Tecnologías > Termoplàsticos > ► Poliamidas > ► Poliamidas alifaticas

Gama de productos PA6
Se encuentra disponible una amplia gama de grados, ya que el material puede modificarse en gran medida con rellenos fibrosos o particulados, plastificantes y otros plásticos o elastómeros. El vidrio, en una de sus muchas formas, es un relleno común para las poliamidas. El vidrio es relativamente barato y su uso puede conducir a mejoras significativas en resistencia y rigidez. La resistencia al impacto del PA puede mejorarse mediante el uso de otros plásticos o elastómeros. Por ejemplo, la resistencia al impacto en seco se puede mejorar mediante el uso de aproximadamente un 15% de PE, siempre que los dos materiales plásticos estén acoplados. PA de alto impacto, es el resultado de la incorporación exitosa de un elastómero apropiado como EPDM o SBR. Para obtener resistencia al impacto a baja temperatura (-40˚C), es necesario utilizar un elastómero que tenga una temperatura de transición vítrea muy baja y que sea parcialmente compatible con el PA. Es posible obtener grados de PA retardantes de llama (FR), que no contienen halógenos ni fósforo y tienen una clasificación de V0 de 0,25 mm (0,010 in). Un fluido de silicona bien disperso puede producir un material que tiene bajas pérdidas por fricción. El uso de agentes nucleantes puede proporcionar grados de enfriamiento rápido, ya que dichos agentes mejoran la velocidad de cristalización. Aunque un PA alifático puro no absorbe la luz de longitud de onda corta, los materiales comerciales se degradan con la luz, ya que contienen grupos de impurezas y/o características estructurales que contribuyen a la degradación. Los estabilizadores de calor, como los antioxidantes fenólicos, ayudan con la estabilización de la luz, pero para obtener los mejores resultados, use un estabilizador tipo HALS. Se puede usar un antioxidante preventivo, como un fosfito, para retener el color durante el procesamiento de la masa fundida cuando se usa a un nivel de hasta 0.4%. Es un material de fácil flujo que es un poco más rígido que el PA 66. No fragua tan bruscamente. A 280˚C la viscosidad varía de 45 a 300 Pa-s, dependiendo del grado. El flujo de este material puede variar si la masa fundida está demasiado húmeda, demasiado caliente o sometida a una fuerza de cizallamiento demasiado alta. En todos estos casos de guías para los siguientes materiales, las propiedades mecánicas del componente moldeado se reducirán considerablemente en comparación con un componente que ha sido procesado correctamente. Hay una gama de grados disponibles con diferentes viscosidades. Los grados de alta viscosidad se utilizan para varillas, tubos, perfiles y películas sopladas. Los grados de viscosidad media se utilizan para películas fundidas y perfiles de paredes delgadas. Los grados de viscosidad se utilizan para el revestimiento de cables y, a menudo, se estabilizan térmicamente. Los valores de viscosidad típicos para diferentes grados son los siguientes a una velocidad de corte de 100 s-1 y una temperatura de 240°C
• Grado 2.4 de viscosidad alta 10,000 Pa-s
• Grado 2.7 de viscosidad media 1,500 Pa-s
• Grado 3.3 de viscosidad baja 200 Pa-s
Procesabilidad PA6
Transformación de las poliamidas El principal sistema de transformación es la inyección, aunque también son viables los procedimientos de extrusión, extrusión-soplado y moldeo por soplado. Se pueden soldar y pegar. El mecanizado se realiza con arranque de viruta. De la transformación se obtienen productos secos. En este estado, las poliamidas no poseen la resistencia al impacto y al desgaste que tanto se valoran en aplicaciones técnicas. Para convertirlas en material adecuado para el uso, las piezas deben dotarse del contenido de agua apropiado, equivalente al que tendrían en condiciones normales, es decir, a 23°C y a un 50% de humedad relativa, cifrado en un 3-4% para las PA 6 y PA 6.6. Este aporte de humedad se realiza mediante el proceso denominado "acondicionado". Este proceso consiste en mantener las piezas sumergidas en agua caliente, o guardarlas dentro de un ambiente muy húmedo. El acondicionado durará tanto más (en algunos casos puede ser de semanas o meses), cuanto mayor sea el espesor de pared de las piezas. La humedad es siempre absorbida por las zonas amorfas. Si la transformación se realiza de forma incorrecta (temperaturas excesivas, permanencia muy prolongada de la masa fundida en el interior de la unidad de inyección), la PA puede degradarse y formar vapores nocivos, de olor muy penetrante (amoníaco, aminas, aldehidos, etc.). Debido a los muchos grupos de amidas polares (CONH), PA 6 absorbe una gran cantidad de agua y esta característica debe recordarse siempre al manipular este material. PA6 es adecuado para todos los sistemas de transformación comunes a los termoplásticos. Como resultado de la absorción de humedad de la atmósfera o del acondicionamiento en el agua, se vuelven más tenaces y resistentes a la abrasión, y el módulo elástico disminuye. De hecho, el PA6, si se mantiene en el aire a 23°C y con una humedad relativa del 50% a la saturación, absorbe el 1.7% de la humedad, y a 23°C y con 100% de humedad relativa a la saturación, absorbe hasta 5.7 % de humedad, según norma ISO 62. La higroscopicidad de a poliamida está vinculada a la polaridad de los grupos amida. En poliamidas, de hecho, el nitrógeno unido al nitrógeno tiene una carga positiva débil, ya que el átomo de nitrógeno es mucho más electronegativo que el átomo de hidrógeno, y una vez atraído por la carga negativa de oxígeno en la molécula de agua, forma un enlace puente de hidrógeno. Es también presente el grupo carbonilo que forma enlaces débiles con el hidrógeno presente en las moléculas de agua. Por esta razón, los gránulos de nylon 6 necesitan des-humidificación antes de ser transformados. Para producir productos con excelentes propiedades físicas, mecánicas y estéticas, generalmente se requiere un contenido de humedad de menos de 0.08% (800 partes por millón o ppm) en los gránulos de poliamida 6 cargados con 30% de fibras de vidrio de partida. Tiene mejor resistencia a disolventes, grasas y detergentes que PA 66, pero su resistencia a los ácidos minerales diluidos es menor. PA 6 y PA 66 son aislantes eléctricos razonablemente buenos a bajas temperaturas y en condiciones de baja humedad. Después del procesamiento, PA 6 absorbe agua (más que PA 66), lo que provoca hinchazón y un aumento de la tenacidad (la tenacidad puede duplicarse). Al diseñar molduras de PA, se debe tener en cuenta esta absorción de humedad, ya que afecta las tolerancias dimensionales y las propiedades físicas. La velocidad y la cantidad de absorción de agua dependen del grosor de la pared, la humedad relativa y la composición del compuesto. Muchas propiedades se muestran en función del contenido de humedad. Tenga en cuenta que lo importante es la temperatura de fusión. Las temperaturas indicadas en la tabla son solo ajustes iniciales sugeridos. Compruebe todas las temperaturas con regularidad. El control preciso de la temperatura es esencial para evitar el sobrecalentamiento del polímero dentro de la matriz y para mantener una viscosidad uniforme del polímero. Un tiempo de residencia demasiado largo en el barril se mostrará mediante un cambio de color del material (se oscurece, especialmente con colores claros). Si se producen retrasos inevitables, reduzca las temperaturas a 200°C.
Temperatura del molde
La temperatura del molde es siempre un compromiso. Por un lado, la temperatura de la herramienta debe ser lo más alta posible para dar una cristalización y unas dimensiones óptimas, un acabado superficial óptimo y un rendimiento mecánico óptimo. Por otro lado, una temperatura más baja de la herramienta puede reducir significativamente el tiempo del ciclo. Para Poliamida 66 se debe mantener como mínimo 80°C, para grados reforzados se prefieren valores de 90 a 110°C.
Presión y velocidad
La presión de inyección debe ser generalmente de 70 a 100 Mpa; esto da como resultado una fuerza de sujeción mínima de la máquina de moldeo en toneladas de 0,7 veces el área de superficie proyectada en cm2. La presión de mantenimiento está generalmente en el área de 90 Mpa.
Manipulación de materiales PA6
Según lo suministrado por el fabricante, el material suele ser adecuado para su procesamiento. Si los contenedores se dejan abiertos, se producirá una rápida absorción de agua. Si el contenido de humedad es> 0,2%, las propiedades de flujo y del componente se ven afectadas y el componente a menudo mostrará signos de formación de espuma. El PA debe secarse en un horno de aire caliente bien ventilado durante 16 horas a 80°C Si el material está muy húmedo (expuesto al aire durante más de 8 horas), use la aspiradora o el secado con desecante (12 horas a 105°C). Tanto el PA 6 como el PA 66 absorberán grandes cantidades de agua, aproximadamente el 10% del agua en saturación. Sin embargo, PA 6 absorbe más agua que PA 66, en las mismas condiciones (2,5% frente a 1,5%). Por lo tanto, ambos materiales deben almacenarse cuidadosamente en un espacio limpio y seco. Debe aplicarse un sistema de almacenamiento de primero en entrar, primero en salir y los contenedores a prueba de humedad solo deben abrirse cuando sea necesario, después de que hayan alcanzado la temperatura del taller. Mantenga las tolvas y los contenedores de almacenamiento cerrados en todo momento. Es preferible utilizar secadores de tolva para eliminar cualquier problema de absorción de humedad, sin embargo, siempre se debe asegurarse de que la temperatura del secador no supere los valores indicados, de lo contrario puede producirse una decoloración del material por sobrecalentamiento y/o oxidación.
Diseño de tornillo y barril
Para nailon, se utilizan barriles con una relación L/D de al menos 20/1 y revestimientos bimetálicos. Los tornillos están diseñados con las tres zonas tradicionales (alimentación, compresión y dosificación) con un paso cuadrado. Los siguientes tamaños son para usar con una resina de película de peso molecular relativamente alto. Para un tornillo 24-D, la zona de alimentación es 10 D, la zona de compresión es 6 D y la zona de medición es 8 D. La experiencia sugiere que se puede lograr un buen rendimiento con un diseño de tornillo en el que hay una disminución continua en la profundidad del canal. desde debajo de la tolva de alimentación hasta la punta del tornillo. Los grados de PA reforzados con vidrio causan un alto desgaste, pero esto se puede minimizar mediante la implantación de iones en tornillos y cilindros o mediante el uso de tornillos con paletas Stellite.
Reprocesamiento de PA6
Cuando se recupera este material, se puede mezclar hasta un 20% con el material virgen sin un cambio serio en el flujo o las propiedades mecánicas. El material recuperado debe secarse. En general, la cantidad de triturado utilizado en un producto está relacionada con los requisitos de servicio final del componente. Los productos que estarán sujetos a altos niveles de estrés en servicio, generalmente se producen usando una cantidad mínima de triturado, mientras que otros productos menos críticos se producen a menudo usando niveles más altos. El uso de triturado puede causar problemas de alimentación intermitentes debido a la formación de puentes en la tolva. Si es posible, la recuperación debe tener lugar inmediatamente después de la producción, ya que el extruido para los siguientes materiales no habrá absorbido agua y está seco. Dry PA 6 es más frágil que el nailon que ha absorbido agua y, por tanto, es más fácil de recuperar. Para optimizar los procesos de transformación, se adicionan lubricantes externos que facilitan la circulación de la resina a través de los husillos de extrusión o inyección, el flujo por los canales de los moldes y el desmoldeo. Además de estos aditivos y de los agentes estabilizadores, nucleantes, refuerzos, etc. ya mencionados, también se añade óxido de antimonio y cloruros o bromuros orgánicos para proporcionarles mayor resistencia a la propagación de la llama. Otra característica relacionada con la formación de los puentes de hidrógeno en los grupos amida es la absorción de agua, que se produce, exclusivamente, en esos grupos que quedan en zonas amorfas, sustituyendo, así, el puente amida-amida por el de amida-agua. Se comprueba que la absorción de agua es tanto mayor, en los diferentes tipos de poliamida, cuanto mayor es el peso relativo de los grupos amida que lo constituyen y menor el grado de cristalinidad: 2% en la PA 6 y sólo 0.3-0.5% en la 12, en condiciones de equilibrio a 20°C en atmósfera controlada del 35% de humedad relativa, llegando hasta el 10% y 2%, respectivamente, después de una inmersión prolongada en un baño de agua.
Coloración PA6
Dado que el color natural del material varía desde un blanco translúcido hasta un beige translúcido, es posible una amplia gama de colores. Se obtienen colores tanto translúcidos como opacos. Las resinas PA se venden en colores compuestos y como material natural para colorear. Se pueden colorear en la máquina de moldeo por inyección mediante técnicas como coloración en seco, masterbatching y coloración líquida. La coloración interna puede ser difícil, ya que algunos pigmentos pueden introducir problemas como lixiviación, cambios en la resistencia a los rayos UV (empeorados por el dióxido de titanio), etc. Cuando se colorea en seco, la elección y el tipo de pigmento es importante. Se prefieren los óxidos metálicos inorgánicos, pero se utilizan algunos pigmentos orgánicos azules y verdes. Antes de realizar cualquier adición, consulte con el fabricante del material y / o el proveedor de colorantes. La adición de colorante seco se lleva a cabo utilizando el método de mezcla en tambor multiaxial.
Aplicaciones PA6
La mayor parte del PA se produce para aplicaciones de fibra, aunque la familia del nailon sigue siendo un tipo de material termoplástico de ingeniería (ETP) muy utilizado. PA6 tiene una amplia y uso general en el suministro de aire del automóvil, los colectores de suministro de aire, sistemas de transmisión, caja de pedales, la mecánica de engranajes, poleas, ruedas, perfiles de raíles, varillas roscadas, embragues, cadenas tensores, motores, tapas de conductos de aire para impresas por la hinchazón, contenedores de bolsas de aire, rejillas externos, tiradores de las puertas, cubiertas de rueda, espejos, electricidad y electrónica, paneles eléctricos de distribución de energía de baja tensión, conectores, conexiones industriales, bloques de terminales, el interruptor de componentes eléctricos, la industria en general, herramienta carcasas eléctricas y los componentes internos, fijaciones de esquí deportes, patines en línea, amortiguadores, ruedas de ferrocarril, camiones, diversas aplicaciones móviles, tuberías off-shore, películas de embalaje, hilatura textil. Se pueden incorporar aditivos, como fibra de vidrio o carbono, para mejorar la resistencia y la rigidez del nailon. También se utilizan cargas minerales. Se puede agregar una variedad de estabilizadores al nailon para mejorar la resistencia al calor y la hidrólisis. Los estabilizadores de luz también se agregan a menudo. Algunos estabilizadores térmicos comunes incluyen sales de cobre, ésteres de ácido fosfórico y fenil-naftilamina. En las aplicaciones de cojinetes, hay disponibles grados autolubricantes que pueden incorporar rellenos de grafito. Aunque el nailon es generalmente resistente a los impactos, a veces se incorpora caucho para mejorar las propiedades de falla. Las fibras de nailon tienden a acumular carga estática, por lo que a menudo se agregan agentes antiestáticos para alfombras y otras aplicaciones.
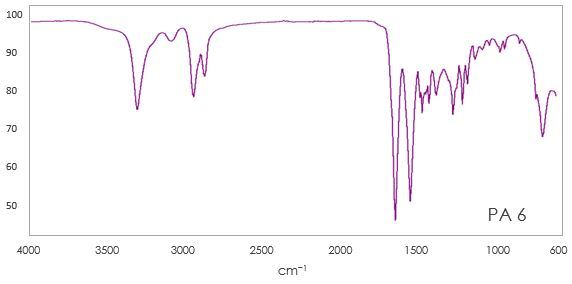
Espectrometría infrarroja por Transformadas de Fourier (FTIR)