POM copolímeros
Termoplàsticos > ► Poliacetal

Copolímeros POM
El poliacetal se suministra en dos formas básicas: homo y copolímeros. Los copolímeros son térmicamente más estables, POM tiene excelentes propiedades tribológicas y, por lo tanto, se utiliza para engranajes. Se vuelve frágile a temperaturas por debajo de -40°C. Alta dureza superficial y bajo coeficiente de fricción impartir un comportamiento de deslizamiento buena y resistencia al desgaste. La permeabilidad a los gases y vapores, también de sustancias orgánicas, es baja. Los copolímeros son atacados por ácidos fuertes (pH 4) y agentes oxidantes, ambos no son solubles y difícilmente se hinchan en todo tipo de disolventes orgánicos en uso, y también alimentan minerales. Los tipos especiales estabilizadas aceites son resistentes a los combustibles agresivos diésel y gasolina hasta una temperatura de 100°C. No estabilizadas son atacados por los rayos UV, por lo que es aconsejable emplear aquellos UV estabilizado o cargado con negro de humo. Las formulaciones de color son anche disponible con estabilización. Las POM de láminas delgadas son transparentes; quema con una llama ligeramente azulado y el goteo. Son fisiológicamente inocuas y algunos tipos son adecuados para homopolímeros productos. POM exhibe poca tendencia a deslizarse bajo cargas a largo plazo y muy buena resistencia a la flexión bajo cargas cíclicas continuas. Los grados básicos de POM-C cubren un rango de flujo de volumen de fusión de 1 a 40 cm3/10 min y tienen una densidad de 1,41 g/cm3. La adición de vidrio o elastómero reduce el índice de fluidez; la densidad aumenta en el primer caso y se reduce en el segundo. POM-C tiene baja absorción de agua.
Grados básicos de POM-C
La transición vítrea
La temperatura del polímero POM-Cbase (-60 a -65°C) es baja en comparación con
la de otros plásticos. Esto explica su notable resistencia al impacto incluso a
baja temperatura. La resistencia al impacto de los grados básicos de POM-C
disminuye ligeramente con el aumento de la tasa de flujo de masa fundida (=
disminución del peso molecular). Esta relación entre el peso molecular y la
resistencia al estrés por impacto se puede discernir en todos los métodos de
prueba utilizados. Por lo tanto, los grados de flujo rígido son adecuados para la producción de molduras resistentes a los impactos,
siempre que tengan un espesor de pared medio a grande. El uso de grados de alto
peso molecular para piezas de paredes delgadas puede conducir a la
orientación de las cadenas moleculares en la dirección del flujo, lo que da
como resultado molduras con altas tensiones internas y anisotropía de las
propiedades mecánicas. Los grados de fluidez más fácil dan lugar a molduras
menos orientadas y libres de tensiones con una tenacidad considerablemente
mayor que las molduras fabricadas con grados de alto peso molecular.
Grados reforzados y rellenos
Los aditivos incompatibles tienen el efecto de
reducir la tenacidad. Esto se puede atribuir a las micromuescas introducidas en
la matriz polimérica. Esto se aplica especialmente a los grados POM-C
reforzados, con estos grados,
hay una marcada reducción en la resistencia al impacto, pero la resistencia al
impacto con muescas también es menor. Por la misma razón, POM-C formulado con negro también tiene
una dureza ligeramente menor que los grados naturales correspondientes.
POM-C /
mezclas de elastómeros
La buena tenacidad de los grados básicos se puede elevar
a un nivel aún mayor mediante la adición de elastómeros adecuados. Por lo
tanto, estos grados son mezclas y reciben el nombre de POM-C S. Su dureza
depende del tipo y contenido de elastómero.
Propiedades superficiales
POM-C tiene excelentes
propiedades superficiales, como dureza, resistencia a la abrasión y
comportamiento de baja fricción, que son importantes en muchos aspectos
técnicos. Para los termoplásticos, se acostumbra determinar
la dureza de indentación de bola de acuerdo con ISO 2039 parte 1. El efecto de
la temperatura en la dureza de indentación de bola de POM-C. Los grados reforzados tienen una dureza de
indentación de
bola más alta
que POM-C, mientras que los grados de alto impacto poseen una dureza más baja. En cada caso,
el tipo y la cantidad de material de refuerzo o aditivo hace una diferencia en
el valor de dureza real.
Tribología/Propiedades de
deslizamiento y desgaste
En ingeniería, los factores tribológicos deben tenerse
en cuenta en todas las aplicaciones que involucran sistemas de movimiento
mecánico. Mediante un mayor uso del conocimiento tribológico existente, es
posible no solo optimizar el funcionamiento de los componentes, sino también
lograr ahorros en energía, uso de materiales y costos de mantenimiento. POM-C puede hacer una contribución
importante aquí ya que sus características estructurales, cadenas poliméricas
lineales y alta cristalinidad han demostrado ser ventajosas para aplicaciones
tribológicas. Debido a sus buenas propiedades de deslizamiento y alta resistencia
al desgaste, POM-C ya se ha establecido en muchas aplicaciones tribológicas. El término tribología se refiere a
estudios sistemáticos sobre la fricción y el desgaste de las superficies que
interactúan en movimiento relativo. También incluye la lubricación, que es uno
de los factores más influyentes. La aplicación del conocimiento tribológico
conduce a sistemas optimizados de movimiento mecánico. Puede contribuir a
aumentar la vida útil, reducir el consumo de energía y, por lo tanto, mejorar
el rendimiento del sistema completo. Para encontrar la solución óptima a un
problema, se deben conocer todos los factores que influyen en un sistema
tribológico. Estos incluyen las variables de entrada, la estructura del sistema
tribológico y las variables de salida.
Estabilidad
térmica
La estabilidad térmica se entiende aquí en su sentido estricto, es
decir, la estabilidad térmica de la masa fundida a la temperatura de
procesamiento. La estabilidad térmica de POM-C se deriva de unidades de
comonómero con enlaces C-C estables, que se distribuyen estadísticamente en las
cadenas moleculares del polímero base. Cuando el polímero está sujeto a un
ataque termooxidativo, la escisión de la cadena comienza a ocurrir acompañada
de la formación de polímeros de bajo peso molecular y grupos terminales
térmicamente inestables. Sin embargo, la degradación sólo puede avanzar hasta
que la siguiente unidad de comonómero sea mínima y los fragmentos restantes
sean térmicamente estables. La tasa de ataque termooxidativo aumenta con el
aumento de la temperatura, mientras que la extensión del ataque depende del
tiempo. Por esta razón, es aconsejable permanecer dentro del rango de
procesamiento objetivo, es decir, no se debe
exceder el tiempo máximo de residencia relacionado con la temperatura de fusión
de los grados básicos de POM-C en el cilindro de plastificación de una máquina
de procesamiento; el rango especificado también debe observarse al procesar los
grados de alto impacto y reforzados con esferas de vidrio. El tiempo mínimo de
residencia del material respecto a la unidad de plastificación es también una
propiedad importante en el proceso. Recomendado como para otros polímeros
semicristalinos es un tiempo de residencia mínimo de 3 minutos del cilindro.
Acetalica copolimero propiedades
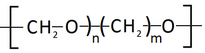
Los polímeros de acetal son semicristalinos, el copolímero tiene un doble enlaces [C-C] , es un tipo de resina cristalizada con la fórmula de -(CH2-O)n-(CH2-CH20)m. Ofrecen una excelente lubricidad inherente, resistencia a la fatiga y resistencia química. Los acetales sufren problemas de desgasificación a temperaturas elevadas y son frágiles a bajas temperaturas. Lleno de vidrio, y los grados de lubricación adicionales están disponibles, los grados ignífugos no lo están. La resina acetal más comúnmente conocida como “Acetal” o “POM”, es un material plástico de los denominados auto lubricados. Tiene una buena resistencia a la fluencia, esto significa que son buenos para mantener su forma durante largas exposiciones a cargas y mantener un ajuste más ajustado en las aplicaciones de ajuste a presión. El homopolímeros tiene una cristalinidad más alta, proporcionando una mejor resistencia al impacto, una mayor rigidez y dureza, mientras que el copolímeros proporciona una mayor confortabilidad y es más fácil de trabajar. La alta dureza superficial y la resistencia al rayado de POM también son el resultado de su alto grado de cristalinidad. La determinación de las propiedades de los plásticos mediante métodos de prueba estándar proporciona información valiosa para el control de la producción y facilita la selección preliminar de materiales por parte del diseñador. Sin embargo, los resultados de ensayos de corta duración rara vez constituyen una base adecuada para el dimensionamiento de elementos estructurales. Los termoplásticos son materiales viscoelásticos. Presentan la propiedad conocida como fluencia, es decir, tienden a sufrir deformaciones con el tiempo, dependiendo de la temperatura y la tensión. Después de eliminar la tensión, según el nivel y la duración de la tensión, una pieza moldeada vuelve parcial o totalmente a su forma original. La deformación reversible corresponde a la parte elástica y la deformación permanente a la parte plástica. Este comportamiento viscoelástico debe tenerse en cuenta a la hora de diseñar piezas moldeadas. La adición de agentes de refuerzo aumenta la dureza, mientras que los grados modificados por impacto exhiben una dureza ligeramente menor. Los POM tiene la resistencia al desgaste más bajo de casi todos los materiales termoplásticos a temperatura ambiente, que se baja en entornos sucios y polvorientos debido a su alta estabilidad dimensional, lo hace adecuado para engranajes y cojines.
Propiedades mecánicas
Los copolímeros poseen ventajas con respecto a la estabilidad térmica y química. Se utilizan métodos de prueba estandarizados para determinar las propiedades físicas. Dado que los polioximetilenos generalmente se procesan mediante moldeo por inyección, las propiedades mecánicas generalmente se miden en probetas moldeadas por inyección. Las ligeras diferencias en la producción de muestras de prueba y las pruebas mecánicas pueden provocar cambios en los valores medidos. La idoneidad de un componente estructural para un propósito dado depende no solo de las propiedades mecánicas de la materia prima seleccionada, sino en gran medida de su forma y forma estructural. Además, existen influencias derivadas de las condiciones ambientales y de producción, así como del tiempo, la temperatura y el nivel de estrés.
Propiedades térmicas
En cuanto a su comportamiento térmico, la franja de temperaturas de uso del POM se sitúa entre -40 y 85°C, con puntas de poca duración hasta los 140°C, si bien, en presencia de aire, su uso se encuentra limitado por encima de los 80°C. La dilatación térmica del POM es media. Las propiedades térmicas de los polioximetilenos dependen esencialmente de la cristalinidad y la estructura química, que también son responsables de las diferencias en el comportamiento térmico de los homopolímeros y copolímeros.
Estabilidad química
Debido a su alto grado de cristalinidad, los polioximetilenos presentan una buena resistencia a numerosos productos químicos. En cuanto a sus propiedades químicas, resiste a la acción de ácidos diluidos, de álcalis diluidos y concentrados, de hidrocarburos alifáticos, aromáticos y halogenados, de aceites y de alcoholes. Sin embargo, no resiste la presencia de ácidos concentrados, de ácido fluorhídrico ni de productos oxidantes. En general, presenta una buena impermeabilidad a los gases y durante su combustión se desprende formaldehído. Los copolímeros también son resistentes a álcalis fuertes. Los polioximetilenos no son resistentes a sustancias oxidantes y fuertemente ácidas. Solo el hexafluoroisopropanol y el sesquihidrato de hexafluoroacetona son adecuados como disolventes a temperatura ambiente. La mayoría de los demás disolventes disuelven los polioximetilenos sólo cuando la temperatura se acerca a su punto de fusión; Los disolventes incluyen sustancias polares como alcohol bencílico, dimetilformamida, γ-butirolactona y fenol. Los disolventes orgánicos convencionales como alcoholes, ésteres, éteres, cetonas, hidrocarburos alifáticos y aromáticos, así como perhalohidrocarburos, no atacan a los polioximetilenos a temperatura ambiente ni siquiera en contacto prolongado. Las propiedades mecánicas se ven afectadas solo ligeramente y el grado de hinchazón es pequeño. La buena resistencia a todos los combustibles comunes (regular, premium, también combustibles que contienen 15-20% de metanol, diesel), así como a aceites y grasas, refrigerantes y líquidos de frenos, significa que los polioximetilenos se utilizan ampliamente como materiales de construcción en el sector automotriz. Los polioximetilenos se hinchan muy poco en contacto con el agua; la absorción de agua es del 0,6% a 20°C y del 1,6% a 100°C. Los copolímeros en particular son extremadamente estables a altas temperaturas. Por ejemplo, la resistencia a la tracción disminuye solo un 25% después de dos años en agua hirviendo. Por lo tanto, los copolímeros se utilizan ampliamente en lavadoras y lavavajillas, así como en calderas de agua. Los detergentes alcalinos y los agentes de enjuague no afectan la estabilidad de los copolímeros. Los polioximetilenos generalmente no están sujetos a agrietamiento por tensión. En lo que respecta al uso en el sector sanitario, la variación del contenido de cloro en el agua del grifo, así como las fluctuaciones de temperatura y presión, hacen que la idoneidad deba evaluarse individualmente en cada caso.
Propiedades electricas POM copolímero
Su buen aislamiento y propiedades dieléctricas dependen poco de la temperatura y la frecuencia, tienen pérdida dieléctrica a altas frecuencias, pero un gran uso se hace a bajas frecuencias.POM no es propenso a la carga estática. Los grados con aditivos antiestáticos personalizados proporcionan una resistividad de volumen específico más bajo. Los grados conductivos con volumen específico reducido y resistividad superficial también están disponibles. El material con mejores propiedades aislantes es la resina acetálica, probablemente debido a que en su composición no está presente el agua. Para este material, los valores de resistividad transversal (3.77·103 Ω·cm). Los polioximetilenos tienen buenas propiedades de aislamiento eléctrico y un comportamiento dieléctrico favorable. Esto, junto con las buenas propiedades mecánicas, significa que los polioximetilenos son materiales útiles en la ingeniería eléctrica. La resistividad específica es> 1015 Ω cm y la resistencia superficial es > 1013 Ω. La constante dieléctrica relativa ϵr es 3.6–4.0. Dado que el factor de pérdida tan δ es bajo, no es posible el calentamiento y la soldadura de alta frecuencia. La rigidez dieléctrica describe el comportamiento bajo estrés de acción corta producido por altos voltajes. Se han medido valores de 600-700 kV/cm para láminas de polioximetileno. Los polioximetilenos generalmente no acumulan carga estática. Se han desarrollado grados antiestáticos y conductores de electricidad para usos especiales .
Resistencia a los rayos ultravioleta y a la intemperie
Los polioximetilenos pueden protegerse hasta cierto punto contra la radiación ultravioleta mediante el uso de aditivos. Los absorbentes de UV adecuados incluyen aquellos basados en derivados de benzofenona o benzotriazol. En la práctica, se combinan con estabilizadores HALS, que dan un efecto sinérgico. Se puede lograr una mejora adicional agregando negro de humo o pigmentos como dióxido de titanio. La intemperie da como resultado una pérdida de brillo de la superficie, seguida de la denominada tiza, causada por una capa de polioximetileno degradado de baja masa molecular. Esta capa protege las capas más profundas, de modo que la reducción de las propiedades mecánicas es mayor al inicio de la meteorización, pero luego disminuye. Por tanto, el daño a las piezas de paredes delgadas es mayor que a las piezas de paredes gruesas. Se utilizan varias pruebas para evaluar la resistencia a los rayos UV y a la intemperie. La irradiación artificial en el Xenotest y en el Fade-O-Meter produce resultados similares a la meteorización natural. La meteorización en la prueba de Florida puede, según el uso previsto, realizarse al aire libre o detrás del vidrio de una ventana. No es posible interconvertir los distintos resultados. Los polioximetilenos son solo moderadamente estables a la radiación γ. El equipo médico se puede esterilizar utilizando dosis de radiación convencionales de 2,5 × 104 J/kg. El deterioro de las propiedades mecánicas aumenta con el aumento de la dosis de radiación.
Propiedades ópticas
Las molduras de polioximetileno son de translúcido a blanco opaco, según el espesor. La transmisión de luz de placas moldeadas por inyección de 2 mm de espesor es del 50%. El índice de refracción n 20 D es 1,48. El brillo depende principalmente de la calidad de la superficie del molde. El color natural del POM es blanco opaco, por lo que sólo se puede teñir en colores opacos. Sin embargo, en espesores finos, inferiores a los 2 mm, es traslúcido, evitando su transparencia la presencia de un velo lechoso. Si se le añaden estabilizadores ultravioleta (UV), su resistencia a la intemperie es buena. Posee un buen aislamiento eléctrico y presenta una escasa capacidad de absorción de humedad.
Permeabilidad POM
Los polioximetilenos son solo muy ligeramente permeables a muchos gases y disolventes. En particular, la muy baja permeabilidad al propano; butano; hidrocarburos alifáticos, aromáticos y halogenados; alcoholes; y los ésteres deben enfatizarse. La permeabilidad al hidrógeno, CO2, agua y metanol es mayor. Por consiguiente, se han encontrado numerosos usos para los polioximetilenos; por ejemplo, cigarrillo, encendedores, envases de aerosol y piezas de automóviles en contacto con combustibles.
Copolimero de Acetal POM-C
El grado de copolímero ofrece un rendimiento excelente tiene un costo ligeramente menor que el del homopolímero. El copolímero de acetal ofrece propiedades consistentes en toda la forma (sin la porosidad de la línea central). La porosidad centrada es causada por los gases que intentan escapar durante el proceso de enfriamiento después del proceso de fabricación de extrusión o compresión. Los bajos niveles de tensión y la alta resistencia aseguran la planitud y la estabilidad dimensional hasta una temperatura máxima de servicio continuo de 80°C. Los grados de acetal de copolímero son compatibles con FDA, USDA, NSF y 3-A Dairy. Otras ventajas sobre el homopolímero acetal son:
- Mejor estabilidad dimensional debido a su menor nivel de cristalinidad (POM-C)
- Menor coeficiente de fricción (POM-C)
- Mejores propiedades de impacto y desgaste, especialmente en húmedo o húmedo ambientes (POM-C)
- Buena resistencia química en el rango de pH 4-9 (POM-H)
- Buena resistencia química en el rango de pH 4-13 (POM-C)
- Resistencia a la hidrólisis hasta 60 grados centígrados (POM-H)
- Resistencia a la hidrólisis hasta 85 grados centígrados (POM-C)
- Temperaturas de servicio permisibles en el aire continuo: 90 grados centígrados (POM-H)
- Temperaturas de servicio permisibles en el aire continuo: 100 grados centígrados (POM-C)
- Baja desgasificación (POM-C)
- Reducida la porosidad (POM-C)
POM-C
Para la mayoría de las aplicaciones, realmente no importa si se usa copolímero o homopolímero , ya que muchas propiedades están similares. En particular, la diferencia más significativa entre homopolímero y copolímero acetal se relaciona con lo que comúnmente se conoce como porosidad en la línea central, una característica inherente de homopolímero. Esto es uno de los mayores problemas del homopolímero a considerar es la integridad estructural, tiene un potencial de fuga, tiene una apariencia estética de color inconsistente y tiene áreas donde las bacterias pueden crecer, lo cual es especialmente importante en aplicaciones de procesamiento de alimentos. Una de las diferencias más importantes entre el homopolímero acetal (POM-H) y el copolímero acetal (POM-C) es la porosidad. El homopolímero de acetal puede contener un centro poroso o de menor densidad. La porosidad en un plástico significa que puede contener pequeñas burbujas o huecos. Estos permiten que los gases y líquidos se filtren en el plástico. Los acetales de copolímero tienen poca o ninguna porosidad en sus centros. Esto los convierte en el tipo de acetal preferido para aplicaciones médicas o de contacto con alimentos. Si la porosidad de la línea central no es un problema entonces el homopolímero tiene propiedades mecánicas ligeramente mejores. Esta porosidad del homopolímero aparece como una línea a lo largo del centro de cada borde cortado. La porosidad excesiva de la línea central no es deseable por las siguientes razones:

- Estética: apariencia de color inconsistente en las piezas terminadas
- Compromete la integridad estructural
- Presenta rutas potenciales para la fuga de gases y líquidos
- Proporciona áreas donde las bacterias pueden crecer en aplicaciones de procesamiento de alimentos
Ambos poliacetales se pueden usar para aplicaciones de agua potable a 82.2°C y para el contacto repetido con alimentos a 121°C. Los copolímeros, que tienen estabilidad térmica a largo plazo, se utilizan para aplicaciones de exposición continua al agua caliente. La introducción de un enlace de etileno para producir copolímeros de acetal aumenta la estabilidad térmica y el alargamiento de tenacidad. Los homopolímeros y copolímeros no modificados no son resistentes a los rayos UV y otras formas de radiación, ni a ácidos concentrados como el ácido sulfúrico (H2SO4) y el ácido clorhídrico (HCl). Las resinas de copolímero de acetal tienen una mejor estabilidad térmica a largo plazo, pero los estabilizadores térmicos se pueden combinar en homopolímeros para aumentar la estabilidad térmica. Los copolímeros de acetal tienen una clasificación eléctrica UL para un servicio de 100°C, lo que hace que los copolímeros sean candidatos para el servicio de aplicaciones eléctricas a largo plazo. Los proveedores de resinas y compuestos de poliacetal recomiendan que los clientes que cambien entre el homopolímero y el copolímero de acetal consulten al productor, porque puede haber diferencias en el procesamiento y consideraciones de propiedad selectiva. Los diseñadores están involucrados en cualquier resina de poliacetal o interruptor compuesto, por propiedades y diferencias de contracción del molde. Los copolímeros tienen una menor porosidad en la línea central en los productos extruidos, lo que mejora la uniformidad del color y la integridad estructural, minimiza las fugas de gases y líquidos, y reduce o elimina las áreas de crecimiento bacteriano. Con la extrusión, la porosidad es causada por la contracción durante el enfriamiento cuando la piel se enfría más rápido que el núcleo, lo que produce porosidad.
POM Copolímero
- Los copolímeros tienen menos desgasificación
- Los copolímeros tienen una mejor estabilidad dimensional
- Los copolímeros son menos porosos en formas extruidas
- Los copolímeros tienen una resistencia química general ligeramente mejor
La causa de la porosidad es la contracción
Durante el proceso de extrusión, el exterior de la forma se enfría antes que el interior. A medida que el material interior se enfría, hay una reducción correspondiente del volumen. Dado que el cambio de volumen de la forma está restringido debido a la piel solidificada, se forman huecos para compensar la pérdida de volumen interior. Al tener menor cristalinidad, los copolímeros tienden a tener una mejor estabilidad dimensional y ganan menos fricción y menos desgaste. Aunque los grados de homopolímero tienen una menor absorción de humedad, el copolímero es menos susceptible a la hidrólisis en agua caliente. Asimismo, los copolímeros tienen una mejor resistencia a los materiales alcalinos. Debido a la mayor cristalinidad, el homopolímero tiene una temperatura de distorsión térmica más alta, pero los grados de copolímero tienen temperaturas de uso continuo más altas debido a una mejor estabilidad a largo plazo.
Propiedades Térmicas poliacetales
El POM copolímero es utilizable durante períodos prolongados de tiempo a temperaturas de hasta 70°C a 80°C, con un pico a 120°C por periodos cortos. La exposición prolongada a 100°C más alta temperatura provoca una degradación oxidante rápido del polímero.
Inflamabilidad POM
Se queman con una llama azul a veces invisible y emiten gas de formaldehído cuando se queman. Los poliacetales se encienden al exponerse a la llama, continúan ardiendo con una llama azul pálida cuando se retira la fuente de ignición y gotean a medida que se queman. Cuando se extinguen o si continúan ardiendo, emiten un formaldehído que huele. Según la prueba de inflamabilidad UL 94, acetal se clasifica como “HB”. No es posible producir un producto con la clasificación “V-0”. La velocidad de combustión determinada segun la norma FMVSS 302 grosor > 1 mm es 75 mm/min y a 3 mm de groso es 25 mm/min.
Resistencia química POM copolímero
POM-C son atacados por ácidos fuertes (pH 4) y oxidantes. Sin embargo, POM-C es resistente a los álcalis mientras que POM-H no lo es. Incluso a temperaturas elevadas, los copolímeros POM exhiben una resistencia química a largo plazo de buena a excelente contra el agua, soluciones detergentes, soluciones acuosas de sales y los compuestos orgánicos más comunes, disolventes (alcoholes, ésteres, cetonas, hidrocarburos alifáticos y aromáticos, combustibles (también combustibles que contienen metanol y etanol, por ejemplo, M15, CM15, CM15A, CM15AP, E85, FAM-B, biodiesel), así como grasas y aceites, y líquidos de frenos y enfriamiento.Algunos solventes y componentes de combustible, en particular alcoholes, como metanol y etanol, causar hinchazón leve (reversible). Resistente a los productos químicos y en su mayoría no se ve afectado por solventes y combustibles, etc. POM es químicamente resistente a los hidrocarburos alifáticos y aromáticos, aceites, grasas, gasolina y la mayoría de los agentes de limpieza. POM resin no es resistente a los UV y aplicaciones al aire libre son posibles sólo con cualidades estabilizadas con carbón activo. No es resistente a los ácidos fuertes o materiales oxidantes. Las resina acetál POM es un material resistente con un muy bajo coeficiente de fricción . Sin embargo, es susceptible a la degradación del polímero catalizada por ácidos fuertes (pH <4) , por lo que ambos tipos de polímeros se estabilizan. El POM thermoplastic es un material tenaz con un coeficiente de fricción muy bajo. Es sensible a la oxidación, y se suele añadir un antioxidante a los materiales con calidad de moldeo. Sin embargo, no reaccionan bien con el cloro, por lo que no sería ideal para aplicaciones en piscinas. Los grupos terminales semi-acetal -O-C-OH son inicialmente inestables y se estabilizan mediante esterificación con anhídrido acético. El ataque químico de estos enlaces éster mediante agua o álcalis lleva mediante la hidrólisis de estos enlaces a una progresiva descomposición de la cadena polimérica. Esta descomposición puede retardarse mediante una estabilización. La permeabilidad al combustible también es muy baja. Los grados especialmente estabilizados son resistentes en combustibles diesel calientes hasta 100°C y en gasolina agresiva. La penetración de gases y vapores, también de compuestos orgánicos, para POM también es baja. La resistencia a los rayos UV de POM se puede mejorar con estabilizadores UV y/o la adición de negro de carbón. Estabilización para grados coloreados con buena solidez a la luz caliente y productos con buena resistencia a la intemperie para aplicaciones en exteriores. A dosis altas, el POM no es resistente a la radiación de alta energía o ionizante, como la radiación gamma.
POM Copolímero resistencia a la luz y la intemperie
Los poliacetales, se dañan durante un período de tiempo por la exposición a la intemperie y a la radiación UV. Esto hace que se forme un depósito blanco de material degradado en la superficie ("chalking") con la consiguiente pérdida de brillo y cambio de color, así como un deterioro en las propiedades mecánicas. Cuanto menor sea el grosor de la pared, más rápidamente se producen estos efectos. Los estabilizantes a la luz UV (HALS) y los absorbentes de UV, son solubles en poliacetales.
Establización térmica de acetal
Los polioximetilenos tienen una marcada tendencia a sufrir despolimerización térmica con pérdida de formaldehído. Para evitar la despolimerización térmica, los polioximetilenos se modifican estructuralmente, siendo las dos posibilidades la acetilación para bloquear la reactividad de los grupos finales de copolimerización con éteres cíclicos, por ejemplo, óxido de etileno. Los poliacetales también son sensibles a la autooxidación, lo que invariablemente conduce a la despolimerización como resultado de la escisión de la cadena. Es muy probable que el formaldehído liberado por la despolimerización se oxide en ácido fórmico, lo que puede catalizar una mayor despolimerización. Los sistemas estabilizadores para poliacetales están compuestos invariablemente de un fenol impedido con un costabilizador. Los fenoles impedidos en uso son 2,2′-metilenbis- (4-metil-6-terc-butil-fenol), 1,6-hexametilenbis-3- (3,5-di-terc-butil-4-hidroxifenilo) -propionato y pentaeritritil-tetrakis-3- (3,5-di-terc-butil-4-hidroxifenil) -propionato. Se ha descrito una gran cantidad de compuestos orgánicos que contienen nitrógeno como coestabilizadores para poliacetales, por ejemplo, diciandiamida, melamina, terpoliamidas, urea y derivados de hidrazina. La efectividad de estos compuestos se basa en su capacidad para reaccionar con formaldehído y neutralizar ácidos, especialmente ácido fórmico, formado por oxidación. Además de los compuestos de nitrógeno, las sales de ácidos grasos de cadena larga (por ejemplo, estearato de calcio, ricinoleato de calcio o citrato de calcio) también se usan como aceptores de ácido. Las concentraciones prácticas son 0.1–0.5% para el antioxidante fenólico y 0.1–1.0% para el costabilizador.
Estabilizador de luz para poliacetal
El poliacetal es marcadamente inestable hacia las luces porque incluso la radiación UV de longitudes de onda tan altas como 365 nm puede iniciar su degradación. Por lo tanto, el poliacetal no puede usarse en exteriores si no contiene estabilizadores de luz. Incluso después de una corta intemperie, se observan grietas superficiales y marcados tizones. El negro de humo (0.5% –3%) es un buen estabilizador para el poliacetal cuando el color de la muestra no es importante. Otras posibilidades de estabilización son el uso de 2-hidroxibenzofenona y, especialmente, absorbentes de UV de tipo hidroxifenilbenzotriazol. La estabilización con el absorbente HALS / UV es superior a la del absorbente UV solo.
POM Tribología ( Fricción, desgaste, lubricación) poliacetales
Alta lubricidad que contribuye a su alta resistencia a la abrasión y muy bajo coeficiente de fricción, lo que hace que parezcan autolubricantes. Sin embargo, esto significa que no son buenos para adherirse a las cosas. Los rodamientos de fricción en POM trabajan sin lubricación, que llevan incorporada, hasta elevados valores de carga y, gracias a la pequeña diferencia entre sus coeficientes de fricción estático y dinámico, se obtiene un bajo par de arranque.
POM Procesabilidad
El principal método de transformación es la inyección. Es un material que permite la "inyección de microprecisión" para fabricar piezas pequeñas de masa inferior a los 2 gramos y con gran exactitud de medidas, con tolerancias de 0.3 - 0.6%, incluso para cotas inferiores a 2 mm. Otras posibilidades de transformación que permite el POM son la extrusión, el moldeo por soplado y la soldadura. El mecanizado de piezas conformadas con este material se produce con arranque de viruta. El pegado sólo es viable después de un tratamiento superficial previo. POM termoplastico puede ser fácilmente moldeado por medio de inyección, o usando el sistema de rotación. Hoja, barras, anillos y tubos (plastificados o no) también pueden producirse usando extrusión. Una de sus propiedades más populares en la comunidad de plásticos de ingeniería es su facilidad de mecanizado. En comparación con otros plásticos de ingeniería, como el HDPE, el UHMW y poliamida, el acetal copolímero y el homopolímero tienden a no desviarse de las herramientas de mecanizado ni a agarrarlas, y también se astillan, lo que las hace ideales si una aplicación requiere que el material sea mecanizado. Semi-acabado de piezas, láminas, barras y anillos son muy fáciles de procesar mecánicamente, y formación de espuma física. Las piezas pueden plegarse en el campo de la temperatura cristalina y pueden soldarse (mediante elemento calefactor, fricción o ultrasonidos), pero no pueden encolarse en uniones de alta resistencia con adhesivos. Para el acabado mediante lacado o metalizado en vacío es necesario tratar la superficie al aguafuerte con agentes ácidos. Los poliacetales no son atacados por los disolventes de la tinta de impresión y pueden imprimirse sólo inmediatamente después de un tratamiento de plasma o corona o de ataque ácido.
Moldeo rotacional
El copolímero de acetal de moldeo rotacional aporta las ventajas del copolímero a las formas rotomoldeadas, incluida la permeación extremadamente baja de gasolina y alcohol. La baja permeabilidad es esencial para cumplir con los requisitos de emisiones por evaporación, como la Agencia de Protección Ambiental (EPA) y los vehículos de cero emisiones (ZEV) de la Junta de Recursos del Aire de California (CARB) y cerca de ZEV. El copolímero de acetal tiene estabilidad térmica a 105°C, estabilidad dimensional, resistencia y rigidez y resistencia a largo plazo a productos químicos, fatiga y abrasión. La tecnología de moldeo rotacional está dirigida a los sistemas de suministro de combustible para motores pequeños como motores fuera de borda (OB), vehículos recreativos (RV), carritos de golf y motores eléctricos. Se están realizando investigaciones sobre rotomoldeo de acetal copolímero/HDPE y otros sistemas multicapa.
Moldeo por inyección de metal en polvo (MIM)
El moldeo por inyección de metal en polvo (MIM) es un método versátil de producción en masa para moldear formas complejas de metal y cerámica. Se mezcla un polvo metálico o cerámico del 50 al 70% (volumen) en una resina de poliacetal a alto cizallamiento, y la suspensión resultante se moldea por inyección. El moldeo por inyección de metal en polvo requiere aglutinante de poliacetal, que se agrega al metal en polvo mediante una mezcla de alto cizallamiento. El aglutinante de poliacetal sirve como soporte durante el moldeo por inyección de formas complejas de metal y cerámica. La suspensión fundida se inyecta en la cavidad del molde y se fragua. El postmoldeo requiere dos pasos: eliminar el aglutinante de poliacetal y sinterizar la forma de metal o cerámica con hornos especiales, como los hornos catalítico.
Secado
POM exhibe poca absorción de agua y humedad, por lo que, en comparación con otros termoplásticos, la combinación única de rigidez, resistencia y tenacidad depende poco de las condiciones ambientales, como la humedad. La absorción de agua en clima estándar es de aprox. 0.2%; a saturación después de la inmersión en agua a 23°C, es solo del 0,8% y las propiedades físicas de los componentes moldeados experimentan solo cambios mínimos. Por lo tanto, incluso cuando se usan en condiciones climáticas cambiantes, los componentes POM exhiben dimensiones y propiedades de aplicación en gran medida uniformes. Generalmente no se requiere, solo es necesario para material muy húmedo, la humedad muy alta (asociada) reduce la resistencia al calor durante el moldeo por inyección en microcomponentes, para aumentar la fluidez. Se recomienda el tratamiento en una cabina de secado al vacío para eliminar los componentes volátiles.
Contracción de procesamiento
Contracción de procesamiento 1 ÷ 3.5%, dependiendo del grosor de la pared (valores superiores para grosor de pared grande) y las condiciones de procesamiento. La contracción posterior disminuye a medida que la contracción del procesamiento aumenta. La retracción puede prevenirse recalentando.
Esterilización de poliacetales
Los acetales pueden esterilizarse con EtO, vapor y autoclave, pero se degradarán cuando se expongan a radiación de alta energía. Tanto los acetales rellenos como los no reforzados se degradan significativamente cuando se exponen a la radiación gamma. La velocidad de flujo de fusión aumenta bruscamente (cuanto mayor es el flujo de fusión, mayor es la degradación) y las propiedades físicas están entre 5% y 70% de los valores de propiedad originales.
Soldabilidad
Debido a su alta cristalinidad, los poliacetales no son típicamente adecuados para la unión con solventes. El sesquihidrato de hexafluoroacetona es uno de los pocos solventes que se pueden usar, pero requiere medidas de manejo y seguridad muy especiales. La mayoría de los adhesivos se pueden usar con acetales y también se pueden unir mediante soldadura ultrasónica.
- Fusión / fusión en caliente (Hot die/fusion): regular a buena, resistencia de la soldadura de hasta el 90% de la resistencia del material
- Gas caliente(Hot gas): Regular, 20-30% de la resistencia del material
- Inducción / electromagnética: regular a buena
- Soldadura por centrifugado (Spin welding): regular a buena, 50–70% de la resistencia del material
- Soldadura ultrasónica: campo cercano, buena; Campo lejano, de regular a bueno; Soldadura por puntos, justa; Prensado, justo a bueno
- Soldadura por vibración: buena a excelente; Difícil con la junta de corte
POM Soldadura de poliacetal
La resina acetal se puede soldadar por ultrasonidos durante montaje de ingenierías
Soldadura de alta frecuencia acetal (POM)
Las excelentes propiedades dieléctricas de POM impiden el uso de calentamiento y soldadura de alta frecuencia para este material.
Soldadura en placa caliente acetal (POM)
La soldadura por placa caliente es un método exitoso para unir los componentes moldeados por inyección de acetal independientemente del pigmento o el contenido de aditivos. Este método es particularmente adecuado para juntas que deben ser sometidas a esfuerzos mecánicos, para juntas grandes, o para componentes cuya forma particular excluye el uso de otros métodos.La temperatura de la placa caliente debe estar entre 220 y 240°C. El tiempo de calentamiento es de aproximadamente 5 a 30 s, dependiendo de la forma del componente las superficies de contacto alcanzan una distancia predeterminada entre sí (≈ 0,5 a 1,5 mm).
Soldadura por fricción acetal (POM)
Con este método, es esencial que las caras de las juntas estén rotativas, las velocidades de fricción tiene que estar entre 100 y 300 m/min a presiones de contacto de 0.2 a 0.5 N/mm2. Para obtener el maximo efecto debe ser determinado para cada componente particular; Estos varían según la geometría del componente, el tipo de unión, la construcción del dispositivo de accionamiento y el grado del material utilizado.
Remachado acetal (POM)
Para unir los componentes del acetal entre sí o con piezas hechas de otros materiales, el remachado en caliente y el remachado ultrasónico son métodos adecuados.
Remachado en caliente acetal (POM)
En el remachado en caliente, una herramienta recubierta con PTFE se lleva a una temperatura de aproximadamente 220 a 230°C. En la primera etapa, el remache se precalienta con la herramienta y en la siguiente etapa, la cabeza se forma con un herramienta fría
Pegamento adhesivo acetal (POM)
Debido a su alta resistencia a los disolventes, los sistemas adhesivos convencionales no permiten que el acetal se adhiera fácilmente a los adhesivos convencionales. Las uniones hechas con adhesivos sensibles a la presión son el único tipo posible. Para obtener enlaces de alta resistencia, las superficies deben ser tratadas previamente. Las opciones adecuadas incluyen soluciones mordientes, capas de imprimación o descarga de corona. Los enlaces obtenidos con estos sistemas adhesivos tienen fuerza suficiente para muchas aplicaciones. Después de un tratamiento previa limpieza de la superficie se pueden utilizar diferntes tipos de pegamento , como los adhesivos de contacto "policlorobutadieno con agentes de reticulación de isocianato" , adhesivos de resina bicomponente como " poliuretano/epoxi" o "caucho de nitrilo/metacrilato de resina fenólica", tambien se pueden usar "copolímeros de vinilo adhesivos termofusibles" o adhesivo polimerizable de cianoacrilato mono-componente.
POM Tratamientos
La impresión, pintura y metalización de POM también es relativamente compleja y generalmente requiere un tratamiento previo especial de los componentes para garantizar una adhesión suficiente.
Pintura
Se utilizan sistemas de capa superior convencionales y la elección del sistema depende de las propiedades de pintura requeridas, por ejemplo, resistencia a la intemperie, resistencia química, resistencia al rayado, etc.
Metalización al vacío
Por este proceso, por evaporación del metal deseado sobre el artículo es realizado bajo las condiciones habituales para este método, se puede impartir una superficie metalizada con acabado de espejo a las molduras de acetal; por supuesto, las superficies a metalizar primero se limpian y desengrasan, seguidas de un desengrasado mecánico o, preferiblemente, un grabado ácido, por supuesto, la imprimación. El tratamiento también produce resultados satisfactorios. La calidad de adhesión del metal evaporado depende principalmente de la idoneidad de la capa base.
Estampado en caliente
El estampado en caliente de molduras de acetal es un método de decoración empleado con frecuencia porque el tratamiento previo de la superficie es innecesario. Sin embargo, la superficie debe estar limpia.
POM Marcado laser
Debido a que el láser Nd: YAG es el dispositivo de marcado preferido para desarrollar marcas de alto contraste en un sustrato oscuro, el desarrollo de un grado especial de copolímero de acetal marcado con láser se usa este tipo de láser, lo cual es ideal para formulación negra marcada con láser que produzca el mayor contraste posible. Exsiten grados de copolímero de acetal que produce marcas extremadamente blancas y de alto contraste, mientras los grados negros convencionales muestran poco o ningún contraste. Esta resina combina la capacidad de marcado con láser con la estabilidad a la luz ultravioleta y puede marcarse con láser con el láser Nd: YAG para producir excelentes marcas blancas sin amarilleo causadas por el sistema estabilizador UV. El copolímero de acetal marcado con láser y estabilizado a los rayos UV cumple con todos los requisitos actuales de intemperismo interior del automóvil, incluido el requisito de exposición de 1241 kJ/m2, que es el estándar más alto en la industria. Esta resina está diseñada para usarse en componentes funcionales del interior del automóvil, como botones estéreo de cassette, palancas de liberación del capó y el maletero, o botones de control de crucero. En estas aplicaciones, las partes pueden marcarse con láser con la descripción funcional sin temor a la identificación. Frotar o como actualmente puede ocurrir con componentes impresos con tinta. En otras aplicaciones, se pueden hacer marcas decorativas, como logotipos de empresas y nombres comerciales. Un ejemplo es una placa de acabado estéreo del automóvil marcada con el logotipo del fabricante de automóviles o del fabricante del estéreo.
Notas de Ingenieria POM
- La temperatura del molde en aproximadamente tiene que ser 80-100ºC para mejorar la estabilidad dimensional de la pieza y sus propiedades.
- Generalmente no requiere presecado, todavia en algunos casos es recomendable. La temperatura de secado puede variar dependiendo del grado de acetal usualmente se seca a 80ºC
- Para evitar la post-encogimiento en artefactos de alta precisión dimensional se lleva a cabo en el acondicionamiento térmico posterior de desde 110°C a 140°C.
- Con una absorción de humedad muy baja, típicamente (0.08%), es un material ideal para aplicaciones en las que las partes entran en contacto con productos químicos o se exponen a condiciones húmedas.
Acetal Polimerización
El polioximetileno (POM-h) se obtiene por polimerización de formaldehído a apertura del enlace carbonilo C=O en la fase de gas. El polioximetileno c-POM (copolímero) se obtiene por copolimerización de formaldehído a la apertura del enlace carbonilo C=O con otros óxidos de cadena corta (el copolímero de polioximetileno reemplaza aproximadamente 1–1.5% de los grupos −CH 2O− con −CH 2CH2O−). El formaldehído se convierte en trioxano o trioxina (1,3,5-trioxano), mediante catálisis ácida (H2SO4) o con resinas de intercambio iónico ácidas ) seguido de la purificación del trioxano por destilación para eliminar el agua y el acido que no reaccionó. Otros comonómeros que se pueden usar son el dioxolano , obtenido por reacción de etilenglicol con formaldehído acuoso sobre un catalizador ácido, o se puede utilizar el óxido de etileno. Los comonómeros se polimerizan usando un catalizador ácido, generalmente boro eterato de trifluoruro. La polimerización en suspensión se hace en un disolvente no polar el dioxolano o trioxano puro. Después de la polimerización, el catalizador ácido debe desactivarse y el polímero estabilizarse por fusión o hidrólisis en solución para eliminar los grupos terminales inestables.
Polimerización copolímeros
El proceso de producción de copolímeros se divide en los siguientes pasos:
1. Oxidación de metanol a formaldehído
2. Trimerización de formaldehído a trioxano
3. Purificación de trioxano
4. Copolimerización de trioxano con acetales cíclicos
5. Eliminación de grupos terminales inestables
6. Homogeneización de los polímeros en la masa fundida; adición de auxiliares
El trioxano debe satisfacer estrictos requisitos de pureza para la posterior polimerización catiónica. La concentración de compuestos que son agentes de transferencia de cadena, como agua, metanol y ácido fórmico, debe estar por debajo de 80 ppm. La purificación final a trioxano de grado de polimerización se lleva a cabo generalmente mediante cristalización o destilación.
Métodos de montaje
- Adhesivos: Adhesivos y uniones solventes
- Sujetadores: los acetales tienen un par motor bajo y un par de falla alto y son muy adecuados para los sujetadores. Tornillos de rosca de diseño especial y tornillos de conformación de rosca a presión se recomiendan para un alto poder de retención con características de baja relajación y baja tendencia a agrietamiento por tensión. Los sujetadores también se pueden instalar por ultrasonidos
- Bisagras: bien
- Insertos: los insertos ultrasónicos son buenos, y este es el método preferido. La instalación de calor también es buena También se pueden usar insertos de bobina de presión, autorroscantes y helicoidales
- No se recomiendan los insertos moldeados porque el acetal tiene una alta tasa de contracción del material
- Ajustes de prensa: bien
- Se ajusta a presión: excelente
- Disolventes: No recomendado
- Replanteo / estampado: calor, bueno; Replanteo de aire caliente / frío, pobre. Ultrasonidos, de justos a buenos.
Proceso
En general, los materiales POM se pueden procesar con todas las tecnologías comunes utilizadas para termoplásticos, tales como moldeo por inyección, extrusión, moldeo por inyección y extrusión por soplado, y moldeo por compresión. El tratamiento previo generalmente no es necesario. Se recomienda el secado para materiales que hayan absorbido humedad. Dependiendo de la calidad del material y el tiempo de permanencia respectivo, las temperaturas de fusión no deben exceder los 220–240°C. Debido a su temperatura de fusión más baja y mayor estabilidad térmica, la ventana de procesamiento de POM-C es más amplia en comparación con POM-H. Durante el procesamiento, las campanas de escape deben instalarse inmediatamente encima de las máquinas. Las cargas térmicas excesivas y los tiempos de permanencia causan la degradación de POM bajo la formación de formaldehído gaseoso con olor picante que irrita las membranas mucosas. Además, si la boquilla está cerrada o congelada, la presión del formaldehído gaseoso en formación puede dañar la máquina. POM no es miscible con la mayoría de los otros termoplásticos. La contaminación con otros materiales, incluso en pequeñas cantidades, dará lugar a componentes no homogéneos. Se requiere especial precaución con los termoplásticos que causan descomposición, específicamente el PVC, porque incluso a bajas concentraciones pueden iniciar una reacción de degradación severa. Por lo tanto, los materiales POM incluso con rastros de contaminación por PVC no debe ser procesado. La tecnología de procesamiento más común para POM es el moldeo por inyección. El mercado ofrece una serie de grados con diferentes viscosidades que permiten el moldeo por inyección de componentes que van desde componentes extremadamente delicados hasta piezas de paredes gruesas y libres de huecos. Los grados de moldeo por inyección de flujo particularmente fácil están disponibles para partes con paredes particularmente delgadas o largas rutas de flujo. La buena fluidez y la rápida cristalización de POM lo hacen adecuado tanto para moldes de canal frío como caliente. Las temperaturas de la pared del molde deben oscilar entre aprox. 60 y 130°C. El aumento de las temperaturas de la pared del molde conduce a una mayor contracción del procesamiento y a una disminución posterior a la contracción. Por lo tanto, la temperatura de la pared del molde debe ser lo más alta posible para operaciones de moldeo por inyección de precisión con el fin de garantizar componentes moldeados dimensionalmente estables. Para la mayoría de los grados POM disponibles comercialmente, la contracción total varía entre 1 y 3%, dependiendo de la modificación con aditivos y el grosor de la pared de la parte moldeada. Se pueden hacer correcciones dimensionales más pequeñas cambiando la inyección o manteniendo la presión. Los componentes hechos de POM no modificado típicamente exhiben solo poca deformación; sin embargo, en los componentes de POM reforzados con fibra, la orientación de la fibra en la dirección del flujo provoca una mayor deformación. POM también es adecuado para moldeo por inyección de múltiples componentes, e. g., para la fabricación de compuestos rígidos / blandos. Los fabricantes de POM y elastómeros ofrecen grados especiales de elastómeros que se adhieren a POM junto con consejos de procesamiento para garantizar una buena unión de los componentes. Componentes con adhesión modificada TPS-SEBS o con elastómeros de poliuretano termoplástico (TPU) o elastómeros de poliéster termoplástico merecen especial énfasis. POM se utiliza para la extrusión de productos semiacabados (varillas, barras planas y huecas y láminas) que posteriormente pueden mecanizarse en componentes. Además de las calidades de moldeo por inyección estándar, el mercado ofrece calidades de extrusión viscosa más altas. Para operaciones de extrusión, el rango de fusión estrecho y la congelación rápida de POM debe tenerse en cuenta. Se recomiendan tasas de salida bajas para garantizar que el calor creado por la cristalización se disipe lo suficiente a pesar de la baja conductividad térmica de POM. Las velocidades de enfriamiento no uniformes en las secciones transversales del perfil crean tensiones residuales que deben compensarse mediante el revenido posterior. También es posible extruir tuberías calibradas por vacío combinadas con presión positiva interna. Para facilitar las operaciones de moldeo por extrusión y soplado, se requieren calidades POM con una resistencia a la fusión particularmente alta. Aquí son adecuados los grados de terpolímero ramificado y los grados modificados en los que un componente de mezcla proporciona una resistencia a la fusión mejorada. POM también es adecuado para operaciones de moldeo por inyección y soplado. Esta tecnología se utiliza para la producción sin desperdicios de envases que están bajo presión interna, como los envases de aerosol. La soldadura de placa caliente a temperaturas que oscilan entre 220–240°C y la soldadura por fricción son métodos particularmente adecuados para unir componentes hechos de POM. Sin embargo, la soldadura RF no es adecuada debido al bajo factor de pérdida dieléctrica de POM. Debido a su alta resistencia a los solventes, es difícil unir POM con adhesivos comunes. Para facilitar tales uniones, se requiere la activación de la superficie y la selección de adhesivos especiales.
POM aplicaciones
La alta resistencia mecánica, la rigidez y la dureza las convierten en una buena alternativa al metal si no se requiere toda la resistencia del metal, pero sí otras propiedades del plástico, baja expansión térmica y baja absorción de agua. Las aplicaciones industriales del homopolímero de acetal incluyen acoplamientos, impulsores de bomba, placas transportadoras, engranajes, ruedas dentadas y resortes. Son materiales especialmente indicados para piezas que sufren fricción y/o deslizamiento, piñones, rulinas correderas, guías. Particularmente adecuado para sustituir piezas metálicas de precisión para uso técnico, por ejemplo, engranajes, palancas, rodamientos, ruedas, rodillos, cojinetes de precisión, casquillos, piñones, ruedas dentadas de bajo módulo, engranajes, palancas levas componentes de bombas, máquinas electrónicas, maquinaria de lavabos, partes y componentes de elevadores, vcremalleras, excéntricastornillos, bobinas, bujes, cojinetes, guías, cadenas transportadoras, levas, acoplamientos, correderas, partes de válvulas y bombas, carretes, sellos, arandelas, asientos, soporte para piezas de recambio, piezas para carcasas diversas, cilindros de laminación, aristas para cojinetes, clavijas para enchufes,aisladores, piezas para amasar y agitar, juntasrodillos, levas, piezas particulares de bombas para máquinas textiles, accesorios para tubos, componentes de la bomba para agua caliente o carburante, cilindro de transmisión en pistola de clavos, carcasa de bomba de agua, rejilla para parlantes de automóviles, regaderas, cierres de cremallera, carretes para pescar y plumas para escribir, conectores y engranajes para juguetes, engranajes para lavarropas, tapas para bases de sillas, ensambles de precisión para tubos médicos, tanque de combustible, engranajes de impresoras, herramientas de mano, componentes de medidores de gas, transmisión de lavarropas, palancas de apertura de capó y tanque de combustible marcadas con LASER, engranajes de transmisión de potencia en cinturones de seguridad, ejemplos de plásticos en juguetes, botones de paneles de control. Las solicitudes para los grados aprobados por la FDA incluyen bombas de leche, espigas de café, carcasas de filtros y transportadores de alimentos. Las piezas que requieren una mayor estabilidad de soporte de carga a temperaturas elevadas, como levas, engranajes, brazos de sintonizador de TV y componentes de la parte inferior del automóvil, se moldean a partir de calidades reforzadas con fibra de vidrio. Las mezclas POM-PUR se utilizan para fabricar productos con elevada resistencia choque, tales como piñones para cadenas, partes de canales, cierres, fijaciones de esquí y bisagras integrales. Las aplicaciones automotrices Automotive de las resinas de acetal incluyen componentes del sistema de combustible y del cinturón de seguridad, columnas de dirección, soportes para ventanas y manijas. Las aplicaciones típicas de plomería que han reemplazado los componentes de latón o zinc son cabezales de ducha, llaves de bola, cartuchos de grifos y diversos accesorios. Los artículos de consumo incluyen juguetes de calidad, rociadores de jardín, piezas de casetes estéreo, cuerpos de encendedor de butano, cremalleras y componentes de la puertas y teléfono, clips, agarraderas, manijas de puertas, manivelas de ventanas, carcasas y componentes de cinturones de seguridad.
Plásticos de acetal de calidad alimentaria
copolímeros y homopolímeros de acetal (POM) están disponibles en formulaciones adecuadas para el contacto con alimentos. Estos incluyen el cumplimiento de los estándares de materiales de la FDA, USDA, NSF, Canada AG y 3-A Dairy. Si bien la mayoría de los acetales utilizados para estas aplicaciones son de color natural (blanco), existen aditivos colorantes compatibles disponibles que pueden proporcionar opciones de color. También hay plásticos de acetal con aditivos detectables de metales. Estos están hechos para las industrias de procesamiento de alimentos y envasado de alimentos. Los aditivos detectables de metales facilitan la detección de la contaminación por partículas de plástico utilizando sistemas convencionales de detección de metales.
Plásticos de acetal reforzados con vidrio y con relleno de vidrio
Otro tipo de plástico de acetal que se utiliza a veces para fabricar piezas de control de flujo es el acetal con relleno de vidrio o reforzado con vidrio. El vidrio utilizado en los plásticos de acetal reforzados con vidrio y rellenos de vidrio es en realidad fibras de vidrio cortadas. Si bien los términos relleno de vidrio y reforzado con vidrio a menudo se usan de la misma manera, en realidad existen algunas diferencias significativas entre los dos. Para los acetales rellenos de vidrio, las fibras de vidrio actúan como relleno y hacen que las piezas sean más rígidas pero no necesariamente más fuertes. Los acetales reforzados con fibra utilizan fibras de vidrio que han sido dimensionadas y tratadas químicamente para ayudarlas a adherirse al plástico acetal. El refuerzo de vidrio proporciona rigidez y resistencia.
Acetales rellenos de vidrio
- El relleno de vidrio agrega rigidez pero no resistencia
- Destinado a aplicaciones industriales generales
- Sin unión química de las fibras de vidrio con el plástico acetal
Acetales reforzados con vidrio
- Las fibras de vidrio proporcionan una alta rigidez y resistencia.
- Para piezas que requieran rigidez y resistencia elevadas o muy elevadas
- El acetal reforzado con vidrio es siempre más fuerte que el acetal relleno con vidrio
- Requiere unión química o acoplamiento de las fibras de vidrio con el plástico acetals.
Aditivos para POM
Los polioximetilenos tienen una marcada tendencia a sufrir despolimerización térmica con pérdida de formaldehído. Para evitar la despolimerización térmica, los polioximetilenos se modifican estructuralmente, siendo las dos posibilidades la acetilación para bloquear la reactividad de los grupos terminales de la copolimerización con éteres cíclicos, por ejemplo, óxido de etileno. Los poliacetales también son sensibles a la autooxidación, que invariablemente conduce a la despolimerización como resultado de la escisión de la cadena. Es muy probable que el formaldehído liberado por despolimerización se oxide a ácido fórmico, que puede catalizar una despolimerización adicional. Los sistemas estabilizadores para poliacetales se componen invariablemente de un fenol impedido con un estabilizador colateral. Los fenoles impedidos en uso son 2,2'-metilenbis- (4-metil-6-terc-butil-fenol), 1,6-hexametilenbis-3-(3,5-di-terc-butil-4-hidroxifenil)-propionato y pentaeritritil-tetraquis-3-(3,5-di-terc-butil-4-hidroxifenil)-propionato. Se ha descrito un gran número de compuestos orgánicos que contienen nitrógeno como coestabilizadores de poliacetales, por ejemplo, derivados de diciandiamida, melamina, terpoliamidas, urea e hidrazina. La eficacia de estos compuestos se basa en su capacidad para reaccionar con el formaldehído y para neutralizar los ácidos, especialmente el ácido fórmico, formados por oxidación. Además de los compuestos nitrogenados, también se utilizan sales de ácidos grasos de cadena larga (por ejemplo, estearato de calcio, ricinoleato de calcio o citrato de calcio) como aceptores de ácido. Las concentraciones prácticas son 0.1–0.5% para el antioxidante fenólico y 0.1–1.0% para el coestabilizador.
POM alto impacto
Se obtiene de ua mezclas de polioximetileno (POM)/poliésteruretano termoplástico (TPU) mediante procesamiento mecánico utilizando una extrusora de doble tornillo. El poliuretano termoplástico (TPU) como excelente elastómero posee compatibilidad con POM debido al efecto de los enlaces de hidrógeno. Como hemos visto anteriormente, el homopolímero de POM es frágil al impacto con muescas. Se mejora las propiedades de impacto mediante la mezcla de POM con varios polímeros. Por ejemplo, agregar poliuretano termoplástico (TPU) para mejorar las propiedades de impacto de POM. Las partículas de caucho o el copolímero de injerto elastomérico mejoran las propiedades de impacto. La deformación a la rotura aumenta significativamente al agregar TPU (del 7% para el homopolímero de POM al 35% para POM / TPU).
- Fuerza de alto impacto
- Alta resistencia a la fatiga, a la flexión y a la tracción
- Baja absorbencia de agua
- Buena resistencia a aceites, grasas y muchos quimicos
- La mayoría de las mezclas contienen 10-30% en peso. % de TPU
- Las mezclas tienen morfología co-continua para
- Buen rendimiento
Keyword
POM acetal, poliacetal, poliformaldehído, polièter, acetal copolímero, pom homopolímero, polyacetal, polyformaldehyde, polyester, POM copolymer, pom homopolymer, polyoxymethylene, acetal resins.
ASTM D4181-00 Clasificación estándar para materiales de moldeo y extrusión de acetal (POM)
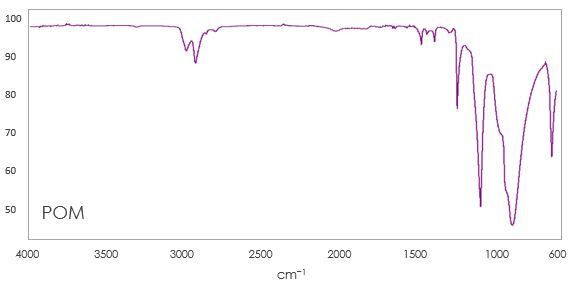
Espectrometría infrarroja por Transformadas de Fourier (FTIR)