PA
Tecnologías > Termoplàsticos > ► Poliamidas
Poliamidas aromáticas PPA
Las poliamidas aromáticas, las poliamidas totalmente aromáticas o las aramidas de forma más corta, representan poliamidas sintéticas compuestas> 85% por grupos amida (–CO-NH–) unidos directamente a dos anillos aromáticos. Estos polímeros se clasifican como materiales de alto rendimiento debido a su excelente resistencia mecánica y su alta resistencia térmica superior. La estructura de las aramidas se basa en el enlace amida aromático rígido, que es responsable de las excelentes propiedades de estos materiales. Se establecen enlaces de hidrógeno intercatenarios altamente direccionales y eficientes, dando lugar a materiales con alta tendencia a la cristalización y densidad de energía cohesiva extremadamente alta. Al mismo tiempo, también son responsables de la insolubilidad de las poliamidas totalmente aromáticas, un inconveniente que dificulta la expansión de la aplicación. Son poliamidas donde el ácido adípico ha sido reemplazado por ácido tereftálico. Con un punto de fusión de aproximadamente 315°C y una temperatura requerida para el molde de al menos 140°C, tiene excelentes características de propiedades mecánicas incluso a altas temperaturas y excelentes propiedades de resistencia química, también en el sector automotriz para líquidos anticongelantes, Varias gasolinas, aceites, líquidos de frenos, etc. Se pueden utilizar para temperaturas continuas de 150°C con picos de hasta 250-280°C. También llamado poliftalamida (PPA), del inglés polyphthalamide) poliamida, de interés comercial tenemos 2 tipos: El primero se deriva de la policondensación de ácido isoftálico y m-fenilendiamina. Tiene una gran capacidad ignífuga y se utiliza para la construcción de trajes de lucha contra incendios. El segundo se deriva de la policondensación de ácido tereftálico y p-fenilendiamina. Su principal característica es la gran resistencia a las tracciones y los impactos. Se usa en una variedad de campos, desde cuerdas para montañeros hasta chalecos antibalas. Las poliamidas aromáticas tienen una mayor resistencia a la oxidación, pero tienen una menor resistencia a la inflamabilidad. La poliftalamida PPA, es una resina termoplástica sintética de alto rendimiento de la familia de las poliamidas que se utiliza para substituir metales en aplicaciones automotrices de alta temperatura.
Procesado
Las poliamidas aromáticas comerciales se procesan en fibras discontinuas, hilo multifilamento continuo, fibras discontinuas y pulpa a partir de una solución mediante hilatura en húmedo (MPIA, ODA / PPTA y PPTA), hilatura en seco (MPIA y ODA / PPTA) e hilatura en húmedo con chorro seco (MPIA y ODA / PPTA)

Poliamidas aromáticas ramificada amorfas
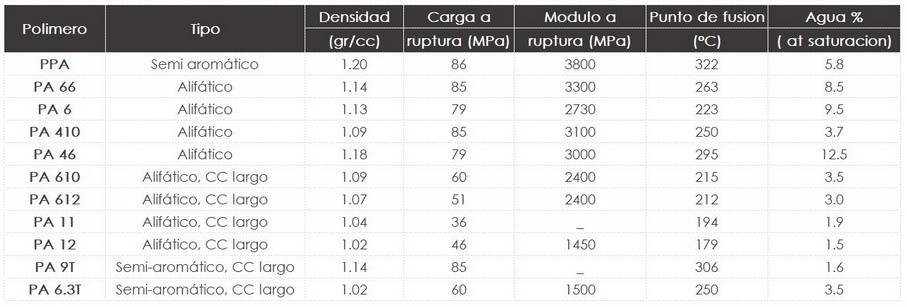
PA6.3 T es transparente con excelentes propiedades físico-mecánicas, la estructura amorfa también reduce la contracción y, en consecuencia, el alabeo.
Copoliamidas
Copoliamidas Semi-Aromáticas, Semi-Cristalinas
Las copoliamidas consisten en varios monómeros, y su selección y proporción permiten adaptar las propiedades del copolímero en un amplio rango. Con la excepción de algunas combinaciones de monómeros isomórficos con estructuras similares y una distancia comparable de los grupos funcionales (por ejemplo, ácido tereftálico y ácido adípico), la cristalinidad y el punto de fusión de los homopolímeros disminuyen con la adición de incluso pequeñas cantidades de un comonómero. La temperatura de fusión alcanza su mínimo a aprox. cantidades equimolares de los componentes hexametilendiamina/ácido adípico y caprolactama. En este punto, el grado de cristalinidad alcanza su valor más bajo (microcristalino, transparente) al igual que la resistencia química y al calor, y aumenta la solubilidad. Por lo tanto, estos copolímeros no son adecuados como materiales termoplásticos; sin embargo, en combinación con monómeros flexibles, como el ácido sebácico, pueden usarse como recubrimientos, acabados de cuero, recubrimientos de alambre o adhesivos fundidos. Entre las poliamidas de alto rendimiento podemos mencionar PAMXD6, PA46, PA4T, PA6T, PA9T, PA10T, PA6I/6T, PA6/3T, PA6I. La clasificación de las poliamidas proporciona el número de átomos de carbono en la unidad repetitiva del polímero a seguir al final del PA. Por lo tanto, el PA6 tradicional se caracteriza por 6 átomos de carbono presentes en la unidad de repetición donde también se encuentra el grupo amida que da nombre a toda la familia. Para aumentar el rendimiento, se pueden unir grupos con diferentes números de átomos de carbono (como para PA46) u otros subgrupos que no sean amida (como ácido tereftálico, T o ácido isoftálico.
Copoliamidas de bloque elastomérico (amidas de bloque de poliéter, PEBA)
La introducción de segmentos blandos flexibles en las cadenas de polímeros de poliamidas alifáticas semicristalinas crea elastómeros termoplásticos de 2 fases. Los elastómeros de poliamida basados en poliéteres (polímeros con puentes de oxígeno en la cadena) en particular han ganado importancia comercial. Estas amidas de bloque de poliéter (PEBA) contienen unidades termoplásticas “rígidas” y elastoméricas “blandas” que están conectadas por grupos amida y éster.
Cast Polyamides (PA6-C, PA12-C)
Las propiedades de las poliamidas fundidas se comparan con las de PA 6 y PA 12. policondensadas. Sin embargo, las cadenas de polímero están más ramificadas y el contenido de monómero residual puede ser mayor porque no se extraen. La rigidez puede ser mayor y el procesamiento termoplástico puede verse impedido o, en casos especiales, incluso imposible porque el comportamiento de cristalización es diferente y el peso molecular a menudo es mayor. La contracción del volumen para las poliamidas fundidas es de aprox. 15% y debe tenerse en cuenta durante el diseño del molde.
Poliamidas para moldeo por inyección de reacción (PA-RIM)
PA-RIM es, de hecho, un NBC-RIM (copolímero de bloque de nylon) que puede procesarse mediante técnicas RIM de dos componentes. Los bloques de poliéter largos (polímeros con puentes de oxígeno en sus cadenas) implementados en la cadena molecular aumentan la resistencia al impacto y disminuyen la rigidez; por lo tanto, las propiedades pueden variar entre las de PA 6 y las de un elastómero de PA. La baja viscosidad de la formulación facilita altas cargas de relleno y refuerzo. Estas resinas se utilizan, por ejemplo, para prototipos en sistemas de fundición al vacío.
Poliamidas Aromáticas, Aramidas
Por definición, en las aramidas más del 85% de los grupos amida están unidos directamente con anillos aromáticos. A diferencia de las poliamidas alifáticas y semiaromáticas, no se producen por policondensación en estado fundido, sino por reacción de los aromáticos inertes diaminas con los respectivos dicloruros de ácido dicarboxílico en disolventes polares. La poli (tereftalamida de p-fenileno) [PPTA, p-aramida] se usa exclusivamente como material de fibra y exhibe la mayor resistencia específica de todas las fibras comerciales.
La velocidad de cristalización de las poliamidas es muy importante a nivel de la aplicación y, aunque generalmente es bastante alta, a menudo es necesario aumentarla aún más mediante el uso de agentes de nucleación. La velocidad de cristalización también es inversamente proporcional al peso molecular siguiendo la regla general de todos los polímeros semicristalinos. El enfriamiento rápido del polímero fundido, como los que ocurren en la mayoría de las transformaciones (moldeado y extrusión son ejemplos típicos), bloquean el proceso de crecimiento de las esferulitas a un nivel que depende del tipo de poliamida y obviamente de la velocidad de enfriamiento. Este hecho crea problemas en los casos en que el producto obtenido por enfriamiento rápido no se relaja lo suficiente y en el caso de las poliamidas 6 y 66 la reabsorción de humedad, la reducción del punto de transición vítrea, crea problemas de post-cristalización de ninguna manera despreciable y que debe tenerse en cuenta. Sobre todo, la absorción de agua genera cambios notables también de las características mecánicas y una expansión de la pieza que va en la dirección opuesta a la cristalización secundaria, también entre otras cosas favorecida por la absorción de agua, lo que hace que el problema sea aún más complejo.
Poliamida peso molecular
Las poliamidas en general no varían su peso molecular en un rango muy amplio como puede suceder para los polímeros de poliadición o de polimerización aniónica coordinada, en particular para poliolefinas y derivados. El rango de pesos moleculares, previsto como promedios numéricos - promedio de Mn - varía desde un mínimo de 15000 hasta un máximo de 60000. Los pesos moleculares más bajos no son extruibles en el estado fundido continuamente, mientras que para los pesos moleculares superiores a 60,000 son limitaciones debido a la necesidad de trabajar con contenidos de agua tan bajos que no son fácilmente alcanzables o, si lo fueran, a valores que son difíciles de mantener (H20 <100 ppm). En cuanto a las características mecánicas podemos decir que el aumento en el peso molecular conduce a un aumento en la resistencia al impacto del material y lo hace adecuado para ciertas aplicaciones para las cuales la resiliencia es un factor importante.
Poliamidas reforzadas
Las bases utilizadas para obtener poliamidas reforzadas, contrariamente a lo que se ha dicho anteriormente, es preferible que estén sin terminar. De hecho, se ha demostrado que las características mecánicas y especialmente la resistencia al impacto están influenciadas por la terminación. La explicación de este comportamiento se puede encontrar quizás en el hecho de que los grupos amino terminales podrían reaccionar con los grupos básicos de la fibra de vidrio aumentando el rizado del polímero a la fibra misma. Además, los procesos de degradación mecano-químicas y de calor que puede tener lugar en extrusoras doble tornillos , que también se desplazan a bastante alto número de revoluciones, se pueden compensar por el aumento de la viscosidad polímero no terminado, al menos en la zona anterior a la entrada de la fibra vidrio; de hecho, una vez que los grupos amino terminales han reaccionado con la fibra, la condensación posterior al polímero se bloquea o ralentiza considerablemente. Las propiedades físicas de los plásticos reforzados con fibras, en general, y de la poliamida, en particular, no están basados en otras propiedades que las de sus componentes, fibra y matriz. Especialmente importante es la sintonía entre los dos constituyentes, principalmente en la unión fibra-matriz y en la transmisión de esfuerzos mecánicos entre ambos. Sin una buena adhesión entre dichos componentes no puede alcanzarse ningún reforzamiento del conjunto. Para buscar la mejora de la unión entre la fibra y la matriz se realiza un recubrimiento superficial sobre la fibra que potencia el nexo entre ambos constituyentes. El mejorante de unión aplicado a las fibras de vidrio se denomina "apresto". La composición química del recubrimiento actúa en dos vertientes, por un lado actúa como protección de la superficie de la fibra durante su manipulación y, por otro, se constituye una capa adhesiva con capacidad de reaccionar químicamente tanto con la fibra como con la matriz. La operación denominada ensimaje o sizing se realiza empleando uno o más grupos funcionales silanos. Estas sustancias cubren la fibra y la dotan de un recubrimiento de entre 5 y 20 nm de espesor. Los agentes adhesivos de silano orgánico tienen la fórmula química R — SiX3.
Propiedades térmicas
Las propiedades de la Poliamidas están relacionadas con la presencia del grupo amida en la cadena que permite la formación de fuertes enlaces de hidrógeno intercadenado. Las temperaturas de fusión de las PA varían de acuerdo con su estructura molecular, dentro de un rango de temperatura muy alto (de 178°C para PA12 a aproximadamente 295°C para PA parcialmente aromático, hasta valores superiores a 500°C para PA completamente aromático.
Poliamida humedad
El aspecto negativo, en cuanto a la resistencia mecánica, se debe al hecho de que las poliamidas con una mayor concentración de grupos amino de cadena tienden a absorber más agua. Esto implica una disminución en las características mecánicas a nivel de tracción debido a que el agua, un dipolo altamente efectivo, que se interpone entre los enlaces de hidrógeno hace que las cadenas se deslicen más y por lo tanto reduce la temperatura de transición vítrea del material. Las poliamidas con una relación CH2/CONH más baja son aquellas que absorben más agua y, por lo tanto, variarán más sus características mecánicas mediante el acondicionamiento. Es muy importante tener en cuenta su nivel de humedad al convertir poliamidas. Esta información es fundamental desde el punto de vista del fabricante del material y del usuario, tan fundamental que se considera elemento adquirido y también la forma de envasar estos materiales es tal que garantiza el mantenimiento del contenido de humedad original durante muchos meses. Esta extrema sensibilidad al contenido de agua se debe al hecho de que un contenido de agua mayor que la solubilidad de este último en el polímero fundido crearía varios problemas durante el proceso.
Propiedades químicas
En cuanto a las propiedades químicas, la característica más interesante de los componentes fabricados a partir de PA es que resisten a la fisuración en presencias de disolventes y de otros reactivos agresivos. Ello se debe a la existencia de numerosos puentes de hidrógeno, que deben destruirse o ser sustituidos en los procesos de ataque químico o de disolución. Las PA son, en general, atacadas por los ácidos inorgánicos fuertes (sulfúrico concentrado, clorhídrico, tricloroacético), que ceden protones al nitrógeno del grupo amida, destruyendo el puente de hidrógeno. Asimismo, las PA son atacadas por los oxidantes y, muy especialmente, por las soluciones acuosas de ZnCl2, FeCl3 y CaCl2. Las PA alifáticas son incompatibles con el ácido fórmico concentrado, el formaldehido, los alcoholes, los fenoles y sus derivados. Sin embargo, resisten bien la acción de la acetona, y a los hidrocarburos saturados y aromáticos, incluso cuando están sometidos a tensiones. Por otro lado, la PA es muy permeable al vapor de agua, pero es impermeable a otros gases como el O2, N2, CO2, y H2.

Absorción de humedad
Cuanto mayor sea la proporción entre la proporción de grupos CH2 y CONH, menor será la absorción de PA 12, mejor. Aumenta la cristalinidad (normalmente entre 10% y 60%) disminuye absorción porque solo la parte amorfa absorbe el agua. El PA66 es más rígido que el PA 6 en estado condicionado debido a la menor absorción de agua, mientras que el PA 6 siempre tiene una mejor resistencia al impacto porque el agua actúa como plastificante. PA66 funciona mejor que PA6 para temperaturas superiores a 120°C. Las estabilizaciones específicas para la resistencia a la hidrólisis mejoran aún más el rendimiento del PA66.
Estabilización térmica de poliamidas
La degradación de los nylons debido al procesamiento y al envejecimiento provoca decoloración y pérdida de propiedades mecánicas, aunque no a la misma velocidad. Por ejemplo, el amarillamiento ya se observa después de cortos períodos de envejecimiento del horno a 165 ° C, pero la resistencia a la tracción y el alargamiento apenas se ven afectados durante el mismo período de tiempo. La decoloración de las poliamidas durante el procesamiento puede suprimirse en cierta medida mediante la adición de fosfatos, por ejemplo, tris- (2,4-di-terc-butil-fenil) -fosfito, en concentraciones de 0.2% -0.4%. La estabilización de los nylon es principalmente una cuestión de estabilización a largo plazo. Se han conocido tres grupos principales de estabilizadores: sales de cobre, especialmente en combinación con compuestos de halógeno y / o fósforo (por ejemplo, acetato de cobre - yoduro de potasio / ácido fosfórico), aminas aromáticas (por ejemplo, N, N′-dinaftil-p-fenilendiamina o N-fenil-N'-ciclohexil-p-fenilendiamina) y fenoles impedidos. Los sistemas de halógeno de cobre son efectivos en concentraciones muy bajas (10–50 ppm de cobre; aproximadamente 1000 ppm de halógeno), aunque se extraen con bastante facilidad con agua y causan decoloración del sustrato. Junto a los sistemas de halógeno de cobre, las aminas aromáticas son los estabilizadores más efectivos. Se usan en concentraciones bastante altas, de 0.5 a 2%. Sin embargo, dado que tienen propiedades fuertemente decolorantes, se utilizan principalmente para artículos técnicos, que toleran la decoloración. Los fenoles impedidos no muestran las desventajas mencionadas anteriormente. Son los estabilizadores de elección siempre que una buena estabilidad a la oxidación tenga que combinarse con una buena estabilidad del color y, posiblemente, la aprobación de alimentos del artículo final. Los fenoles impedidos más importantes en uso son los siguientes: N, N′-hexametilenbis-3- (3,5-di-terc-butil-4-hidroxifenil)-propionamida, 1,1,3-tris-(5-terc -butil-4-hidroxi-2-metilfenilbutano, 1,3,5-tris-(3,5-di-terc-butil-4-hidroxibencil)-mesitileno y BHT. Los antioxidantes se pueden agregar ya durante la policondensación, concentración normal que varía de 0.3 a 0.7%.
Estabilizador de luz para poliamidas
La absorción de poliamidas alifáticas en la región de la luz solar de longitud de onda corta se atribuye en gran medida a la presencia de impurezas. La escisión directa de la cadena a longitudes de onda inferiores a 300 nm y la oxidación fotosensibilizada por encima de 300 nm se han considerado hace mucho tiempo como responsables de la fotooxidación. Los antioxidantes utilizados en las poliamidas a menudo también confieren una buena estabilidad a la luz. Sin embargo, se obtiene un rendimiento mejorado con la combinación de un antioxidante con un estabilizador de la luz. Las aminas estéricamente impedidas son significativamente superiores. Por ejemplo, las muestras de poliamida moldeada estabilizadas con HALS (0.5%) exhiben aproximadamente el doble de estabilidad a la luz de las muestras estabilizadas con un antioxidante fenólico (0.5%) o combinación de este último con un absorbente de UV (0.5%).
Resinas de nylon marcables con láser
Nylon 6,6 puede modificarse para lograr marcas blancas de alto contraste en un sustrato negro. Estos grados pueden incluir una o más combinaciones de modificadores, incluidos estabilizadores de calor, modificadores de impacto, refuerzo de vidrio o cargas minerales. Sin embargo, una regla general es que a medida que aumenta la cantidad de modificador, menor es el contraste logrado en la marca resultante. Por ejemplo, un nylon que contiene 13% de vidrio logrará marcas de contraste más altas (marcas más blancas) en comparación con un producto reforzado con vidrio de 43%. El nylon estabilizado a los rayos UV para interiores de automóviles también se puede personalizar para que sea marcado con láser. Las aplicaciones para nylon marcado con láser incluyen tallos de señal de giro, carcasas de herramientas y varias partes debajo del capó donde se requiere la marca para soportar condiciones ambientales adversas.
Hay una serie de propiedades en las que los termoplásticos presentan una desventaja en comparación con los metales. Estos incluyen:
- Baja rigidez y resistencia a la tracción
- Inestabilidad dimensional debido a un coeficiente de expansión de alta temperatura y una alta absorción de agua
- Baja resistencia al impacto a la fractura
- Baja temperatura máxima de servicio
- Baja resistencia a la fluencia
- Baja dureza y resistencia al rayado
Poliamidas rellenas de vidrio
En un intento por minimizar estas desventajas, se han introducido con éxito variedades rellenas de vidrio de varios termoplásticos. De estos, los nylons rellenos de vidrio forman el grupo más importante y estos, a su vez, pueden subdividirse en grados rellenos de fibra de vidrio y variedades rellenas de perlas de vidrio. Los tipos rellenos de fibra de vidrio se pueden obtener de dos formas. Una ruta (el proceso de 'vidrio largo') implica pasar tramos continuos de fibra de vidrio (como mechas) a través de un polímero fundido o solución para producir una hebra reforzada con vidrio que se corta en gránulos de aproximadamente 0,3 cm (una pulgada) de diámetro 0,6-1,2 cm pellets. La ruta alternativa implica mezclar una mezcla de resina y fibras de vidrio de aproximadamente 0,6 cm (una pulgada) de longitud en una extrusora. Se utiliza de un 20% a un 40% de vidrio, generalmente de grado eléctrico (grado E) y con un diámetro de aproximadamente 0,001 cm. Antes de mezclar con el nailon, las fibras de vidrio a menudo se tratan con un lubricante para mejorar el manejo mecánico de la mecha, un agente de acoplamiento como un silano para mejorar la unión resina-vidrio y algo de resina de poli (acetato de vinilo) para mantener los filamentos juntos como una hebra. Tal refuerzo conduce a un aumento sustancial en la resistencia a la tracción, módulo, dureza, resistencia a la fluencia, temperatura de deflexión ASTM bajo carga y un coeficiente de expansión considerablemente reducido. Las medias de nailon de fibra de vidrio tienen una resistencia a la fluencia al menos tres veces mayor que los polímeros sin relleno. En el caso de la resistencia al impacto, la situación es compleja, ya que las medias de nailon sin relleno tienden a romperse mostrando una fractura tenaz, mientras que los polímeros rellenos se rompen con una fractura frágil. Por otro lado, los polímeros rellenos de vidrio son menos sensibles a las muescas y, en algunas pruebas y condiciones de servicio, las medias de nailon rellenas de vidrio pueden resultar más satisfactorias. Al igual que con otros polímeros cristalinos, la incorporación de fibras de vidrio reduce el espacio entre las temperaturas de deflexión por calor y el punto de fusión cristalino. Si bien la mayoría de las poliamidas reforzadas con fibra de vidrio han sido del tipo de vidrio corto, ha habido un reciente resurgimiento del interés por los tipos de vidrio largo. Las medias de nylon llenas de perlas de vidrio también se introdujeron a fines de la década de 1960. Los grados rellenos con un 40% de esferas de vidrio tienen una resistencia a la compresión unas ocho veces mayor que los de nailon sin relleno, además de mostrar una buena mejora en la temperatura de distorsión por calor, la resistencia a la tracción y el módulo. En comparación con la fibra de vidrio, los grados rellenos son fáciles de procesar, con baja viscosidad de fusión, contracción uniforme y predecible y deformación mínima. También son más isotrópicos en sus propiedades mecánicas. Tanto las fibras como los rellenos de esfera tienden a mejorar las características de autoextinción.
Los PA se utilizan en muchas aplicaciones diferentes en la industria automotriz
- aire / combustible / aceite ( colectores de admisión de aire (PA 6), conductos de aire y tapas del enfriador del aire de carga (PA 6, PA 46 y PPA), componentes de la válvula de recirculación de gases de escape (EGR) (PA 46), líneas de combustible (PA 11 y PA 12), filtros de aceite y cárteres de aceite (PA 6 y PA 66))
- refrigeración (componentes del radiador (PA 66))
- tren de fuerza (sistema de sincronización y componentes de transmisión de accesorios de la parte delantera (PA 46 y PA 66), jaulas de cojinetes de alternador y transmisión (PA 66 y PA 46) y piezas de amortiguador de torsión mecánico (PA 46))
- motor (cubiertas estéticas bajo el capó y cubiertas de polea (PA 6))
- Auto E&E (conectores, sensores, interruptores, componentes de motores eléctricos, engranajes (PA 66, PA 46 y PPA) y cajas de fusibles (PA 6))
- restricción de seguridad (contenedores de bolsas de aire (PA 6))
- interior / exterior (cajas de pedales y pedales (PA 6 y PA 66), componentes del asiento (PA 6), soportes de retrovisores y manijas de las puertas (PA 6))
- carrocería / chasis / estructura (refuerzos e inserciones estructurales (PA 6), tapones de carrocería (PA 6), módulos frontales (PA 6), vigas de transmisión y refuerzos de parachoques inferiores (PA 6 y PA 66), soportes del motor y par varillas (PA 6 y PA 66)).
Las principales razones para elegir un PA radican en el área de alta temperatura y resistencia química para el tren de fuerza y las piezas debajo del capó, excelente comportamiento de desgaste y fricción para engranajes y jaulas de cojinetes y tensores de cadena , buenos niveles de tenacidad para los relacionados con la seguridad. partes, buena soldabilidad para los colectores de entrada de aire y apariencia mejorada de la superficie para cubiertas debajo del capó y partes interiores o exteriores. El PA 6 se selecciona principalmente por su buena resistencia al envejecimiento por calor, apariencia superficial y tenacidad; PA 66 es el material de elección para aplicaciones expuestas a agua / glicol y PPA en caso de que se necesite una resistencia química muy alta. El PA 46 supera a los demás PA especialmente en lo que respecta al comportamiento frente a la abrasión , la fricción y la fatiga, lo que lo hace ideal para aplicaciones como engranajes, jaulas de rodamientos y tensores de cadena.
Aplicación de poliamidas en automotriz
En la industria automotriz, existen algunas Poliamidas que se utilizan como PA 6, PA 6, 6, PA 4, 6, PA 12 y PA 6, 12. Estas se utilizan todas en diferentes áreas de la automoción.
Toma de aire
Air intake. Hubo un tiempo en que la toma de aire de los automóviles estaba hecha de metales. Pero hoy, cuando se usa PA 6, no solo reduce el peso sino que también aumenta la eficiencia del combustible. Recientemente, los grados PA 4, 6 y PA 6, 6 también se utilizan para la toma de aire de automóviles, lo que también reduce el costo productivo.
Tapas de motor y tapas de válvulas basculantes
PA 6 se utiliza de nuevo para tapas de motor y también para tapas de válvulas basculantes. PA 6 permite un alto flujo de presión y también es excelente para proporcionar un mayor aspecto de la superficie. Además, PA 6 es muy rígido y resistente para mantenerse en forma de cubiertas.
Contenedores de bolsas de aire
Debido a su rigidez y capacidad para soportar altas temperaturas, el PA 6 también se usa en bolsas de aire.
Tren motriz del coche
Aquí se debe utilizar una sustancia que sea resistente a cualquier desgaste y proporcione un mejor rendimiento cada vez. En este caso, PA 4, 6 es la mejor solución.
Sistema de refrigeración
PA 6, 6 se utiliza en sistemas de refrigeración. También se utiliza en biseles de faros.
Partes exteriores
Las partes exteriores del automóvil ahora también están hechas de poliamidas. PA 6, nuevamente debido a su rigidez, se utiliza en espejos, rejillas, manijas, tapas, tapas, molduras y cubiertas de ruedas.
Otras partes
PA 12 se usa a menudo para líneas de combustible. Del mismo modo, para las líneas de embrague hidráulico, PA 6, 12 se utiliza mucho. Las poliamidas son una opción superior para aplicaciones automotrices y muchas otras aplicaciones en estos días porque se considera que son de mayor naturaleza y rendimiento que los plásticos. Además, estos se pueden reciclar y reutilizar salvando el medio ambiente.
PA6-6 y PA6 comprenden más del 90% de las poliamidas en el mercado, solo pequeñas cantidades de poliamida 6-9, 6-10, 6-12, 11, 12, 12-12 y 4-6 son producidas como materiales especiales, estos tipos de poliamidas con mayor número de grupos metileno que PA6 y P A6-6 tienen mayor resistencia a la humedad, mayor estabilidad dimensional y mejores propiedades eléctricas, pero el grado de cristalinidad, la temperatura de fusión y las propiedades mecánicas son más bajas respecto a las de PA6, especialmente las poliamidas sintetizadas por la dimerización de ácidos grasos que se utilizan en pegamentos tipo hot-melt y como agentes de entrecruzamiento para resinas epóxicas.
ASTM D4066 - 13 (2019) Sistema de clasificación estándar para materiales de inyección y extrusión de nylon (PA)
Métodos de procesamiento
Para convertir los polímeros brutos en productos finales con la forma deseada, se utilizan distintos métodos de procesamiento. Esta transformación se suele realizar fuera de las instalaciones de producción de granulado de polímero. El procesamiento es, básicamente, un proceso de transformación física que se consigue con distintas tecnologías, como por ejemplo:
- extrusión: para tuberías, perfiles, láminas y aislamiento de cables;
- moldeo por inyección: para productos de formas distintas y, con frecuencia, muy complejas, como piezas de máquinas, enchufes eléctricos y utensilios médicos, como jeringuillas; termoplásticos y termoestables;
- moldeo por soplado: para botellas, contenedores y películas;
- moldeo por rotación: para grandes estructuras;
- pultrusión: para barras, tubos, etc.;
- película colada: para termoplásticos;
- revestimiento: para capas delgadas
- hilado: para fibras;
Aditivos para poliamidas
La degradación de los nylons debido al procesamiento y al envejecimiento provoca decoloración y pérdida de propiedades mecánicas, aunque no al mismo ritmo. Por ejemplo, el amarillamiento ya se observa después de cortos períodos de envejecimiento en horno a 165°C, pero la resistencia a la tracción y el alargamiento apenas se ven afectados durante el mismo período de tiempo. La decoloración de las poliamidas durante el procesamiento puede suprimirse hasta cierto punto mediante la adición de fosfatos, por ejemplo, tris- (2,4-di-terc-butil-fenil) -fosfito, en concentraciones de 0,2% a 0,4%. La estabilización de las medias de nailon es principalmente una cuestión de estabilización a largo plazo. Se conocen tres grupos principales de estabilizadores: (1) sales de cobre, especialmente en combinación con compuestos de halógeno y / o fósforo (p. Ej., Acetato de cobre, yoduro de potasio / ácido fosfórico), (2) aminas aromáticas (p. Ej., N,N′- dinaftil-p-fenilendiamina o N-fenil-N'-ciclohexil-p-fenilendiamina) y (3) fenoles impedidos. Los sistemas de cobre-halógeno son eficaces en concentraciones muy bajas (10 a 50 ppm de cobre; aproximadamente 1000 ppm de halógeno), aunque se extraen con bastante facilidad con agua y provocan la decoloración del sustrato. Junto a los sistemas de cobre-halógeno, las aminas aromáticas son los estabilizadores más eficaces. Se utilizan en concentraciones bastante elevadas, del 0,5 al 2%. Sin embargo, dado que tienen fuertes propiedades de decoloración, se utilizan principalmente para artículos técnicos, que toleran la decoloración. Los fenoles impedidos no muestran las desventajas mencionadas anteriormente. Son los estabilizadores de elección siempre que una buena estabilidad a la oxidación deba ir acompañada de una buena estabilidad del color y, posiblemente, la aprobación alimentaria del artículo final. Los fenoles impedidos más importantes en uso son los siguientes: N, N'-hexametilenbis-3- (3,5-di-terc-butil-4-hidroxifenil) -propionamida, 1,1,3-tris- (5-terc. -butil-4-hidroxi-2-metilfenilbutano, 1,3,5-tris- (3,5-di-terc-butil-4-hidroxibencil) -mesitileno y BHT. Los antioxidantes ya se pueden añadir durante la policondensación, concentración normal que varía de 0.3 a 0.7%.
Nylons reforzados con minerales
Descripción Hay muchas variedades de nailon 6/6 y nailon 6 reforzados con minerales en el mercado, de varios proveedores. Se diferencian en el tipo de mineral utilizado y el porcentaje del mineral. Algunos también tienen refuerzo de fibra de vidrio, otros tienen agentes endurecedores, estabilizadores, etc., cada uno diseñado para propiedades de uso final bastante específicas. De nuevo, surge un problema en cuanto a cuál incluir en las comparaciones y clasificación, y se ha seleccionado arbitrariamente un nailon 6/6 relleno de mineral al 40% para ese propósito. La composición de nailon 6/6 reforzado con un 40% de minerales se ve reforzada por la adición del mineral, no solo por relleno; es decir, existe un enlace químico entre el nailon y las partículas minerales, mejorando así las tensiones y la rigidez sobre las de la resina base. Aunque el ejemplo considerado aquí es más rígido que la resina base, no es tan rígido como los compuestos reforzados con vidrio al 30 al 33%. Propiedades Algunas de las mejoras de propiedades importantes de los nylons reforzados con minerales sobre los nylons no reforzados son: Mayor resistencia a la tracción (pero menor que el nailon reforzado con vidrio) Mayor rigidez Mejor estabilidad dimensional Ciclo de moldeado mejorado Usos finales Básicamente, los nylons reforzados con minerales se han desarrollado para proporcionar una resina con las buenas propiedades intrínsecas del polímero de nailon, pero con mayor rigidez, estabilidad dimensional, baja deformación y retención de propiedades a temperaturas elevadas. Las medias de nailon reforzadas con vidrio proporcionan mayor rigidez, tracción, etc., como ya se ha señalado; pero se deforman más que las resinas rellenas de minerales y son más caras. Debido a que la deformación suele ser aceptable y la superficie de las piezas moldeadas es muy buena, las medias de nailon reforzadas con minerales encuentran muchos usos en los que se trata de un área de superficie bastante grande, como algunos de los paneles de carrocería de automóviles más pequeños. También se utiliza en piezas de motores, como carburadores, bombas de combustible y cubiertas de ventiladores, y en elementos como manijas de hardware, carretes de computadora y piezas de electrodomésticos. Consideraciones especiales Como es el caso de las resinas reforzadas con vidrio, el nailon reforzado con minerales absorbe menos humedad que el polímero base, con un efecto menos directo sobre las ataduras. Tiene esencialmente la misma resistencia (o falta de ella) a las condiciones químicas u otras condiciones ambientales que la resina base. Aplicaciones típicas La figura 10.12 ilustra el uso de un nailon 6/6 relleno de mineral en carburadores. El material fue seleccionado por su estabilidad dimensional y resistencia a la deformación, así como por su resistencia a la gasolina y al gasohol. Anteriormente en metal, el cambio se hizo a plástico para reducir el peso. La resina reforzada con minerales se seleccionó para proporcionar piezas resistentes, rígidas, sin deformaciones y dimensionalmente estables.
Nylon endurecido alto impacto
Las composiciones de nailon endurecido generalmente contienen un agente endurecedor similar al elastomérico en una matriz de polímero base. Bastante nuevo en la familia de plásticos de ingeniería, su dureza inusual ha ampliado el horizonte de los plásticos y los ha convertido en resinas únicas dignas de consideración por separado. Varios proveedores proporcionan medias de nailon endurecidas, pero existen diferencias entre las resinas que hacen que sea poco práctico tratarlas en general. Por esta razón, el nailon 6/6 de alto impacto se utiliza como modelo en esta discusión.
Propiedades
La extraordinaria dureza de nailon 6/6 de alto impacto es, por supuesto, su propiedad más digna de mención. Además de la tenacidad, tiene: Ciclos de moldeo rápidos Buena superficie y colorabilidad Buenas tensiones Resistencia excepcional a la iniciación y propagación de grietas Inusual para los polímeros, el nailon endurecido tiene una resistencia excepcional tanto a la iniciación de grietas como a la propagación de grietas, incluso con bajo contenido de humedad e independientemente de radio de la muesca.
Otros aspectos
Las poliamidas se degradan lentamente a la luz del sol con la evolución de ácidos orgánicos, aldehídos y óxidos de carbono. Estos se asimilan con otros productos de descomposición natural. La resistencia al ataque de bacterias y hongos hace que su descomposición sea muy lenta cuando se entierra en el suelo. Los nailon normalmente son inertes, no se filtran y se compactan bien en los rellenos sanitarios, por lo que no representan ningún peligro para el agua subterránea. La incineración normal en aire a 800°C produce los mismos productos gaseosos que los materiales proteínicos naturales como la lana, la seda, el cabello y el cuero, es decir, principalmente dióxido de carbono y monóxido de carbono con pequeñas cantidades de amoníaco y cianuro de hidrógeno. La seda genera más de estos productos que el PA 66 en las condiciones de incineración indicadas. La mayoría de las poliamidas son biológicamente inertes y no presentan problemas toxicológicos excepto, posiblemente, en el caso de aditivos o algunos fragmentos de bajo peso molecular. Se ha informado que el monómero de caprolactama es un veneno convulsivo en dosis suficientes, aunque el ácido aminocaproico no lo es. El mismo comentario es aplicable a la situación dermatológica: no hay problema con el polímero pero precaución con respecto a los aditivos y la caprolactama. Las poliamidas se han utilizado ampliamente como material de sutura y muchas están aprobadas para uso alimentario. También se ha investigado el uso de fibra de madera como agente de refuerzo ligero en poliamidas que proviene de un recurso renovable y no deja cenizas tras la incineración. Las poliamidas pueden contribuir a reducir las emisiones y el consumo de combustible cuando reemplazan metales más pesados en aplicaciones automotrices y pueden reemplazar metales tóxicos en ciertas aplicaciones.
Usos finales
Uno de los primeros en aprovechar la resistencia al impacto del nailon endurecido fue la industria del equipamiento deportivo. Algunos equipos deportivos que se benefician de las propiedades de alto impacto del nailon endurecido incluyen patines de ruedas, patines de hielo, raquetas, ruedas de bicicleta (reforzadas con vidrio) y botas y fijaciones de esquí. Las carcasas de herramientas eléctricas de prueba industrial son naturales para la resina resistente, al igual que los esparcidores de fertilizantes industriales y otra maquinaria agrícola. Los usos automotrices de las resinas endurecidas incluyen ventiladores de radiador, cubiertas de enganches de remolque y partes de la carrocería debajo del automóvil sujetas a grava, etc. Consideraciones especiales Las medias de nailon endurecidas no tienen el mismo grado de rigidez o resistencia a la fluencia que la base 6/6 polímero, ni tampoco las tensiones. Están sujetos esencialmente a las mismas consideraciones químicas y medioambientales. Debido a la similitud del endurecido 6 y 6/6, hay muchas aplicaciones en las que se puede utilizar cualquiera de los dos. Sin embargo, la rigidez, la tracción y el límite elástico del nailon 6 son inferiores a estas propiedades en 6/6; por lo que hay áreas donde 6 pierde la carrera competitiva a 6/6. Por ejemplo, hay algunas aplicaciones bajo el capó donde se prefiere 6/6 debido a sus propiedades de distorsión de calor más altas; mientras que en algunos tipos de engranajes, cojinetes, acoplamientos, etc., se puede usar o incluso preferir el tipo 6. Debido a su tendencia a absorber más humedad que el nailon 6/6, el nailon 6 requiere aún más cuidado durante el diseño de la pieza para permitir los cambios dimensionales de la pieza moldeada, así como la rigidez y el límite elástico algo más bajos. Dado que los nailon 6 y 6/6 son muy similares químicamente, el nailon 6 está sujeto a la misma consideración especial que el 6/6; es decir, la exposición a ciertos agentes como algunas soluciones salinas y ácidos fuertes puede ocasionar problemas, y es necesario realizar pruebas preliminares en dichos entornos. Se requería que el nailon endurecido resistiera la rotura en incidentes normales relacionados con el trabajo agrícola. También es lo suficientemente flexible como para acoplarse suavemente con una capucha irregular, la resistencia a la fluencia para permanecer atornillado en tal posición y la resistencia a los solventes y químicos usados en la agricultura.
Usos
Los nailon se utilizan de muchas y diversas formas. Se encuentran en electrodomésticos, equipos comerciales, productos de consumo, dispositivos eléctricos/electrónicos, muebles, ferretería, industrial/maquinaria, empaques y automóviles y camiones. La industria automotriz y de camiones es el mayor mercado de nailon. El buen desempeño del nailon a altas temperaturas y presiones, así como su resistencia química y compatibilidad con muchos fluidos automotrices, junto con la flexibilidad de diseño disponible con los plásticos, allanaron el camino para la adopción de poliamidas en muchas aplicaciones debajo del capó. La introducción de versiones de nailon de alto rendimiento reforzadas con minerales y fibra de vidrio aumentó en gran medida la capacidad de personalizar las propiedades de los componentes individuales del motor. Cuando las regulaciones gubernamentales exigieron que los fabricantes de automóviles instalaran dispositivos de control de la contaminación, los diseñadores recurrieron a estos materiales probados para los componentes críticos de control del sistema de aire y combustible debido al rendimiento del polímero y la relativa facilidad de fabricación de las piezas. El uso de nailon en el compartimiento del motor reduce el peso, lo que puede mejorar la eficiencia del combustible sin sacrificar el rendimiento del motor. Los desarrollos clave se iniciaron en Europa, donde los automóviles más pequeños, los costos más altos de gasolina y los mandatos de control de emisiones impulsaron la innovación. Pronto, se introdujeron aplicaciones comerciales de nailon en colectores de admisión de aire, depósitos de líquido de frenos, depósitos de dirección asistida, tanques de extremo de radiador y cárteres de aceite. Estos desarrollos ganaron puntos de apoyo en Europa y se extendieron a otras regiones. Las resinas no reforzadas se utilizan en conectores eléctricos, cubiertas de cables, engranajes de limpiaparabrisas y velocímetro, y recipientes de emisión. Los nailons más suaves se utilizan en líneas de combustible, mangueras de frenos de aire y revestimientos de ejes estriados. Los nailon reforzado con fibra de vidrio se utilizan en ventiladores de motor, cabezales y rejillas de radiadores, depósitos de líquido de frenos y dirección asistida, tapas de válvulas, colectores de admisión de aire, tapas de ruedas, contactos de frenos de aire y carcasas de reposacabezas. Las aplicaciones de nailon que combinan endurecedores y refuerzos incluyen soportes, volantes y pedales de acelerador y embrague. Las resinas con relleno mineral se utilizan en tapas de ruedas, rejillas de radiadores y carcasas de espejos. Los nailon que contienen fibras de vidrio y minerales se utilizan en piezas exteriores, como extensiones de guardabarros. Los nailons endurecidos se encuentran en escudos de piedra y clips de moldura. Las aplicaciones eléctricas y electrónicas constituyen un mercado importante para los nylons, aunque más en el noreste de Asia y Europa occidental que en América del Norte. Los materiales ignífugos son particularmente importantes en esta área. Los usos incluyen componentes codificados por colores, enchufes, conectores, formas de bobina, dispositivos de cableado, bloques de terminales, dispositivos de montaje de antenas y bridas para arneses. Ya se ha citado una revisión del nailon en la ingeniería eléctrica y la electrónica. El revestimiento de alambres y cables se usa principalmente sobre el aislamiento primario debido a la resistencia a los solventes, al desgaste y a la abrasión del nailon. Los relés, los accesorios y los fabricantes de contactos constituyen una lista parcial de aplicaciones en telecomunicaciones. Las aplicaciones industriales/de maquinaria se sienten atraídas por la excelente resistencia a la fatiga y la resistencia al impacto repetido de los nylons. Algunos ejemplos son los mangos de los martillos y las piezas móviles de las máquinas. La resistencia mecánica tiene en cuenta el uso en engranajes, cojinetes, piezas antifricción, ajustes a presión y retenes. Los equipos de procesamiento de alimentos y textiles, bombas, válvulas, dispositivos agrícolas y de impresión, y máquinas comerciales y expendedoras comprenden una lista parcial de otros usos industriales. Los productos de consumo explotan la dureza del nailon en botas de esquí, soportes para patines de ruedas y hielo, equipos para raquetas y ruedas de bicicleta. Los utensilios de cocina, los juguetes, el equipo fotográfico, las cerdas de los cepillos, el hilo de pescar, el hilo de coser y los equipos para el césped y el jardín muestran que la amplitud de la utilidad del nailon también incluye productos de consumo. Los electrodomésticos y las herramientas eléctricas aprovechan la resistencia al impacto de las medias de nailon. Las resinas reforzadas con vidrio, que combinan la rigidez a altas temperaturas con la dureza y la resistencia a la grasa, se utilizan en mangos, carcasas y piezas en contacto con metal caliente. Las máquinas de coser, los equipos de lavandería y los lavavajillas son ejemplos de otros electrodomésticos que han utilizado nailon. Las aplicaciones de películas y revestimientos han ganado importancia debido al uso de nailon en películas compuestas coextruidas para el envasado de alimentos. Las poliamidas también se utilizan en bolsas y bolsas para cocinar. Otro desarrollo implica la dispersión de plaquetas de nailon en una matriz de poliolefina para combinar las propiedades de barrera contra la humedad y los hidrocarburos en recipientes moldeados por soplado. Otras aplicaciones. La caprolactama aniónicamente polimerizada y modificada con polímeros blandos se ha utilizado a través de RIM para fabricar carcasas de máquinas, baldes para granos y tanques de combustible. Las composiciones de moldeo por soplado, PA 46 y MXD 6, han ampliado la utilidad en el mercado. Se han introducido productos con características de procesamiento mejoradas, rendimiento a alta y baja temperatura y nuevos perfiles de propiedades obtenidos mediante el uso de nuevas modificaciones y combinaciones de los mismos. Se ha demostrado un PA 6 con sensibilidad reducida a la humedad, al igual que el uso de copolímeros en bloque como elastómeros termoplásticos. Los nylons con aprobación calificada en los Estados Unidos en 2002 para procesar, manipular y/o empacar alimentos son PA 66, 610, 66/610, 6/66, 11, 6, 6T/66, 612, 12, MXD6 e impacto- MXD6 modificado, 12/AI (A = bis(4-amino-3-metilciclohexil)metano [6864-37-5]), 6I/6T, 6/69, 46 y TMDT.
