVC-O se fabrica mediante un proceso que da como resultado una orientación preferencial de las moléculas de PVC de cadena larga en la dirección circunferencial o circunferencial. Esto proporciona una mejora notable de las propiedades en esta dirección. Además de otros beneficios, se puede obtener una resistencia a la tracción máxima para duplicar la de PVC-U para PVC-O. En aplicaciones tales como tuberías de presión, donde se define que la direccionalidad de la tensión está presente, se pueden obtener ganancias muy significativas en la resistencia y / o ahorro de materiales.
PVC-M (modificado)
PVC-M (modificado) es rígido y tiene una tenacidad mejorada, particularmente en impacto. El módulo de elasticidad, el límite elástico y la resistencia a la tracción final son generalmente más bajos que el PVC-U. Estas propiedades dependen del tipo y la cantidad de modificador utilizado.
Gama de productos PVC
Tenemos a su disposición la gama más amplia de grados de PVC rigido y flexible , con diferente dureza, color y estabilizaciones.
Propiedades Físicas del
PVC
El PVC tiene una estructura amorfa con átomos de cloro polar en la estructura molecular. Tener átomos de cloro y la estructura molecular amorfa están relacionados inseparablemente. Los plásticos parecen ser muy similares en términos de rendimiento y funciones en comparación con los plásticos de olefina que solo tienen átomos de carbono e hidrógeno en sus estructuras moleculares. El PVC es un material químicamente estable, que muestra pocos cambios en su estructura molecular. Sin embargo, los polímeros de cadena larga son materiales viscoelásticos y se pueden deformar mediante la aplicación continua. Esto se llama deformación por fluencia. El PVC es un material viscoelástico, su deformación por fluencia es muy baja en comparación con otras temperaturas, en contraste con el PE y el PP, que tienen un mayor movimiento molecular en sus secciones amorfas. La porosidad de la partícula es característica de cada tipo de resina. A mayor porosidad, mayor facilidad para la absorción del plastificante, acortándose los ciclos de mezclado y eliminando la posibilidad de que aparezcan “ojos de pescado” (fish eyes) en el producto terminado. El PVC se considera estable y seguro para aplicaciones a temperatura ambiente. El cloruro de polivinilo (PVC) es uno de los materiales plásticos más utilizados en el mundo. Las propiedades de este material termoplástico amorfo son extremadamente variables en función de los aditivos utilizados. Los aditivos generalmente empleados incluyen estabilizadores, lubricantes, coadyuvantes de proceso, pigmentos, modificadores de impacto y cargas. Las características del PVC incluyen buenas propiedades autoextinguibles, robustez, buena resistencia a los agentes atmosféricos (conservación de color y rigidez, resistencia al impacto) y excelente estabilidad dimensional.
Propiedades Termicas PVC
El principal problema en torno al PVC es su baja estabilidad térmica causada por la presencia de defectos en la estructura molecular. Se cree que varios sitios de defectos en la cadena del polímero son responsables de esta inestabilidad. El poli (cloruro de vinilo) se descompone a una temperatura inferior a la temperatura de procesamiento. El PVC disponible comercialmente, por otro lado, ya se degradaría alrededor de 140°C, si no se estabilizara antes del procesamiento. A mayor peso molecular, se tiene mayor estabilidad térmica. Durante su procesamiento, la resina se degrada al recibir calor y trabajo. La degradación se presenta en forma de amarillamiento y empobrecimiento de las propiedades mecánicas del producto. Para evitar esto se adicionan los estabilizadores.
Propiedades Eléctricas PVC
Alta resistencia dieléctrica con unas propiedades eléctricas excelentes. Siendo un material polar, con un TG elevado y baja absorción de agua, las propiedades eléctricas prácticamente no son afectadas por la variación de temperatura, frecuencia (hasta 106 Hz) y humedad, dentro de intervalos normales de trabajo. Tiene gran poder de aislamiento eléctrico. Para medirlo se usa el método de resistividad volumétrica, que también permite controlarla.
Propiedades Quimícas PVC
Las reacciones químicas pueden ser muy complejas. Hay tantos factores que afectan la reacción de un sistema de tuberías a productos químicos es imposible construir gráficos para cubrir todos posibilidades. Algunos de los factores que afectan a la sustancia química resistencia son: Productos químicos utilizado, su concentración, temperaturas y durata y/o frecuencia de exposición. El PVC es resistente al ácido, al álcali y a casi todos los productos químicos inorgánicos. Aunque el PVC se hincha o se disuelve en hidrocarburos aromáticos, cetonas y éteres cíclicos, el PVC es difícil de disolver en otros disolventes orgánicos. El PVC absorberá estas sustancias y esto conducirá a una reducción de la resistencia. Para el trabajo normal de suministro de agua, las tuberías de PVC no se ven afectadas por los químicos del suelo y el agua. El PVC es resistente a muchos alcoholes, grasas, aceites y gasolina libre de aromáticos. También es resistente a los agentes corroídos más comunes, incluidos los ácidos inorgánicos, los álcalis y las sales. El PVC es soluble en ciclohexanona y tetrahidrofurano. Puede co-polimerizarse con acetato de vinilo y cloruro de vinilideno, reduciéndose la temperatura de fusión. Puede post-clorarse, elevando su temperatura de distorsión. El PVC rígido, resiste a humos y líquidos corrosivos; soluciones básicas y ácidas; soluciones salinas y otros solventes y productos químicos. Tiene buena estabilidad dimensional. Es termoplástico y termosellable. Sólo arde en presencia de fuego; de otra forma, tiene buena resistencia a los efectos del medio ambiente, principalmente al ozono.
PVC UV Resistance
El bajo costo y el excelente rendimiento del poli (cloruro de vinilo) lo convierten en un plástico muy atractivo y adecuado. Sin embargo, el PVC adolece de una pobre estabilidad térmica y lumínica. Demuestra ser muy sensible a la luz y al calor; estos elementos producen un efecto degradante que se manifiesta inicialmente con un amarilleamiento y (a temperaturas superiores de alrededor de 180°C) descomposición a partir de la cual se libera ácido clorhídrico. Bajo irradiación UV, y en presencia de oxígeno y humedad, el PVC se somete a un proceso muy rápido de deshidrocloración y peroxidación con la formación de polienos. Se somete a una deshidrocloración autocatalítica rápida al exponerse al calor y la luz durante su moldeo y uso, respectivamente. Aumente la decoloración del polímero y cambie sus propiedades físicas. La degradación también causa un cambio drástico en las propiedades mecánicas del polímero, lo que se acompaña de una reducción o aumento en el peso molecular como resultado de la escisión de la cadena o la reticulación de las moléculas del polímero, respectivamente.
Estabilización a la luz
El poli (cloruro de vinilo) (PVC) "puro" no absorbe ninguna luz por encima de 220 nm. Los diferentes grupos funcionales y las irregularidades estructurales que pueden surgir durante la polimerización y el procesamiento se han considerado como posibles iniciadores de cromóforos. Incluyen irregularidades en la cadena del polímero, así como hidroperóxidos, grupos carbonilo y dobles enlaces. Los estabilizadores térmicos utilizados en PVC también confieren cierto grado de estabilidad a la luz. Las sales de Ba/Cd y los carboxilatos de estaño orgánicos, por ejemplo, confieren cierta estabilidad a los rayos UV al PVC en la exposición al aire libre. Sin embargo, para artículos de PVC transparentes y translúcidos que requieren una alta estabilidad a los rayos UV, la estabilidad a la luz conferida por los estabilizadores térmicos no es suficiente. Por lo tanto, la adición de estabilizadores de luz en tales casos es obligatoria. Hasta ahora, los absorbentes de UV producen los mejores resultados en el uso práctico. HALS-I casi no tiene efecto.
Proceso de polimerización
Hay tres tipos de cloruro de polivinilo: S-PVC preparado en suspensión acuosa, utilizado para prácticamente todos los procesos de extrusión, moldeo por inyección y producción de películas; E-PVC preparado en emulsión, utilizado para numerosos usos especiales que requieren operaciones de esparcimiento, inmersión o pulverización. M-PVC preparado en masa. El PVC es un material esencialmente amorfo con porciones sindiotácticas que no constituyen más de 20% del total, y que, generalmente, cuenta con grados de cristalinidad menores. El PVC es un polvo blanco, inodoro e insípido, fisiológicamente inofensivo. Tiene un contenido teórico de 57% de cloro, difícilmente inflamable, no arde por sí mismo. La estructura de la partícula a veces es similar a la de una bola de algodón. El diámetro varía dependiendo del proceso de polimerización. Tanto en los procesos en emulsión como en suspensión, el gas de VCM se polimeriza en un medio acuoso. Normalmente, se utilizan tres procesos para fabricar PVC:
- proceso en suspensión
- proceso en emulsión
- proceso en masa
La coexistencia de los procesos en suspensión y en emulsión se debe, principalmente, a las características morfológicas totalmente distintas de las partículas de PVC. Por un lado, las características específicas del PVC-emulsión (E-PVC) son necesarias para varias aplicaciones concretas y representan una ventaja en otras aplicaciones. Pero, por otro lado, el proceso en suspensión resulta más adecuado para la producción a gran escala de un número reducido de categorías. Por lo tanto, es necesario producir una proporción significativa de PVC mediante procesos en emulsión para suministrar este material a mercados específicos para los cuales el PVC-suspensión no es técnicamente adecuado. El proceso en masa ha perdido relevancia durante los últimos años. Tanto en los procesos en emulsión como en suspensión, el gas de VCM se polimeriza en un medio acuoso.
Monómero de cloruro de vinilo (VCM)
El PVC se produce mediante la polimerización del monómero de cloruro de vinilo (VCM), que, a su vez, se obtiene gracias al craqueo térmico de dicloruro de etileno (EDC). El cloruro que se utiliza para fabricar EDC se deriva de la sal común (NaCl) mediante electrólisis, de manera que un 43 % en peso del PVC proviene del petróleo crudo. El cloruro de vinilo da origen a varias trazas de impurezas, de las cuales algunas, como el 1,3-butadieno y el acetileno de monovinilo, pueden tener efectos negativos en la cinética de polimerización, incluso con niveles muy bajos (mg por kg). Por lo tanto, esta materia prima se debe controlar con mayor rigor. Cualquier líquido no reactivo con un punto de ebullición significativamente más alto que el cloruro de vinilo, como el dicloruro de etileno (EDC), y que permanezca en el VCM, estará presente en el efluente acuoso, puesto que las medidas diseñadas para eliminar el VCM no conseguirán eliminar este líquido.
Polimerización en masa
El proceso en masa ha perdido relevancia durante los últimos años, como resultado de la formulación de resina en masa se obtiene el plastisol. El único proceso de polimerización en masa comercialmente exitoso para el poli (cloruro de vinilo) es el desarrollado por Pechiney St. Gobain (ahora Rhone-Poulenc Industries) (Francia). Este proceso se lleva a cabo en dos etapas, lo que permite un mejor control de la morfología de las partículas de lo que es posible con un proceso de una etapa. La primera etapa se lleva a cabo en un reactor de acero inoxidable, encamisado para calentar y enfriar y equipado con un condensador de reflujo y un agitador de alta velocidad. Aproximadamente la mitad del monómero requerido para la cantidad final de polímero se alimenta al reactor junto con un iniciador de peróxido de acilo o peroxidicarbonato. En la primera etapa, la polimerización se lleva a cabo a aproximadamente 60-75°C y 0,5-1,2 MPa (5-12 atmósferas) durante un corto tiempo (aproximadamente 20 minutos) para dar una conversión de aproximadamente el 8%. En este punto, el producto consta de pequeñas partículas de polímero dispersas en monómero líquido (ya que el polímero es insoluble en el monómero). El tamaño de las partículas de polímero está determinado principalmente por la velocidad de agitación y debe controlarse cuidadosamente ya que afecta las propiedades finales de procesamiento del polímero. Es habitual un diámetro medio de partícula de aproximadamente 10 - 5 cm para el producto de la primera etapa (prepolímero). Para la segunda etapa del proceso, la semilla se transfiere a un reactor más grande, encamisado para calentar y enfriar y equipado con un condensador de reflujo y un agitador de baja velocidad. Se añade monómero adicional al reactor junto con una cantidad adicional de iniciador tal como peroxidicarbonato de diisopropilo. En la segunda etapa, la polimerización se lleva a cabo a una presión constante de aproximadamente 1 MPa (10 atmósferas) mientras que la temperatura aumenta desde aproximadamente 55° e hasta 75°C. La reacción transcurre durante 3-5 horas hasta que se alcanza una conversión de aproximadamente el 80%. En este punto, el producto está en forma de polvo que contiene monómero absorbido. El monómero sin reaccionar se separa por destilación y se recicla y el producto restante se desgasifica al vacío usando vapor o nitrógeno como vehículo. El producto final consta de partículas (de unos 10 a 2 cm de diámetro) que son aglomerados de partículas más pequeñas (de unos 10 a 4 cm de diámetro).
Procesos en emulsión
Polimerización en emulsión El poli (cloruro de vinilo) preparado mediante técnicas de emulsión contiene residuos de jabón y, como resultado, las estabilidades al calor y al color y las propiedades de aislamiento eléctrico son bastante malas en comparación con las del polímero en suspensión. No obstante, el polímero en emulsión se fabrica para pastas que se utilizan en aplicaciones no críticas. También existe cierto uso directo de látex de poli (cloruro de vinilo) para revestir e impregnar papel y textiles. La polimerización en emulsión se lleva a cabo en un reactor a presión del tipo utilizado para la polimerización en suspensión. Una formulación básica típica podría ser la siguiente:
- Cloruro de vinilo 100 partes en peso
- Agua 200 partes en peso
- Estearato de amonio 3 (emulsionante)
- Persulfato de amonio 0,3 (iniciador)
Para la receta anterior, una temperatura de reacción de aproximadamente 50°C es apropiada, pero si se utiliza un sistema de iniciación redox se utiliza una polimerización rápida que se puede conseguir a unos 20°C. Se deja que la reacción continúe, normalmente durante 1-2 horas, hasta que la presión en el reactor desciende y luego el látex resultante se elimina del monómero residual y se seca por pulverización. El polímero obtenido mediante este tipo de proceso está en forma de partículas (de unos 10-3 cm de diámetro) que son aglomerados de partículas primarias más pequeñas (de unos 10-4 cm de diámetro). En los procesos en emulsión, junto con el PVC se produce látex acuoso con un tamaño de partículas medio (en peso) de entre 0,1 y 3 µm. Para las aplicaciones de polímeros en pasta o plastisol, la distribución exacta del tamaño de la partícula de látex que se alcanza durante el proceso de polimerización determinará principalmente la reología del plastisol, cuando el polímero se redisperse en plastificante. Las principales propiedades del plastisol son la viscosidad, la dilatancia y el esfuerzo mínimo de deformación. La viscosidad, en las resinas en masa es una característica básica, pues mediante la apropiada viscosidad se controlan los espesores y velocidades de aplicación y las características del producto terminado. Las características de flujo observadas se consideran como no-newtonianos; es decir, que la relación entre el esfuerzo cortante contra la velocidad de corte no es igual para todas las velocidades. Así, tenemos que la velocidad del recubrimiento (cm/s) contra el espesor del recubrimiento (cm) nos da la relación de corte. Después del secado, el PVC en suspensión se suele tamizar para eliminar las partículas gruesas, que podrían causar problemas durante la transformación. El E-PVC se clasifica y se tritura cuando la aplicación final lo requiere. Los polímeros para aplicaciones en pasta se suelen triturar, mientras que los polímeros destinados a aplicaciones de uso general no se trituran.
Resina en suspensión
Las principales características de la polimerización en suspensión se han descrito en la discusión anterior del poliestireno. Normalmente, la polimerización en suspensión de cloruro de vinilo se lleva a cabo por lotes en un reactor agitado, encamisado para calentar y enfriar. El reactor también está conectado a una línea de vacío. Una formulación básica típica podría ser la siguiente:
- Cloruro de vinilo 100 partes en peso
- Agua 150 partes en peso
- Poli(alcohol vinílico) 0.1 (agente de suspensión)
- Carbonato de sodio 0.02 (regulador de pH)
- Di(2-etilhexil) peroxidicarbonato 0,04 (iniciador)
Todos los ingredientes, excepto el monómero, se añaden al reactor que luego se evacúa. A continuación, se extrae cloruro de vinilo líquido de los tanques de pesaje y se sella el reactor. Los reactivos se calientan a aproximadamente 500 e y la presión en el reactor se eleva a aproximadamente 0,7 MPa (7 atmósferas). Esta temperatura se mantiene durante aproximadamente 6 horas, después de las cuales la presión comienza a descender a medida que se consume el último monómero. Cuando la presión alcanza aproximadamente 0,07 MPa (0,7 atmósferas) (que corresponde a aproximadamente un 90% de conversión), el monómero residual se ventila y se recicla. Luego, la suspensión se trata a 80-120oe con grandes cantidades de vapor en una columna para eliminar el monómero residual. La suspensión se descarga a una centrífuga donde el polímero se separa y se lava. Finalmente, el polímero se seca en aire caliente a 70-100°C y se tamiza para eliminar las partículas de gran tamaño. El producto final consta de partículas (de unos 10 a 2 cm de diámetro) que son aglomerados de partículas más pequeñas (de unos 10 a 4 cm de diámetro). La naturaleza del sistema de suspensión utilizado en la polimerización en suspensión (a veces denominada polimerización granular) del cloruro de vinilo es de importancia tecnológica porque determina la naturaleza de las partículas de polímero obtenidas. Generalmente es deseable producir partículas porosas. Tales partículas facilitan la eliminación del monómero residual, absorben fácilmente aditivos tales como estabilizadores, lubricantes y plastificantes y facilitan la fabricación en el artículo terminado. Los agentes de suspensión ampliamente utilizados incluyen grados parcialmente hidrolizados de poli (alcohol vinílico) y derivados de celulosa como metilcelulosa y carboximetilcelulosa de sodio. Como resultados de la formulación de resinas en suspensión, se obtienen compuestos en forma de polvo seco, cuando se procesan gradualmente se transforman en un líquido viscoso de características no-newtonianas, aquí también existe una temperatura óptima de fusión a la cual el líquido obtiene sus propiedades de flujo más adecuadas para realizar la operación de transformación (160°C-180°C). En el proceso de PVC en suspensión (S-PVC), se produce una suspensión de partículas de PVC, con un tamaño medio de entre 50 y 200 μm. Además del tamaño de las partículas, las principales diferencias entre las distintas categorías de S-PVC dependen de la longitud media de las cadenas de polímeros y la porosidad de las partículas. El PVC en suspensión siempre se produce de manera discontinua en un recipiente de mezcla. Después del secado, el PVC en suspensión se suele tamizar para eliminar las partículas gruesas, que podrían causar problemas durante la transformación. Las reacciones de polimerización son reacciones exotérmicas y, por lo tanto, los reactores deben disponer de equipos de refrigeración. La presión en el reactor suele variar entre 0,4 y 1,2 MPa y la temperatura de reacción suele ser de 35 a 70°C. Al final de la reacción, entre un 85 % y un 95 % del VCM se convierte en PVC y pasa al secado y suelen triturar, mientras que los polímeros destinados a aplicaciones de uso general no se trituran.
Secado
El secado se lleva a cabo con una combinación de temperatura y flujo de aire en secadores de distintos tipos. En el caso de la suspensión de PVC, el primer secado se suele realizar deshidratando el producto por centrifugación para producir una torta húmeda. El secado final de la suspensión de PVC se consigue con distintos métodos, como el secado con un secador de lecho fluidizado, un secador de ciclón o un secador de evaporación instantánea.
Tamizado y triturado
Después del secado, el PVC en suspensión se suele tamizar para eliminar las partículas gruesas, que podrían causar problemas durante la transformación. El E-PVC se clasifica y se tritura cuando la aplicación final lo requiere. Los polímeros para aplicaciones en pasta se suelen triturar, mientras que los polímeros destinados a aplicaciones de uso general no se trituran. La fracturación de las partículas secundarias que se forman en el secador permite que se rompan más fácilmente en el plastisol y recuperen su distribución original del tamaño de las partículas de látex. Los molinos de triturado/polvo pueden ser de martillos o estar formados por un clasificador y un rotor con agujas o barras. El clasificador puede estar separado o integrado en el molino. El producto final que se obtiene del PVC en suspensión o en emulsión se embala o se transporta a los silos de almacenamiento para el posterior embalaje o transporte a granel.
Recuperación del VCM
Los flujos que contienen VCM que se descargan de los autoclaves después de la reacción, liberados durante la separación (stripping) de la suspensión o látex, o bien que proceden de los depósitos de reserva de látex o suspensión sin separar o del separador de aguas residuales, se transfieren a la zona de condensación de un sistema de recuperación de VCM. En primer lugar, se debe eliminar el agua que llega a la unidad de recuperación. También es importante que los flujos no contengan oxígeno, para reducir la formación de poliperóxidos. El pH y la temperatura del VCM recuperado también se deben controlar para prevenir la formación de poliperóxido. Los condensadores del sistema de recuperación se pueden refrigerar con una combinación de varias fases de agua de refrigeración normal de la planta y refrigeración. La eficiencia de la recuperación de VCM dependerá de la combinación correcta de temperatura baja y presión elevada. En los procesos de polimerización discontinua, el flujo de gas de la unidad de recuperación de VCM fluctúa y, por este motivo, se suele emplear un gasómetro, que permite regular estos flujos.
Identificación de la resina
Una forma sencilla de identificar la resina es mediante su valor K, que es una forma práctica de presentar su viscosidad inherente. Comercialmente los valores K van de 43 a 71 unidades, conforme aumenta la viscosidad aumenta el valor K. Esta es una valoración muy común en el medio. Por lo tanto, tenemos que para la formulación de un compuesto para un producto determinado, es necesario escoger las resinas conforme a los requerimientos en propiedades físicas finales, flexibilidad, procesabilidad y aplicación.
PVC Procesabilidad
La procesabilidad de un material termoplástico depende en gran medida de su viscosidad en estado fundido. El PVC no es adecuado para el moldeo por inyección de productos de gran tamaño, ya que su viscosidad en estado fundido es comparativamente alta. Por otro lado, el comportamiento viscoelástico del PVC fundido depende menos de la temperatura y es estable. Por lo tanto, el PVC es adecuado para la extrusión de formas complejas (por ejemplo, materiales de alojamiento), así como para el calandrado de películas y láminas anchas (por ejemplo, películas agrícolas y cuero de PVC). El PVC también exhibe una procesabilidad secundaria excelente en la fabricación por flexión, soldadura, unión de alta frecuencia y conformado al vacío, así como la trabajabilidad. La temperatura de fusión (temperatura de transición vítrea) de la resina en suspensión homopolímero es de 140°C la de copolímero de 130°C. Al ser formuladas, las temperaturas de fusión de las resinas aumentan hasta 160°C y 180°C. Las cargas y los plastificantes también sirven para aumentar dicha temperatura, aunque unos lo hacen con mayor efectividad que otros.
Estabilización de cloruro de vinilo
El poli (cloruro de vinilo) (PVC) es relativamente inestable bajo calor y luz. La primera manifestación física de la degradación es un cambio en el color del PVC, que al calentarse cambia del blanco inicial al agua a amarillo pálido, naranja, marrón y finalmente negro. Una mayor degradación provoca cambios adversos en las propiedades mecánicas y eléctricas. El mecanismo más ampliamente aceptado para la degradación del PVC es uno basado en una cadena de radicales libres. La iniciación térmica probablemente implica la pérdida de un átomo de cloro adyacente a alguna anormalidad estructural, como la insaturación terminal, que reduce la estabilidad del enlace C - Cl. El radical de cloro así formado extrae un hidrógeno para formar HCl, y el radical de cadena resultante reacciona para formar una insaturación de cadena con la regeneración de otro radical de cloro. La reacción también puede iniciarse mediante luz ultravioleta. En presencia de oxígeno, las reacciones se aceleran (como lo demuestra la aceleración de la formación del color) y se forman estructuras cetónicas en la cadena. Los estabilizadores se agregan casi invariablemente al PVC para mejorar su estabilidad al calor y a la luz. Las especies que se encuentran efectivas para estabilizar el PVC son aquellas que son capaces de absorber o neutralizar HCl, reaccionar con radicales libres, reaccionar con dobles enlaces o neutralizar otras especies que podrían acelerar la degradación. Los compuestos de plomo, como el carbonato de plomo básico y el sulfato de plomo tribásico, y los jabones metálicos de bario, cadmio, plomo, zinc y calcio se usan como estabilizadores. Obviamente, pueden reaccionar con HCl. Los plastificantes epoxi ayudan a estabilizar la resina. Otro grupo de estabilizadores son los compuestos organoestánnicos, que encuentran aplicación debido a su resistencia al azufre y porque pueden producir compuestos cristalinos. Por último, los estabilizantes térmicos, que generalmente se utilizan en polímeros halogenados como el poli(cloruro de vinilo) (PVC), sirven para frenar el proceso de deshidrohalogenación que ocurre durante su descomposición. Es precisamente en este tipo de polímeros halogenados en los que los aceites vegetales modificados químicamente cumplen más eficazmente la función de estabilizantes térmicos. Existen numerosos ejemplos de estabilizantes térmicos a partir de aceite de girasol, soja o linaza, normalmente epoxidados, que se suelen combinar con los estabilizantes tradicionales, los carboxilatos metálicos. Durante la descomposición térmica del PVC, el cloruro de hidrógeno se libera a causa de la ruptura de enlaces C-Cl en la estructura macromolecular del polímero, formándose dobles enlaces conjugados. Este proceso culmina con un cambio en la coloración del polímero, el cual pasa de amarillo a naranja, rojo, marrón, y finalmente negro. Se debe hacer constar que este cambio de color se da para etapas muy iniciales de la degradación del polímero; es decir, el material puede presentar una coloración muy oscura aún cuando los procesos de descomposición sean poco significativos desde el punto de vista térmico. El PVC es un polímero muy usado a nivel general y particularmente en el envasado de alimentos. Por ello, al ser la coloración del material un aspecto decisivo para la aceptación en los envases alimentarios, este fenómeno debe evitarse o al menos limitarse en lo posible. El porcentaje de aceite vegetal epoxidado que se suele utilizar como estabilizante térmico en formulaciones de PVC suele estar entre el 2-3,5 % en peso de la formulación. El mecanismo de protección de los aceites vegetales epoxidados hacia el PVC consiste en un proceso según el cual el anillo epóxido presente en el interior de las cadenas de los ácidos grasos reacciona con el cloruro de hidrógeno generado en la degradación del polímero y reestablece el átomo de cloro lábil en la cadena polimérica.
Plastificantes
Los plastificantes son sustancias que se incorporan a un material plástico o elastómero para aumentar su flexibilidad y facilitar su transformación. Los plastificantes líquidos actúan aumentando el volumen libre en los materiales facilitando así los movimientos segmentarios que constituyen el proceso de transición vítrea. Si su volatilidad es un problema en un caso dado, puede ser posible utilizar un polímero plastificante o un plastificante químicamente ligado. El PVC plastificado resultante es flexible y hasta cierto punto bastante gomoso. Un plastificante puede reducir la viscosidad del fundido, rebajar la temperatura de transición vítrea o disminuir el módulo elástico del fundido. La flexibilidad, la ductilidad y la tenacidad de los polímeros pueden mejorarse con estos aditivos denominados plastificantes. Su presencia también reduce la dureza y la fragilidad. Los plastificantes generalmente se dividen en dos categorías: plastificantes verdaderos (primarios y secundarios) y extendedores. Los tipos principales son materiales que exhiben una buena compatibilidad con el PVC. Los tipos secundarios generalmente exhiben una compatibilidad de buena a buena y normalmente se usan junto con los plastificantes primarios. Una propiedad altamente deseable de un plastificante es su capacidad para impartir y mantener las características de un elastómero al polímero en el rango de temperatura más amplio posible. Desafortunadamente, ningún plastificante individual incorpora todas las combinaciones de propiedades deseadas. Por lo tanto, para cualquier aplicación específica, es necesario elegir la combinación correcta de plastificante. Existen diversas teorías sobre el mecanismo de la plastificación entre un polímero y un aditivo que presente esta propiedad. Sin duda, el proceso de plastificación del PVC es complejo y depende de la superposición de muchos fenómenos que se dan de forma simultánea, como pueden ser la energía y la entropía resultante de la redistribución de las cadenas poliméricas y la interacción a nivel atómico de los dipolos o con las cristalitas y estructuras de mayor tamaño. Por lo general, los plastificantes de menor peso molecular producen una mayor plastificación del PVC, ya que su menor tamaño les confiere mayor movilidad y, por lo tanto, pueden penetrar en mayor medida en los espacios entre las macromoléculas. Tradicionalmente, los plastificantes más usados para envasado de alimentos han sido: ftalato de di-2-etilhexilo (dop o dehp), ftalato de di-isodecilo (didp), ftalato de di-isononilo (dinp), adipato de 2-etilhexilo (doa), citrato de acetil-tributilo (atbc), sebacato de di-butilo (dbs) o azelato de di-n-octilo (doaz), entre otros. Los plastificantes de alto peso molecular, como el ESBO, penetran en menor medida en los espacios intermoleculares del PVC y, por lo tanto, su efecto plastificante es menor. Sin embargo, esa menor movilidad les confiere, al mismo tiempo, mejores propiedades de permanencia y limita procesos indeseados de migración. Cuando el plastificante y el resto de aditivos se han incorporado a la resina de PVC se obtiene un plastisol, que se define como un fluido a temperatura ambiente que tiene propiedades visco-elásticas. Una vez finalizado el proceso de mezclado se lleva a cabo la desaireación del plastisol y su posterior curado. El proceso de desaireado consiste en eliminar las burbujas que han quedado ocluidas en la pasta durante el mezclado y se lleva a cabo en una cámara de vacío donde el plastisol se hincha y va liberando burbujas hasta que alcanza el punto de colapso, en el que ha liberado todas las burbujas. En ese momento el plastisol está preparado para el proceso de curado, en el que pasa a un estado sólido al ser extruido a una temperatura comprendida entre 160-230 ⁰C, aproximadamente.
Aceite de Soja Epoxidado (ESBO) como plastificante de PVC
El aceite de soja epoxidado (ESBO, del inglés epoxidized soybean oil) se obtiene a partir del aceite de soja tras un proceso de epoxidación del doble enlace –C=C– de los ácidos grasos mediante un oxígeno activo, normalmente con el uso de reactivos como peróxido de hidrógeno o ácido peracético, entre otros; con lo que se añade a la molécula un átomo de oxígeno, convirtiendo el doble enlace en un anillo oxirano. A su vez, este aceite procede de la soja, una legumbre de la familia Papilionoideae con forma esférica que posee unas vainas cortas, cada una de las cuales contiene entre una y cuatro semillas oleaginosas con un 20 % en peso de aceite en la semilla. El ESBO, tras la epoxidación, se presenta como un líquido claro, viscoso, de color amarillo pálido, con un punto de fusión cercano a -4ºC. Como se puede observar, el aceite de soja posee un elevado contenido en ácidos grasos insaturados, principalmente oleico y linoleico, que constituyen más del 75 % en peso del aceite. Este elevado contenido en insaturaciones es el principal motivo por el que este aceite es epoxidado para su uso como plastificante de PVC, entre otros polímeros, donde los anillos epoxi pasan a ocupar los lugares donde se encontraban los dobles enlaces de la molécula. Como se ha comentado en el apartado anterior, el ESBO actúa además como estabilizante térmico evitando la deshidrocloración del PVC, lo cual le da un interés adicional a su uso como aditivo con esta matriz polimérica. Su compatibilidad con el PVC es muy buena aunque puede verse reducida cuando el grupo epoxi se destruye en las reacciones de estabilización.
Absorción de plastificante bajo fuerza de centrifugación aplicada (ASTM D 3367 ISO 4608)
Este método proporciona una medida cuantitativa de la absorción de plastificante de resina de PVC en condiciones de temperatura estándar utilizando una fuerza centrífuga controlada. Se pesa con precisión una pequeña cantidad de resina de PVC (0,500 ± 0,0050 g) en el tubo de cribado de plástico, que se envasa previamente con algodón para cubrir el orificio del tubo. Luego, se agrega 1 mL de plastificante (DOP) al tubo de cribado desde una tubería. El PVC y el plastificante se someten a una fuerza centrífuga de 3000 rpm durante 40 min. El plastificante que no es absorbido por la resina de PVC se elimina por centrifugación a través del orificio del tubo de cribado. El algodón evita que las partículas de PVC se escapen por el orifi cio. Después de centrifugar, se pesa el tubo de cribado y se calcula el porcentaje de absorción de plastificante a partir de la diferencia en el peso de la mezcla de resina y plastificante.
Pruebas de viscosidad de la taza
Como su nombre lo indica, las pruebas de viscosidad de la taza emplean un dispositivo de gravedad en forma de taza que permite el flujo cronometrado de un volumen conocido de líquido a través de un orificio ubicado en la parte inferior de la taza. En condiciones ideales, esta tasa de flujo sería proporcional a la viscosidad cinemática que depende de la gravedad específica del líquido drenado. Sin embargo, las condiciones en una taza de flujo simple no pueden considerarse ideales para mediciones verdaderas de viscosidad. Las pruebas de viscosidad en copa, por imprecisas que sean, son instrumentos prácticos y fáciles de usar para realizar comparaciones de flujo en condiciones estrictamente comparables. En la operación de inmersión en caliente de plastisol, se sumerge un molde precalentado en el plastisol durante un período de tiempo predeterminado. Al final del tiempo de permanencia, se retira el molde y se retira la pieza. A medida que continúa el proceso, la viscosidad del plastisol se reduce considerablemente. Tal cambio en las propiedades de flujo del plastisol puede tener un efecto significativo sobre el aspecto y el grosor del revestimiento fundido. La viscosidad del plastisol se mide convenientemente usando una copa de flujo y se realizan los ajustes necesarios en la viscosidad. La prueba se realiza simplemente sumergiendo la copa en plastisol u otro líquido a medir y midiendo el intervalo de tiempo en segundos desde el momento de la extracción hasta que se rompe el flujo de material que fluye por el orificio de la copa. Se encuentran disponibles copas Zahn de diferentes diámetros de orifi cio para medir todo tipo de líquidos con diferentes viscosidades. También se han desarrollado muchos otros tipos de copas de viscosidad, como las copas de viscosidad Shall y Ford.
Nota de ingenieria
El PVC disponible comercialmente es altamente ramificado y tiene baja cristalinidad. El PVC con alto peso molecular (valor K> 100 con peso molecular promedio en número de hasta 150,000) tiene varias ventajas, como una estructura más ordenada, más linealidad, mayor grado de cristalinidad y mayor resistencia mecánica. El PVC se plastifica con los llamados "monoméricos" y plastificantes "poliméricos" de bajo peso molecular. Los plastificantes "poliméricos" de bajo peso molecular son materiales de poliéster oligoméricos que son líquidos a temperatura ambiente. os aditivos, como plastificantes y estabilizantes, son un componente necesario de todas las formulaciones de PVC. Sin estos aditivos, el PVC es frágil, se degrada fácilmente y no es versátil. Los suavizantes no están unidos químicamente al polímero de PVC, sino que flotan alrededor del polímero, como el agua en una esponja, dando al plástico la flexibilidad requerida. El debate actual en torno a los juguetes de cloruro de polivinilo (PVC o vinilo) se centra en si el riesgo para los niños de la exposición a los suavizantes (plastificantes) conocidos como ésteres de ftalato que se filtran durante el uso es lo suficientemente significativo como para justificar restricciones o prohibiciones de este plástico. Los estudios de laboratorio demuestran que los ftalatos pueden causar cáncer y daños reproductivos, y la evidencia emergente apunta a algunos ftalatos como posibles hormonas disruptores.
Aplicaciones PVC
En carpintería plástica, cortinas de enrollar, planchas, placas y plafones para revestimientos decorativos, cañerías para instalación sanitaria, desagües. Esta última aplicación tiene la ventajas de que son materiales livianos para el transporte y manipuleo, más económicos, no se corroen, etc. Los plásticos de PVC rígidos son productos formulados que tienen propiedades notables. Estos versátiles materiales, que ofrecen la posibilidad de preparar un número casi ilimitado de compuestos, se producen con materias primas de bajo costo. El 56.7 % de las moléculas de PVC están constituidas por cloro. Esto significa que ni el precio ni la disponibilidad del polímero dependen totalmente de materiales que provienen del petróleo.
Alambre
Alambre después un proceso de galvanización, posteriormente se recubre con una capa de PVC. El alambre recubierto en PVC es uniforme en el diámetro y ofrece una alta resistencia al oxidación y un alta durabilidad respecto a los alambres con solo recubrimiento de zinc. El alambre con una capa de PVC es resistente a la corrosión, diseñado especialmente contra la oxidación, maleable por lo fácil de doblar y aplanar y con acabado uniforme. El PVC le agrega un nivel máximo de protección contra la abrasión y la corrosión, conservándolo en buen estado por largo tiempo, y permitiéndole obtener un acabado brillante o mate con colores diferentes que le da una mejor presentación y combinación son su entorno.
Botas de PVC
El bajo costo y el excelente rendimiento del poli(cloruro de vinilo) lo convierten en un plástico muy atractivo y adecuado. Puede tener un aspecto mate o brillo, buena resistencia a rasguños bajos, ligeramente más pesado que el peso específico del PVC. Sin embargo, el PVC adolece de una pobre estabilidad térmica y lumínica. Sin embargo, el PVC adolece de una pobre estabilidad térmica y lumínica. Bajo irradiación UV, y en presencia de oxígeno y humedad, el PVC se somete a un proceso muy rápido de deshidrocloración y peroxidación con la formación de polienos.
Corcho para vino en elastomero
Para mantener el vino, el corcho, puede ser un gran aliado o bien todo lo contrario, ya que si es de calidad el vino, serà guardado y conservado adecuadamente y serà en perfectas condiciones naturalmente mucho depende de la calidad del corcho. Gracias a sus características naturales; ligero, fácil de comprimir, impermeable, resistente a la humedad y a la descomposición, resiliente lo convierten en un tapón inimitable, protege al vino contra las variaciones de temperatura e impide que se deteriore con el tiempo. El secreto es una estructura compleja, que ninguna tecnología ha logrado reproducir todavía. Cada tapón de corcho es una sofisticada válvula natural compuesta por cerca de 800 millones de minúsculas células de suberina (casi 40 millones de células por centímetro cúbico) llenas de un gas similar al aire. Pero su ddefecto mas grande es llamado TCA (Tricloranonisol) , que se libera por la presencia de un hongo que se puede encontrar en los tapones de corcho. Al comprimirse, las células del corcho se comportan como una almohada y buscan constantemente volver a su tamaño y forma originales, adaptándose al cuello y manteniendo un aislamiento estanco. Son las células de aire las que facilitan la penetración de una cantidad mínima de oxígeno tras el embotellado, teniendo un impacto positivo en el desarrollo del vino. El corcho que se utilice para cerrar la botella dependerà del tipo de vinos, más jóvenes y el corchos serà más cortos, vinos más añejos, gran crianza tendrán corchos más largos.
Cables
Con el nombre de cables nos referimos a conductores uniformemente aislados o al conjunto de múltiples conductores uniformemente aislados y unidos, generalmente provistos de uno o más recubrimientos protectores y caracterizados por un desarrollo de gran longitud. Los cables para el transporte y la distribución de electricidad están formados por un conductor eléctrico, de un solo cable o cobre generalmente trenzado, cobre estañado o aluminio. El cable de metal está cubierto por el aislamiento, es decir, una carcasa de material dieléctrico dispuesta alrededor del conductor, destinada a soportar el voltaje eléctrico, en función de los voltajes operativos, pueden ser copoliéster, PVC, caucho, papel impregnado o resinas sintéticas. El conductor con el aislante relativo, como parte de un cable, se llama el núcleo del cable.
Almohadillas
Los trenes de alta velocidad, que pueden viajar a más de 250 km/h, ejercen altas fuerzas dinámicas en los rieles. En lugar del lecho de riel de lastre convencional, tales cargas requieren que los rieles se monten sobre una base de concreto rígido con sistemas de sujeción de rieles que incorporan un elemento elástico (almohadillas o cojín) para absorber las vibraciones. Este material tiene que absorber las vibraciones evitar daños en el lecho del riel de concreto, incluso después de años de uso en ambientes muy calientes, fríos o húmedos.
Garrafones
Antes de que los garrafones para envasado de agua de 5 galones o 20 litros fueran de PVC eran de vidrio. Como alternativa se usael policarbonato (PC) pero es demasiado caro. Sin embargo, gracias al desarrollo de compuestos de PVC y a su correcta implementación en las máquinas de soplado por este tipo de garrafones, se impulsó a las industrias relacionadas con la purificación y envasado de agua a instalar plantas para fabricar garrafones de PVC.
Packaging
La industria del embalaje utiliza principalmente plásticos, metales, vidrio y madera. Entre estos materiales, a los termoplásticos les está yendo bien con casi un 30% de participación en valor, y esta participación está aumentando. De hecho, el embalaje ahora representa el mayor uso individual de termoplásticos, ya que consume aproximadamente el 37% de la resina termoplástica utilizada. El desecho al final de la vida útil se ha convertido en una consideración importante en todas las aplicaciones de empaque. Se necesitan aditivos como agentes antibloqueo y deslizantes, agentes antiestáticos, agentes antiempañantes, clarificadores y antimicrobianos para el envasado de plásticos, así como los estabilizadores de calor y luz habituales y, por supuesto, los pigmentos. Los recolectores de oxígeno también se están volviendo más utilizados en el envasado de alimentos. La tecnología de envasado se ha vuelto extremadamente compleja con muchos criterios que deben cumplirse, especialmente en el envasado de alimentos, productos farmacéuticos, médicos y electrónicos. El embalaje inteligente es cada vez más importante. Es probable que los circuitos electrónicos de plástico desempeñen un papel importante en los dispositivos de identificación por radiofrecuencia que podrían ser lo suficientemente baratos como para reemplazar los códigos de barras.
Empaques magnéticos
El material del empaque juega un papel importante siendo el PVC como el SEBS los mas escogidos por su durabilidad y fácil ensamble no se deforman con facilidad y un gran variedad de colores. Empaques magnético de la puerta, también llamado junta, es hechos a la medida para puertas de refrigerador, enfriador, congelador, neveras, mesas frías y lavavajillas. Nuestros imán flexible tiene alta fuerza magnética encapsulado en SEBS de excelente propriedades fisico-quimica.
Mangueras para recubrimiento de rodillos
Mexpolimeros produce y vende mangueras para recubrimiento de rodillos para cinta transportadora, ruedas, piezas técnicas, planchas y piezas en poliuretano en base poliéster y poliéster de alta calidad y de cualquier dureza. Nuestros recubrimientos en poliuretano están formulados para obtener la mejor resistencia al desgaste por abrasión, fricción y ataque químico, para trabajar a temperaturas superiores a 105ºC, manteniendo las propiedades mecánicas del recubrimiento, especialmente la resistencia a la abrasión.
Roseta telefonica para conector RJ 11
Enchufes para teléfonos fijos. El RJ-11 es el conector utilizado en las redes de telefonía. La roseta es una caja que a recibe los cables telefónicos desde el exterior. Está hecha especialmente para ser colocada en una pared. Se refiere exactamente al conector que se une al cable telefónico y tiene 6 posiciones con 4 contactos centrales por los 4 hilos del cable telefónico, aunque normalmente se usan sólo dos (los dos centrales).
Dioxina
Las dibenzodioxinas y furanos policlorados (PCDD/Fs) son subproductos tóxicos persistentes, bioacumulables de combustión incompleta, ya sea artificial o natural, y ciertos procesos químicos. La 2,3,7,8-tetraclorodibenzodioxina (TCDD) es el más tóxico de la familia de los 210 compuestos. Tipically, los más clorados son los menos tóxicos. PCDD/F se puede formar siempre que haya carbono, hidrógeno, oxígeno y cloro a temperaturas elevadas. Ciertos metales, principalmente cobre, pueden promover la reacción de formación. En los dispositivos de combustión, los PCDD/Fs generalmente se forman cuando los gases de postcombustión que contienen los elementos necesarios se mantienen entre 250 y 400°C, particularmente en presencia de partículas de cenizas volantes que contienen trazas de metal en una superficie activa.
Diferencia entre CPVC y PVC
El cloruro de polivinilo (PVC) es un termoplástico familiar y versátil, especialmente conocido como material para tuberías y accesorios utilizado para aplicaciones de plomería residenciales y comerciales. En la misma familia termoplástica del PVC se encuentra el cloruro de polivinilo clorado (CPVC). El CPVC, aunque similar al PVC en nombre y tipos de productos disponibles, exhibe una resistencia superior al calor y la presión, lo que permite su uso en aplicaciones industriales más exigentes. La diferencia en la resistencia al calor y a la presión proviene de la composición molecular de cada material.
Composición molecular de CPVC y PVC
El CPVC es un homopolímero de PVC que ha sido sometido a una reacción de cloración. Normalmente, el cloro y el PVC reaccionan a través de un mecanismo básico de radicales libres, que puede iniciarse mediante energía térmica y / o UV.
Composición molecular de CPVC y PVC
El CPVC es un homopolímero de PVC que ha sido sometido a una reacción de cloración. Normalmente, el cloro y el PVC reaccionan a través de un mecanismo básico de radicales libres, que puede iniciarse mediante energía térmica y / o UV. El contenido de cloro del PVC base se puede aumentar del 56,7 por ciento en masa hasta un 74 por ciento en masa, aunque normalmente la mayoría de las resinas de CPVC comerciales contienen de 63 a 69 por ciento en masa de cloro.
Propiedades de rendimiento: CPVC frente a PVC
Muchas características importantes de CPVC y PVC son consistentes entre los materiales. Y de otras formas, principalmente la resistencia a la temperatura y la presión, las diferencias moleculares del CPVC hacen que sus características básicas sean superiores al PVC.
Resistencia química
A diferencia de los metales, que son susceptibles a la corrosión, incrustaciones y picaduras, el PVC y el CPVC son inherentemente inertes a la mayoría de ácidos, bases y sales, así como a los hidrocarburos alifáticos. Esto puede prolongar su vida útil a menudo durante años o décadas más. La resistencia química es una clara ventaja tanto para el CPVC como para el PVC. Sin embargo, debido a la diferencia en el contenido de cloro, cada material tiene una ventaja de nicho. Un ejemplo es con concentraciones más altas de ácido sulfúrico. Suponiendo que el material está fabricado por expertos, el CPVC es superior al PVC. Alternativamente, un químico como el amoníaco es altamente reactivo con el cloro . El mayor contenido de cloro del CPVC significa que el PVC en realidad funciona mejor contra el amoníaco y la mayoría de las aminas. Antes de especificar CPVC, consulte una tabla de compatibilidad química y comuníquese con el soporte técnico para asegurarse de que sea adecuado para su aplicación
Resistencia a la temperatura
La temperatura de transición vítrea (Tg) aumenta a medida que aumenta el contenido de cloro en CPVC. La Tg es el punto donde el polímero pasa de un material duro y vítreo a una sustancia blanda y gomosa, perdiendo su integridad estructural. La resistencia superior a la temperatura del CPVC se muestra en las normas ASTM para cada material, ya que la temperatura máxima de servicio para el PVC es de hasta 140°F (60°C) y para el CPVC es de hasta 200°F (93,3°C). Nota: asegúrese de consultar con el fabricante para verificar las capacidades operativas individuales de su producto. No solo se puede usar CPVC por encima de la temperatura máxima de servicio del PVC, sino que su mayor resistencia a la temperatura le permite funcionar mejor a temperaturas dentro del rango de trabajo del PVC. Por ejemplo, incluso por debajo de 140°F (60°C), el CPVC es superior al PVC en términos de resistencia al impacto y resistencia a la tracción.
Resistencia a la presión
Las tuberías de CPVC y PVC se prueban con la misma clasificación de presión a 73°F (22,8°C), pero a medida que aumenta la temperatura, el CPVC mantiene su clasificación de presión mejor que el PVC. Por ejemplo, calculemos la presión nominal para tuberías de 10 pulg. Schedule 80 a 130°F (54,4°C) tanto para PVC como para CPVC. Tenga en cuenta que cada material tiene una presión nominal de 230 psi a 73°F (22,8°C). El PVC tiene un factor de reducción de 0,31 a 130°F (54,4°C), lo que lo convierte en una presión nominal de hasta 71,3 psi a esa temperatura (230 psi x 0,31 = 71,3 psi). El CPVC tiene un factor de reducción de 0,57 a 130°F (54,4°C), lo que lo convierte en una presión nominal de hasta 131,1 psi a esa temperatura (230 psi x 0,57 = 131,1 psi). Si bien el PVC todavía se puede especificar para aplicaciones a 130°F (54,4°C), el material puede soportar una presión significativamente menor a temperaturas elevadas (aquellas por encima de 22,8°C) que el CPVC.
Rendimiento de fuego
Los termoplásticos, como el polipropileno y el polietileno, a menudo dan a todos los termoplásticos una reputación negativa en lo que respecta al comportamiento frente al fuego. Sin embargo, la susceptibilidad a quemarse y derretirse no es cierta para todos los termoplásticos. El CPVC industrial, específicamente, está diseñado para limitar la inflamabilidad y la producción de humo. Específicamente, existen pruebas de ASTM que miden:
Temperatura de ignición repentina : la temperatura más baja a la que una pequeña llama externa puede encender suficiente gas combustible. El CPVC Corzan debe estar a 900°F (482°C) para que esto suceda, y el PVC rígido debe estar a 750°F (399°C).
Índice de limitación de oxígeno (LOI): el porcentaje de oxígeno necesario en la atmósfera circundante para mantener una llama. El LOI de Corzan CPVC es de 60 y el de PVC es de 45. Como referencia, la atmósfera de la Tierra tiene un 21% de oxígeno.
Tipos comunes de productos de CPVC y PVC
Tanto la resina de PVC como la de CPVC comienzan en forma de polvo o gránulos, a menudo con los aditivos ya mezclados. Luego, la resina se moldea o se moldea en los productos utilizados para uso residencial, comercial e industrial.
Copolímeros de cloruro de vinilo
La temperatura de procesamiento del PVC se puede reducir sustancialmente mediante la incorporación de plastificante (plastificación externa) o una incorporación de comonómero (plastificación interna). Los copolímeros de cloruro de vinilo - acetato de vinilo (VC - VA) que contienen aproximadamente un 15% de acetato de vinilo se pueden procesar a aproximadamente 130-140°C. Los discos de gramófono moldeados a partir de copolímeros VC - VA están hechos de composiciones que contienen solo estabilizador, lubricante, pigmento y, a veces, un agente antiestático como aditivos. El copolímero cargado con grandes proporciones de relleno y otros ingredientes esenciales encuentra un uso significativo en pisos. Los copolímeros de cloruro de vinilo con acetato de vinilo (15%) o acrilonitrilo (40%) como comonómeros pueden convertirse en fibras. Los copolímeros de cloruro de vinilo (15%) y cloruro de vinilideno (85%) conocidos como Saran en el comercio tienen una excelente resistencia química, incluida la resistencia a ácidos y álcalis y destacadas propiedades de autoextinción. Las películas de Saran (orientadas biaxialmente) tienen una claridad, resistencia, tenacidad e impermeabilidad al agua y al gas excelentes. El copolímero se puede estirar convenientemente para formar una fibra. Las fibras de Saran son adecuadas como telas filtrantes para filtrar productos químicos ácidos, alcalinos o corrosivos.
Aditivos para PVC
El poli (cloruro de vinilo) (PVC) es relativamente inestable bajo el calor y la luz. La primera manifestación física de degradación es un cambio en el color del PVC, que al calentarse, cambia del blanco agua inicial a amarillo pálido, naranja, marrón y finalmente negro. Una mayor degradación provoca cambios adversos en las propiedades mecánicas y eléctricas. El mecanismo de degradación del PVC más aceptado es el que se basa en una cadena de radicales libres. La iniciación térmica probablemente implica la pérdida de un átomo de cloro adyacente a alguna anomalía estructural, como la insaturación terminal, que reduce la estabilidad del enlace C-Cl. El radical de cloro así formado extrae un hidrógeno para formar HCl, y la reacción resultante también puede iniciarse con luz ultravioleta. En presencia de oxígeno, las reacciones se aceleran (como lo demuestra la aceleración de la formación del color) y se forman estructuras cetónicas en la cadena. Casi invariablemente, se agregan estabilizadores al PVC para mejorar su estabilidad frente al calor y la luz. Las especies que se encuentran efectivas para estabilizar el PVC son aquellas que pueden absorber o neutralizar el HCl, reaccionar con radicales libres, reaccionar con dobles enlaces o neutralizar otras especies que podrían acelerar la degradación. Los compuestos de plomo, como el carbonato de plomo básico y el sulfato de plomo tribásico, y los jabones metálicos de bario, cadmio, plomo, zinc y calcio se utilizan como estabilizadores. Obviamente, pueden reaccionar con HCl. Los plastificantes epoxi ayudan a estabilizar la resina. Otro grupo de estabilizantes son los compuestos organoestánnicos, que encuentran aplicación debido a su resistencia al azufre y porque pueden producir compuestos cristalinos.
Plastificantes
Se emplean para impartir flexibilidad. Cuando se formulan con homopolímeros de suspensión, se obtienen compuestos para producción de materiales flexibles. Cuando se combinan con resinas de pasta, nos dan los plastisoles para producción de otros materiales también flexibles. Químicamente los plastificantes son solventes de baja volatilidad, los cuales son incorporados en la formulación del PVC para impartirle propiedades elastoméricas de flexibilidad, elongación y elasticidad. Por lo general son líquidos, aunque muy ocasionalmente los hay sólidos. Pueden ser ésteres dibásicos, alifáticos o aromáticos, diésteres glicólicos derivados de ácidos monobásicos, poliésteres lineales, glicéridos epoxidados e hidrocarburos aromáticos de monoésteres, así como hidrocarburos alifáticos clorados. Los plastificantes se clasifican en función de su eficacia, permanencia, flexibilidad a baja temperatura, compatibilidad y poder de solvatación en plastisoles. Entre mayor sea la polaridad, cromaticidad o grado de ramificación, mayor será el poder de solvatación y compatibilidad del plastificante. Buenas características de flexibilidad a baja temperatura se obtienen con plastificantes que sean inferiores en solvatación y compatibilidad. En nuestro medio, el DOP, el DIDP y el DINP son empleados como plastificantes generales y para aplicaciones especiales se usan DIP, BBP, TOTM, DOA, etc. Los epoxidados son plastificantes especiales en su género pues formulados en bajas proporciones, imparten buenas propiedades a baja temperatura y estabilidad térmica a largo plazo.
Estabilizadores
Se pueden clasificar como el único ingrediente indispensable en la formulación de un compuesto de PVC. Es importante mencionar que es el único ingrediente con el cual el PVC reacciona durante la fabricación del compuesto y su procesado; que seguirá en cierta forma reaccionando durante la vida útil del producto, retardando la degradación que el calor y la luz producen en el producto. Los estudios de rastreo por radiocarbón han confirmado esta teoría. Los estabilizadores pueden ser: sales organometálicas de Ba, Cd y Zn en forma de líquidos o polvos, mercapturos y carboxilatos de compuestos organoestanosos en forma de líquidos o polvos, jabones y sales de plomo, líquidos o polvos, combinaciones de estearatos de Ca y Zn atóxicos; estabilizadores organofosfitos, epoxis y algunos más que contienen nitrógeno. En forma general, para la producción de materiales flexibles, calandreados, extruídos, moldeados y plastisoles se usan comúnmente estabilizadores de bario-cadmio (zinc). Los compuestos rígidos generalmente son estabilizados con compuestos organoestanosos y jabones y sales de plomo. Los compuestos eléctricos, aunque son flexibles, deben estabilizarse con plomo por la baja conductividad de estos. Es importante mencionar que el zinc, a pesar de ser estabilizador, en circunstancias especiales tiene efectos perjudiciales. Algunas resinas son más sensitivas que otras al zinc, así como que éste no es tan efectivo en presencia de fosfatos y plastificantes derivados de hidrocarburos clorados.
Lubricantes
Uno de los aspectos más importantes en la tecnología del PVC es la lubricación, pues está muy unida a la estabilización, sobre todo en el procesado de los rígidos, donde la degradación durante la transformación es crítica. Existe lubricación interna, la cual se obtiene con ácido esteárico, estearatos metálicos y ésteres de ácido graso y la lubricación externa, la cual se obtiene mediante el uso de aceites parafínicos, ceras parafínicas y polietilenos de peso molecular bajo. Los lubricantes internos contribuyen a bajar las viscosidades de la fusión y a reducir la fricción entre las moléculas. Los lubricantes externos funcionan esencialmente emigrando hacia la superficie, donde reducen la fricción del plástico fundido y las paredes metálicas del extrusor, calandria, etc. Esta particularidad también es empleada para impartir propiedades finales al producto, como la de anti-adeherencia (antiblocking) o de no pegafocidad (antitacking). De entre todos los lubricantes, el ácido esteárico es, con mucho, el más empleado.
Cargas
Las cargas se usan con objeto de reducir costos, impartir opacidad y modificar ciertas propiedades finales, como la resistencia a la abrasión, al rasgado, etc. Los materiales empleados son generalmente productos inertes, inorgánicos y minerales; entre ellos destaca el carbonato de calcio y silicatos, como la arcilla, caolin, talco y asbesto. El carbonato de calcio es el más ampliamente usado, mientras que el asbesto se usa principalmente en la producción de loseta vinil-asbesto.
Pigmentos
Los pigmentos se usan principalmente como objeto decorativo. Se utilizan pigmentos metálicos de aluminio, cobre, oro y bronce y otros metálicos combinados, como organo-metálicos de Cd, Cu, Ba, etc. También, se emplean colorantes con el mismo objetivo. Sin embargo, los colores como el blanco y el negro son más empleados en exteriores, por sus propiedades de reflexión y absorción de la luz, como en el caso de los paneles laterales (sidings) blancos y la tubería negra.
Espumantes
Los espumantes o esponjantes son productos empelados para formar materiales con baja densidad y con efectos y propiedades celulares; muy usados en recubrimientos de tela para tapicería. Se emplean principalmente plastisoles, aunque también es posible elaborarlos a partir de calandreado con resina de suspensión. Existen dos tipos de espumas para formulación de PVC; la química y la mecánica. La primera usa un producto químico orgánico que a cierta temperatura desprende dióxido de carbono y forma la célula o burbuja. La espuma mecánica, se produce exclusivamente con plastisoles y consiste en bajar la tensión superficial a tal grado que con agitación enérgica se forma la espuma o burbuja deseada. Este último proceso es prácticamente nuevo. Para el espumado químico, comúnmente se emplea azodicarbonamidas y para el espumado mecánico se usan silicones. Existe también el PVC celular que es rígido y sigue similares principios de formulación aunque muy diferentes de proceso.
Absorbedores de rayos ultravioleta
La luz en la región de los rayos ultravioleta tiene una fracción donde hay suficiente energía de activación como para romper las ligaduras del PVC. Es debido a esta fracción con energía de activación que todo material, sin excepción, envejece, se amarillea y, en suma, se degrada. Por ello se emplea en algunas formulaciones de PVC agentes absorbedores de rayos ultravioleta, a fin de retardar el amarillamiento, puesto que el evitarlo permanentemente no es posible. Las benzofenonas y los derivados del ácido salicílico son los absorbedores más empleados.
Ayudas de proceso
Estos materiales se usan principalmente en la formulación de compuestos rígidos. Como su nombre lo indica, ayudan al proceso en forma similar a un lubricante interno. En general son acrílicos que hacen el procesado más suave, dando un mejor acabado y una fusión más rápida y temprana, pero aumentando la viscosidad de la fusión.
Modificador de impacto
Se emplea para aumentar la resistencia al impacto de los compuestos rígidos, creando una interfase, donde el elastómero entre la resina actúa como absorbedor de choque en el proceso de absorción y disipación de energía. Es muy importante darle un trabajo apropiado al compuesto formulado para lgorar una buena dispersión, pues de otra forma el producto no tendrá las propiedades deseadas. También, se emplean los modificadores de impacto en los compuestos flexibles con objeto de que éstos puedan retener los grabados efectuados por operaciones de post-formado. Los materiales empleados como modificadores de impacto pueden ser el ABS, el polietileno clorado, el acrilato de butadieno, el estireno, los acrílicos, etc.
Modificadores de viscosidad
Su aplicación es exclusiva para plastisoles y se emplean para bajar, regular y conservar la viscosidad de éstos, ya que los plasisoles, con el tiempo incrementan su viscosidad a niveles no adecuados de operación. Estos modificadores son esencialmente agentes surfactante que imparten por naturaleza efectos lubricantes y son comúnmente del género de los ésteres grasos del etilen-glicol.
Antiestáticos
Son productos empleados en la formulación de PVC con objeto de eliminar el efecto mencionado, defecto principal en los discos fonográficos donde crean ruidos indeseables. Químicamente, los productos empleados son surfactantes iguales a los modificadores de viscosidad.
Fungicidas
Estos productos, como los anteriores, no son muy empleados en nuestro medio porque éste no es muy propicio para la procreación de hongos. Se han usado en la formulación de tapiz para pared, producto donde esa protección sí es necesaria. En vista de que los compuestos organoestanosos tienen propiedades fungicidas y propiedades estabilizadoras, los compuestos trialquilestanosos se usan para este objeto. Los fungicidas mercuriales son poco usados.
Solventes
Se usan principalmente para la formulación de organosoles, es decir, plastisoles con solvente, así como para la regulación de la viscosidad de los plastisoles. Comúnmente son mezclas de MEC, MIBC y otros como toluolxilol, etc.
Se utilizan dos métodos principales de moldeo para PVC y CPVC.
Moldeo por inyección: para una producción de gran volumen, el moldeo por inyección es un proceso fácilmente repetible . La resina se introduce en un barril calentado, se inyecta desde ese punto de entrada a través de la herramienta de molde y luego se enfría para endurecer. Extrusión: también es un proceso para productos de gran volumen, la extrusión comienza cuando la resina se introduce en la parte superior de la máquina. La materia prima se funde gradualmente mediante la energía mecánica de un tornillo giratorio y calentadores a lo largo del barril. Luego se forma en un perfil continuo y se enfría para endurecer.
Tuberías, accesorios y válvulas: un informe de mercado de PVC de 2016 encontró que las tuberías y accesorios representan el 62% de los ingresos de PVC. La facilidad de instalación y la resistencia a la corrosión lo convierten en un valioso reemplazo de materiales alternativos. El CPVC se especifica comúnmente como tubería, accesorios y válvulas donde el calor, la presión y la resistencia química son preocupaciones.
Conductos: Con el aumento de las regulaciones sobre emisiones de aire, la necesidad de sistemas confiables de manejo de humos, especialmente en ambientes corrosivos, está creciendo rápidamente. Dependiendo de las demandas, principalmente la temperatura, tanto el PVC como el CPVC se especifican cuando se necesita confiabilidad.
Lámina y revestimiento: La excelente resistencia a la corrosión y al fuego del CPVC se puede aplicar a diversas aplicaciones industriales y se puede recubrir con plástico reforzado con fibra (FRP). Y, cuando la hoja o el revestimiento se enfrentan a menores demandas de temperatura y presión, se puede especificar PVC.
Otros tipos de productos: a menudo, comenzando con una lámina de CPVC o PVC como base, los fabricantes pueden cortar y dar forma al material para usarlo en una variedad de aplicaciones.
Aplicaciones de PVC y CPVC
El valor del PVC y el CPVC está en su versatilidad, costo relativo, facilidad de instalación y resistencia a la corrosión. Teniendo en cuenta estas ventajas, los usos comunes de cada uno difieren según las demandas de la aplicación.
Usos del PVC
El PVC es un material confiable y de bajo costo que también se puede instalar sin el uso de soldadores expertos y costosos. A nivel mundial, más del 50% de la resina de PVC se fabrica para su uso en la construcción. La gran mayoría de polímeros en suspensión se utiliza en aplicaciones de proceso de fusión, en las cuales el polímero se funde y, a continuación, se forma, por ejemplo, por extrusión o moldeo por inyección, para producir productos como tuberías, objetos impermeables, marcos de ventana y recubrimientos de cables. Los polímeros en emulsión de uso general se utilizan en estos mismos procesos de fusión, en particular, en perfiles rígidos que requieren un elevado brillo y suavidad en la superficie, por ejemplo, las persianas para ventanas y los pasamanos de las escaleras. En cambio, los polímeros en pasta se dispersan antes de su uso en un plastificante, como el di-etilhexilftalato, para producir una mezcla que se pueda extender y pulverizar conocida con el nombre de plastisol. El plastisol se extiende o pulveriza frío, antes de ser endurecido mediante calor. Las aplicaciones más habituales son revestimientos para suelos, cubiertas para paredes y material de sellado para la parte inferior de la carrocería de los automóviles. Además, una pequeña cantidad de polímeros de emulsión especiales se utiliza para la sinterización en los separadores de las baterías de plomo.
Agua: La relativa resistencia a la corrosión y el bajo costo hacen que el PVC sea la opción popular en aplicaciones de plomería de baja temperatura y presión.
- Agua potable
- Alcantarillas pluviales
- Alcantarillas sanitarias
- Drenaje
Carcasa: La lámina de PVC se puede fabricar para reemplazar otros materiales, como la madera, como un sustituto ligero y resistente. El material suele estar pintado o acabado para dar la apariencia de otros materiales tradicionales.
- Revestimiento de vinilo
- Marcos de ventana
- Alféizares de ventanas
- Acabados del gabinete
- Piso
Aislamiento de cables eléctricos: los plastificantes pueden hacer que el PVC sea más suave y flexible para su uso como aislamiento de cables. Además, el PVC es resistente al fuego y económico.
Señalización: debido a que el PVC puede ser económico, relativamente duradero y fácil de pintar, las láminas de este material se utilizan comúnmente para señalización.
Usos de CPVC
Dado que el CPVC se basa en las fortalezas del PVC, se puede usar en muchas de las mismas aplicaciones, pero puede tener un costo prohibitivo si el PVC es una alternativa viable. Sin embargo, cuando una aplicación requiere la resistencia química de un PVC o CPVC, con condiciones exigentes de temperatura y presión, el CPVC es la opción confiable.
Aplicaciones industriales: El CPVC es una solución duradera y sin problemas para los entornos industriales más duros y, a menudo, se especifica en una serie de industrias exigentes.
- Procesamiento químico : transporte confiable de químicos agresivos a altas temperaturas, bajo presión, sin problemas de corrosión.
- Cloro-álcali : transporte de productos químicos a través de algunos de los entornos más corrosivos imaginables sin problemas de corrosión.
- Procesamiento de minerales : resista las demandas de las operaciones de procesamiento de materias primas y preciosas.
- Generación de energía : Resista a largo plazo las altas presiones y los químicos corrosivos comúnmente utilizados por las centrales eléctricas.
- Semiconductor : Resistencia a las llamas y al humo que aumenta la eficiencia, mejora la seguridad y evita la contaminación en las salas blancas.
- Tratamiento de aguas residuales : Ponga fin a la corrosión, incluso al transportar los productos químicos de desinfección más agresivos.
- Plomería residencial y comercial : para aplicaciones de plomería que requieren mayor confiabilidad de temperatura y presión, el CPVC proporciona un sistema seguro, eficiente y flexible resistente a incrustaciones, picaduras y acumulación de bacterias, independientemente del pH del agua o los niveles de cloro.
Hostelería : restaurantes y edificios de oficinas de poca altura.
Comercio minorista : edificios de oficinas de mediana altura y centros comerciales.
Educación : escuelas K-12, así como colegios y universidades.
Sanitario : Hospitales, clínicas médicas y complejos médicos.
Multifamiliar : Estructuras de seis pisos o menos, incluidos apartamentos, condominios, hoteles y moteles.
High-Rise : Apartamentos, condominios y hoteles que abarcan siete pisos o más.
Rociadores contra incendios residenciales y comerciales : la resistencia a las llamas y al humo del CPVC, junto con su método de unión simple, lo hacen ideal para diferentes aplicaciones de viviendas.
Unifamiliar (NFPA 13D): Vivienda independiente, casas móviles.
Residencial (NFPA 13R): Estructuras de cuatro pisos y menos, incluidos condominios, hoteles o moteles y edificios de apartamentos de varias unidades.
Residencial comercial (NFPA 13): Estructuras de cinco pisos y más, incluidos rascacielos, condominios, hoteles y edificios de unidades múltiples.
¿Cómo se compara el CPVC con los materiales de tubería de metal?
Para ciertas aplicaciones, el PVC y el CPVC se especifican comúnmente para reemplazar el metal. Consulte nuestro artículo de recursos, Metal v. Sistemas de tuberías de CPVC , para obtener más información sobre cómo el CPVC se enfrenta a las alternativas de metal.
Espectrometría infrarroja por Transformadas de Fourier (FTIR)
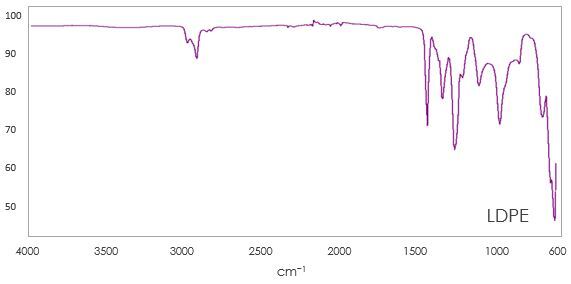
Alternativa perfecta al PVC-P
Gracias a su alta flexibilidad, resistencia térmica, química y mecánica, a las mayores ventajas en cuanto a procesabilidad y reciclabilidad, las mezclas de polímeros a base de elastómeros termoplásticos (TPE) representan hoy una alternativa perfecta al PVC-P, silicona y cauchos prácticamente vulcanizados. en todos los sectores de aplicación. Los TPE pueden formarse a altas temperaturas utilizando las principales tecnologías de procesamiento de materiales poliméricos, y ofrecen numerosas ventajas técnicas relacionadas con su procesabilidad y su uso, en particular en la producción de productos que forman parte de mercados sensibles y altamente regulados como los de alimentos. envases., de objetos lúdicos y artículos deportivos, cosméticos, aplicaciones clínicas y farmacéuticas, tecnología relacionada con el campo médico, donde se minimiza el potencial de migración de sustancias volátiles y no volátiles, biocompatibilidad, salvaguardando la salud del consumidor o Paciencia, higiene y esterilización son requisitos fundamentales que debe poseer el producto. El mercado del calzado tampoco debe subestimarse. En los campos de aplicación antes mencionados, el uso de algún TPE mezclado para reemplazar PVC-P y silicona es hoy en día cada vez más frecuente, por ejemplo en productos terminados con un alto grado de transparencia, donde TPS, o TPE a base de copolímeros de bloque de estireno , utilizado con el objetivo de mantener la transparencia en sí o incluso mejorarla. La silicona muestra un buen rendimiento incluso a altas temperaturas y resistencia química, pero por otro lado es un material muy caro. El PVC-P es un material de bajo costo con una gran ventana de procesabilidad, por lo que es fácil de procesar y tiene propiedades discretas a altas temperaturas; por otro lado, sin embargo, existe una preocupación creciente con respecto al reciclaje, especialmente en Europa, y el daño que los ftalatos contenidos en el PVC-P en sí causan a la salud humana. Las ventajas más importantes y significativas que se buscan en los compuestos a base de TPE frente a los materiales sustituidos son: mayor resistencia combinada con alta ligereza y la posibilidad simultánea de mantener una buena transparencia, requisito fundamental para estas aplicaciones. En la sustitución del PVC por una mezcla a base de TPS, dos ventajas importantes son, como se mencionó anteriormente, la biocompatibilidad y la menor liberación de sustancias volátiles y no volátiles por el material polimérico utilizado: estas propiedades, junto con la alta transparencia , son necesarios en productos como tubos para aplicaciones médicas, que también incluyen tubos de drenaje insertados directamente debajo de la piel del paciente, pero también bolsas para aplicaciones médicas: aquí deben evitarse las interacciones entre el material del tubo y las sustancias farmacéuticas y endógenas, y además , un alto grado de transparencia debe permitir, para esta aplicación y similares, un correcto control visual del flujo de líquidos. La resistencia a la deformación y las bacterias, junto con la posibilidad de ensamblar estos productos con componentes radiopacos sin mostrar daños, son solo algunos de los requisitos importantes que debe poseer el material utilizado. Estos requisitos los cumplen los compuestos basados en elastómeros termoplásticos. Existen numerosos objetos en el mercado en los que las mezclas a base de TPE podrían potencialmente reemplazar a la silicona: calzado y complementos de calzado, artículos para bebés y niños, artículos lúdicos, artículos para el hogar y artículos deportivos. En comparación con la silicona, las mezclas basadas en TPE tienen un costo mucho menor, además muestran una mejor procesabilidad, más fácil y rápida y que ocurre, como se mencionó, a través de las tecnologías habituales de transformación de materiales poliméricos. Tienen menor densidad, mayor resistencia al desgarro y al desgaste por agentes atmosféricos. Proporcionan una mayor libertad en el diseño, lo que hace que el moldeado junto con otros materiales sea menos complejo (proceso 2k) y son más fáciles de reciclar. Finalmente, es importante tener una buena aptitud para la coloración incluso con colores iridiscentes o fluorescentes utilizando masterbatches, que son más difíciles en las siliconas, y el mayor grado de transparencia que se puede lograr en el caso en el que los elastómeros termoplásticos a base de copolímeros de bloque estirénicos. son usados. Entre las desventajas: peores propiedades mecánicas a altas temperaturas y menor resistencia al contacto con hidrocarburos y aceites.
Problemas del PVC
Es importante recordar que existe una distinción entre PVC-U y PVC-P: el primero es el polímero puro Cloruro de Polivinilo, el segundo una mezcla formada por el polímero al que se le añaden otras sustancias que dar al material las características adecuadas para las aplicaciones deseadas. El PVC-U está clasificado por la normativa vigente como material no peligroso y por tanto no está sujeto a ninguna etiqueta de "peligroso" tanto para el medio ambiente como para la salud de los trabajadores y consumidores. Eso sí, al ser físicamente un polvo, está sujeto a las normas a las que debe cumplir cualquier material/sustancia presente en forma de polvo en la gestión, exposición y tratamiento de las emisiones. El PVC-P está clasificado por la normativa vigente como material peligroso, debido a algunos aditivos que se utilizan durante el proceso de transformación. Dependiendo de las distintas aplicaciones y productos, se utilizan diferentes tipos de aditivos:
- Estabilizadores: evitan el envejecimiento y la degradación térmica del producto
- Plastificantes: confieren flexibilidad y elasticidad al producto
- Lubricantes
- Pigmentos
Numerosos artículos, incluidos los auxiliares quirúrgicos de salvamento, cables eléctricos, películas, tejidos sintéticos para ropa y calzado, componentes para la industria automotriz y suelos, deben sus características de flexibilidad y suavidad a los plastificantes utilizados en su producción. Los plastificantes, y en particular los ftalatos, se encuentran entre los productos químicos más estudiados desde el punto de vista medioambiental y toxicológico, mediante un proceso de Evaluación de Riesgos realizado por la Comunidad Europea y, posteriormente, mediante la normativa Reach. Tras estos estudios, los plastificantes están sujetos a una normativa muy estricta que garantiza su uso con total seguridad. La familia de los ftalatos se divide en dos familias:
- Ftalatos de bajo peso molecular (<C8) también definidos como LMW (Low Molecular Weight): DEHP, BBP, DBP, DIBP.
- Ftalatos de alto peso molecular (> C8) también definidos como HMW (alto peso molecular): DINP, DIDP, DUP, DIUP, DTDP, FTALATOS LINEALES (C7-C9, C7-C11, C9-C11).
El término ftalatos se ha utilizado y asociado repetidamente con efectos adversos para la salud y el medio ambiente, pero las evaluaciones de riesgo realizadas por la UE y estudios independientes han demostrado que existe una clara distinción entre los dos grupos, LMW y HMW, de productos químicos que pertenecen a esta familia. . El uso de ftalatos de alto peso molecular no presenta ningún riesgo en las aplicaciones actuales. Para ellos solo existe la restricción de uso en productos para bebés que se pueden poner en la boca. Son líquidos viscosos que se adhieren firmemente dentro de los artículos de PVC y por lo tanto muestran un nivel mínimo de migración durante el uso normal, y esto también en partículas abrasivas que pueden acumularse en forma de polvo. Por el contrario, los ftalatos de bajo peso molecular se clasifican como agentes tóxicos para el sistema reproductivo, según estudios realizados en animales. Son contaminantes casi ubicuos: no se evaporan rápidamente sino de forma duradera, y en contacto con líquidos o grasas se disuelven o evaporan en el aire. El DEHP y el DiNP podrían contaminar los alimentos durante el procesamiento, envasado y almacenamiento. Los ftalatos DEB y DBP podrían absorberse cuando se utilizan para el envasado de medicamentos. Debido a esto, su uso estará prohibido en Europa en febrero de 2015, a menos que se otorgue una autorización formal para algunos usos específicos. También es importante recordar que ahora se sabe que el cloruro de vinilo (CVM) es un compuesto cancerígeno para humanos con una acción predominante en el hígado, donde promueve el desarrollo de un tumor raro, el angiosarcoma hepático. Finalmente, también en la fase de disposición, el PVC presenta mayores problemas ambientales en comparación con otros plásticos: cuando se incinera determina la producción y liberación de ácido clorhídrico, dioxinas, furanos, PCBs (bifenilos policlorados) y HCB (hexaclorobenceno) debido a la presencia masiva de cloro (hasta el 60% del peso de cada molécula de PVC). cuando se entrega a los vertederos, el PVC tiende a liberar aditivos (ftalatos, TBT, bisfenol A y metales) en el lixiviado que se forma a partir de la mezcla entre los productos de descomposición de los desechos y el agua de lluvia. El reciclaje de PVC solo es factible a través de planes de recolección separados para aplicaciones comerciales individuales, ya que la alta presencia de aditivos en los productos finales los hace altamente heterogéneos.
Degradación PVC
Como se mencionó anteriormente, la exposición del poli (cloruro de vinilo) a la luz ultravioleta o al calor conduce a la degradación, como resultado de lo cual puede ocurrir decoloración y cambios en las propiedades mecánicas. La degradación del poli (cloruro de vinilo) ha sido objeto de una extensa investigación y se ha acumulado mucha información. Sin embargo, las reacciones que tienen lugar son complejas y no se comprenden completamente en la actualidad. Si bien la degradación térmica y la fotodegradación del poli (cloruro de vinilo) tienen mucho en común, son procesos distintos y se consideran por separado. (a) Degradación térmica En ausencia de oxígeno, la degradación térmica del poli (cloruro de vinilo) implica la deshidrocloración para dar secuencias de polienos seguidas de reticulación. Cuando el polímero se somete a calor en presencia de oxígeno, se produce de nuevo la deshidrocloración, pero a una velocidad acelerada. Durante la degradación termooxidativa, también tiene lugar la escisión de la cadena, compitiendo con la reticulación. Estos diversos procesos se consideran ahora. (i) Deshidrocloración. Se ha establecido firmemente que la deshidrocloración comienza en las primeras etapas de degradación y puede continuar hasta que solo queden trazas de cloro en el polímero. De hecho, la determinación del cloruro de hidrógeno desprendido es un método común para seguir el proceso de degradación. El hallazgo de que la deshidrocloración puede continuar hasta que el polímero no contenga prácticamente cloro indica que la eliminación no se produce de forma aleatoria. Si se produjera una eliminación aleatoria, el polímero resultante tendría un contenido de cloro apreciable, ya que permanecerían átomos de cloro aislados. Por tanto, la degradación del poli (cloruro de vinilo) debe implicar la liberación de cloruro de hidrógeno de unidades sucesivas del polímero; este proceso a menudo se denomina "descomprimir". Se ha postulado ampliamente que la eliminación secuencial ocurre debido a la activación alílica, es decir el doble enlace carbono-carbono formado en una reacción de deshidrocloración hace que la unidad adyacente sea particularmente susceptible a la deshidrocloración. A lo largo de los años, se han propuesto varios esquemas diferentes para la deshidrocloración. Estos esquemas pueden clasificarse como que involucran mecanismos iónicos, unimoleculares y de radicales libres. En la actualidad, el mecanismo iónico es quizás el más plausible. El principal apoyo para la ocurrencia de procesos iónicos proviene de las observaciones de que la degradación es catalizada por el cloruro de hidrógeno, otros ácidos y bases fuertes y que la velocidad de deshidrocloración en solución está influenciada por la constante dieléctrica del solvente. de la deshidrocloración, una gran cantidad de trabajo se ha dirigido a identificar el sitio de inicio de la deshidrocloración. Generalmente se considera que el paso inicial en la deshidrocloración ocurre en anomalías estructurales en el polímero debido a que el grupo -CH2-CHCl- es bastante estable en compuestos de bajo peso molecular como el 1,3,5-triclorohexano hasta al menos 300°C. Se han sugerido varios sitios de iniciación posibles en varios momentos, pero el progreso reciente en el establecimiento de la naturaleza y abundancia de estructuras irregulares en poli (cloruro de vinilo) ha hecho que muchas de estas sugerencias sean improbables. Ahora se considera probable que el cloruro terciario sea la estructura lábil más importante del polímero. Como se vio anteriormente, el cloro terciario está asociado con ramas de diclorobutilo y con ramas largas. Por tanto, el poli (cloruro de vinilo) comercial contiene aproximadamente un cloro terciario por 1000 unidades de monómero, que es suficiente para explicar la inestabilidad del polímero. Mediante el uso de polímeros especialmente preparados que contienen mayores cantidades de ramificación, se ha establecido una relación lineal entre la tasa de deshidrocloración y el contenido total de diclorobutilo y ramas largas. Se observará que la deshidrocloración de poli (cloruro de vinilo) mediante un proceso de descompresión da como resultado secuencias de dobles enlaces conjugados. En el poli (cloruro de vinilo) degradado térmicamente, el número medio de dobles enlaces por secuencia está generalmente en el intervalo de 6 a 14. Son estos dobles enlaces conjugados los responsables de la formación de color en el polímero degradado. Cuando la longitud de la secuencia es superior a 8 unidades, el polieno absorbe la radiación en la región visible y aparece una decoloración. Además de la formación de polienos, la deshidrocloración también puede conducir a la reticulación. Por tanto, se ha encontrado que cuando se calienta poli (cloruro de vinilo) en nitrógeno hay un aumento continuo del peso molecular y el polímero se vuelve insoluble.
Técnicas de ensamblaje
Se utilizan diferentes técnicas de unión para fabricar PVC en artículos terminados. Todas las técnicas de soldadura involucran la aplicación o generación de calor para ablandar el material mientras se aplica presión simultáneamente. La unión con cemento solvente se basa en el ablandamiento/hinchamiento del material. También es posible la fijación mecánica.
Soldadura
Como todos los demás plásticos, el PVC se puede soldar mediante la aplicación de calor y presión. Las técnicas de soldadura de plástico se pueden dividir en tres grupos de procesos: • Las que involucran movimiento mecánico conocidas como soldadura por fricción, e incluyen la soldadura por rotación y por vibración, que se recomiendan para unir piezas de PVC-U. • Los de calentamiento mediante energía sonora de alta frecuencia (soldadura por ultrasonidos apta para PVC-U) o corriente alterna de alta frecuencia, especialmente indicada para PVC-P. • Con calentamiento externo, como placa calefactora y soldadura con gas caliente, también apto para PVC-U. La soldadura con gas caliente también se puede utilizar para PVC-P. La elección de la técnica de soldadura depende del área de la unión y del número y la forma de las piezas a unir. La resistencia de la soldadura depende de la geometría del método de soldadura del componente y de los parámetros de soldadura. La selección del método de soldadura y el diseño del componente deben considerarse cuidadosamente en la etapa de diseño.
Soldadura por fricción
Las técnicas de soldadura por fricción incluyen: • Soldadura por rotación utilizada para ensamblar piezas redondas o cilíndricas, con un componente girado contra un componente de acoplamiento que se mantiene estacionario bajo presión aplicada. • Soldadura por vibración utilizada para unir piezas grandes o de forma irregular a través del calor y la presión por fricción generados en un movimiento vibratorio lineal u orbital. Al igual que con la soldadura giratoria, la superficie de una parte vibra contra la otra, que se mantiene en una posición estacionaria. Si se utilizan los procedimientos correctos, ambas técnicas dan una resistencia de soldadura que es igual a la resistencia a la tracción del material base. El calor generado por la fricción funde el material en la interfase entre dos y tres segundos. Se requiere más tiempo para alinear las partes y mantenerlas juntas bajo presión hasta que se forme una unión sólida. Los principales parámetros de soldadura son la velocidad de rotación, lineal u orbital, la presión de fricción, la presión de forja, el desplazamiento y la duración.
Soldadura ultrasónica
La soldadura ultrasónica involucra el uso de energía de sonido de alta frecuencia para ablandar o derretir el material en la unión. Se utiliza presión para mantener unidas las piezas con vibraciones ultrasónicas aplicadas en ángulo recto con una frecuencia de 20 a 40 kHz. La energía vibratoria se convierte en calor a través de la fricción. Es una técnica muy rápida pero algo costosa, debido al utillaje, y es apta para la producción en serie. También se utiliza para replantear (fundir y reformar un espárrago termoplástico para obtener un bloqueo mecánico), soldadura por puntos y sellado de película.
Soldadura por radiofrecuencia
La mejor forma de soldar el PVC-P consigo mismo y con los materiales de PVC-U es mediante la soldadura por radiofrecuencia (RF). Esto también se conoce como soldadura HF (alta frecuencia). La soldadura RF requiere altas propiedades dieléctricas del material para lograr el calentamiento por corriente alterna HF. La técnica consiste en someter las piezas a un campo electromagnético de alta frecuencia aplicado entre dos barras metálicas. Estas barras también aplican presión sobre el intervalo de tiempo de calentamiento y enfriamiento, que puede variar. El campo eléctrico dinámico hace que las moléculas polares de PVC oscilen, y parte de este movimiento se traduce en energía térmica. Los enlaces resultantes pueden ser tan fuertes como el material original. Esta técnica se utiliza normalmente para el termosellado de envases, etc. La soldadura por radiofrecuencia también se utiliza para aplicar patrones de apliques de vinilo, compactos o de espuma para diseños de moda, logotipos y publicidad en camisetas.
Soldadura con placa caliente
La fabricación de ventanas de PVC-U utiliza una técnica de soldadura a presión con placa caliente en un perfil cortado a inglete, utilizando una temperatura cercana a los 240–250°C. El proceso consiste en sujetar una placa calentada entre las superficies que se unen, hasta que se ablanden. La placa se retira y las superficies se juntan bajo presión controlada durante un período de tiempo específico. Después de dejar que se enfríe, los enrutadores llevan a cabo la eliminación del flujo de soldadura o el vertido. Los datos de prueba de resistencia de soldadura de esquina deben cumplir con los estándares nacionales correspondientes. Las otras variaciones de la soldadura con placa caliente son la herramienta caliente, el encaje, la fusión a tope y la silla de montar. Las técnicas utilizadas por las industrias del gas y el agua para unir y reparar tuberías incluyen la fusión a tope, la soldadura por encastre por electrofusión y la unión por encastre. La fusión a tope con elemento calentado comienza con el cepillado de la superficie cortada de la tubería, el calentamiento en contacto con un elemento calentado y luego la unión y el enfriamiento bajo presión. La soldadura por encastre se utiliza cuando se inserta un tubo calentado en un accesorio calentado. Los accesorios de electrofusión se utilizan cuando no es posible la soldadura por encastre.
Mecanizado, corte y fijación
El PVC-U se puede mecanizar fácilmente. Son posibles altas velocidades si hay suficiente refrigeración. Se aplican las precauciones normales de seguridad con respecto al manejo de virutas y polvo. Las herramientas afiladas con punta de carburo y las brocas estándar son adecuadas. Se pueden utilizar fijaciones con tornillos de rosca cortante y clips para unir el PVC-U consigo mismo. Se prefieren los tornillos de rosca cortante a los tornillos de rosca, debido a que estos últimos inducen altos niveles de tensión causados por el material desplazado. El remachado también es posible cuando se requiere una gran fuerza de sujeción. Se debe aplicar una arandela al lado de plástico del ensamblaje para distribuir estas altas fuerzas sobre una superficie más grande. Los ensamblajes mecánicos permanentes también se pueden hacer mediante el uso de calor o técnicas de soldadura para deformar nervaduras, clavijas o pernos de plástico sobre el segundo componente (replanteo). En la fijación a presión, dos partes se unen a través de una configuración de enclavamiento que se puede moldear en las partes. Una protuberancia en una parte se desvía brevemente durante la unión para ubicarse en una depresión o muesca moldeada en la otra parte. La fuerza requerida para la unión puede variar según el diseño de la pieza. Dependiendo del ángulo de bloqueo, estas conexiones pueden ser permanentes o de fácil liberación. La elasticidad del PVC-U hace que el material sea adecuado para juntas a presión. Estas juntas se usan comúnmente en el montaje de cercas, revestimientos, canaletas, etc.
Toxicida del PVC
La concentración de VCM dentro del polímero se ha reducido, esencialmente con la inserción de una etapa de extracción con aire caliente del polímero, antes de la etapa de secado. Los fabricantes de PVC han fijado el valor de 1 ppm como concentraciones máximas admisibles de VCM en el polímero para resinas utilizadas con fines alimentarios y biomédicos, pero ahora este valor está garantizado en la resina antes de las transformaciones posteriores, también para todos los demás sectores de aplicación menos críticos. I
plastificanti a base di flalati sono stati messi sotto accusa perché supposti
distruttori del sistema endocrino e perché possono migrare fuori dagli oggetti
di plastica e contaminare le sostanze in essi contenuti o essere immessi
nell’ambiente. •Sono
state diminuite fortemente le emissioni di CVM durante la sua produzione e
ridotte le sue concentrazioni nel polimero finale ed ulteriori riduzioni sono
possibili. Sono stati eliminati gli stabilizzanti termici a base di Cd ed in
corso di eliminazione quelli a a base di Pb. Sono stati proposti plastificanti
a base di ftalati meno mobili o di altre molecole organiche. È possibile e si
devono sostituire i cloro-soda a celle di mercurio. È possibile distruggere
rifiuti che contengono PVC con inceneritori avanzati, con produzioni
accettabili di diossine, come devono essere orama quelli operanti in Europa.
•