ABS copolímero acrilonitrilo
Termoplàsticos > ► Estirénicos Rígido

ABS
Acrilonitrilo-butadieno-estireno
En Mexpolimeros ofrecemos una vasta gama de resina ABS y sus compuestos desarrollados de acuerdo a sus necesidades, garantizando la calidad en productos y servicio. Nuestra gama de productos incluye grados sin refuerzo, con fibra de vidrio y/o con carga mineral ( Ibridos), cargado con metales, con aditivos especiales como establizador al calor, UV, metales, antiestatico, antibacteria, marcado laser, nucleado etc, lubricante especial y retardante de llama (con o sin halógenos). También frecemos desarrollados y evaluados por personal altamente calificado y con tecnología avanzada. Manejamos ABS con o sin cargas minerales, con fibra de vidrio, ABS de alto impacto, alta resistencia al calor, resistente a la hidrólisis y metales, coloreada según RAL o Pantone® o estándares hechos a medida. Amplia gama de ABS halogenados ignífugos, libres de halógenos, base de fósforo y melamina. Nuestros compuestos termoestabilizados cumplen con los requisitos de la prueba de inflamabilidad UL 94 del instituto de pruebas estadounidense Underwriters Laboratories Inc. con tarjeta amarilla de UL en todos los colores. Contacta nuestro vendedor per el departamento de estirenicos info@mexpolimeros.com
Certificaciones ABS resistente a la llama
Mexpolimeros, que lleva años involucrada en el desarrollo de compuestos retardadores de llama, está en condiciones de ofrecer a sus clientes una amplia gama de productos certificados por los Organismos de referencia para los sectores de Electricidad, Electrónica, Electrodomésticos, Transporte y Construcción. En particular Mexpolimeros ha certificado más de 100 compuestos en Underwriters Laboratiries (UL) lo que permite la comercialización de estos productos en todos los países del mundo para aplicaciones en el sector Eléctrico y Electrónico. Además, Mexpolimeros ha certificado en la VDE sus productos de referencia para aplicaciones en el sector de electrodomésticos que requieren el cumplimiento de la norma EN 60335 4ª Ed. (GWIT> 775°C). Finalmente, para cumplir con las normas nacionales relativas al uso de compuestos autoextinguibles en la construcción y el transporte público, Mexpolimeros ha obtenido numerosas clasificaciones según la norma italiana (Clase 1), según las normas francesas NF 16101 (Clase F1, M1), y según las normas alemanas DIN 5510 y DIN 4102 (clase B1). Finalmente Mexpolimeros está certificando algunos compuestos retardantes de llama de alto rendimiento según la nueva norma europea para transporte público EN 45545. Los productos ofrecidos por Mexpolimeros cumplen con la directiva RoHS, relativa a la presencia de sustancias peligrosas en equipos eléctricos y electrónicos.
Propriedades ABS
El principal inconveniente de SAN, es su resistencia al impacto relativamente baja, lo que impide su uso para muchas aplicaciones de ingeniería. El ABS, que combina las ventajas de SAN con la excelente resistencia al impacto de un elastómero, se obtiene modificando SAN con un elastómero. Por lo tanto, al igual que SAN, los copolímeros de ABS tienen una alta calidad superficial y una alta estabilidad dimensional. Debido a las dos fases, el ABS suele ser opaco, en casos excepcionales translúcido. Hoy en día, los polímeros ABS se encuentran entre los sistemas termoplásticos bifásicos de ingeniería más importantes. Se prefieren para carcasas y cubiertas donde se requieren buena tenacidad, resistencia, rigidez, estabilidad dimensional y resistencia química junto con muy buena calidad de superficie. Hay varias formas de lograr la combinación requerida de propiedades mecánicas, reológicas y térmicas. El contenido de AN y la variación del peso molecular y la distribución del peso molecular en la matriz afectan principalmente a la fluidez, la resistencia al calor, la dureza de la superficie y la resistencia química. Normalmente, el contenido de AN de la matriz de resina está en el intervalo de 20 a 35% p/p. Al igual que con SAN, aumentar el contenido de AN mejora la resistencia química y la tenacidad, pero las propiedades de flujo se deterioran. Un aumento en el peso molecular de la resina matriz da como resultado un aumento de la tenacidad y la resistencia química, pero un deterioro de las propiedades de fluidez de la masa fundida. El ensanchamiento de la distribución del peso molecular da como resultado un comportamiento análogo, pero menos pronunciado La fase elastomérica imparte resistencia al impacto a la matriz termoplástica frágil. Aumenta notablemente la capacidad de absorción de energía del plástico. El SAN injertado en el BR permite la interacción de fase indispensable. Bajo tensión de impacto, la energía del impacto se convierte en calor mediante la deformación reversible de las partículas de caucho. Con una deformación creciente de una moldura, las alteraciones submicroscópicas, llamadas agrietamiento, conducen a un blanqueamiento visible de las regiones sobrecargadas. Con el aumento de la tensión de cizallamiento, este agrietamiento se inicia simultáneamente en muchas partículas de caucho. Esto significa que la tensión se distribuye en un volumen mayor y evita áreas de fuerza localizadas. La formación de grietas solo ocurre con deformaciones más altas. Otra consecuencia importante del mecanismo descrito es que el ABS también resiste el impacto en el caso de las muescas. Se conserva una buena resistencia al impacto incluso a bajas temperaturas. Esto se debe a la baja temperatura de transición vítrea de BR (–90°C). Además, están las propiedades de los polímeros ABS que están más fuertemente influenciadas por las características de la fase de caucho dispersa, a saber, el tamaño de partícula y la distribución del tamaño de partícula. La tenacidad aumenta con el diámetro de las partículas. El aumento del tamaño de partícula para un contenido de caucho determinado conduce a la pérdida de brillo de la superficie como resultado de la dispersión de la luz. Para combinar un aspecto atractivo de la superficie (como el brillo) y un excelente comportamiento frente al impacto, se emplean sistemas de distribución del tamaño de partículas bimodales o incluso trimodales. La tenacidad, dureza y rigidez se ajustan cambiando las cantidades relativas de elastómero a la fase de matriz y cambiando la interacción entre las fases. La tenacidad a temperatura ambiente de los polímeros ABS, por ejemplo, generalmente pasa por un máximo a medida que aumenta la proporción de la fase de caucho, el módulo de elasticidad, la resistencia al calor y las propiedades de flujo disminuyen en paralelo. Debido a que el BR contiene dobles enlaces, las molduras de ABS se dañan con la luz solar directa y la resistencia a los rayos UV es baja. Esto da como resultado el amarilleo y la rugosidad de las superficies. Si este tipo de artículo dañado se carga mecánicamente, la tenacidad se reduce. Los grados estabilizados a los rayos UV muestran una resistencia a la intemperie mucho mejor, especialmente cuando son de color negro, como es habitual en la industria del automóvil. Los grados 'realmente resistentes a la intemperie' solo se pueden obtener sustituyendo la base BR. El comportamiento frente al fuego de los plásticos se prueba mediante pruebas de inflamabilidad acelerada, de las cuales las más utilizadas son las medidas horizontales y verticales especificadas por Underwriters Laboratories (UL), EE. UU. Las clasificaciones de la norma UL-94 más importante son: HB, V-2, V-1, V-0, 5VB y 5VA en orden de retardo de llama creciente. Los plásticos ABS estándar se clasifican como clase HB según la prueba UL-94. Para ciertas aplicaciones, es necesario agregar retardadores de llama para obtener la clasificación V-0 superior. Más comúnmente, se utilizan compuestos de halógeno combinados con trióxido de antimonio. Los difeniléteres bromados usados en el pasado como retardadores de llama han sido reemplazados por otros componentes tales como oligostirenos y oligocarbonatos bromados. Otros aditivos usados en ABS son similares a los usados en SAN, como antioxidantes, lubricantes o modificadores de flujo.
Gama de productos
En Mexpolimeros ofrecemos una vasta gama de ABS y sus compuesros desarrollados de acuerdo a sus necesidades, garantizando la calidad en productos y servicio. Nuestra gama de productos incluye grados sin refuerzo, con fibra de vidrio y/o con carga mineral (ibridos), cargado con metales, con aditivos especiales como establizador al calor, UV, metales, antiestatico, antibacteria, marcado laser, nucleado etc, lubricante especial y retardante de llama (con o sin halógenos). También frecemos desarrollados y evaluados por personal altamente calificado y con tecnología avanzada.
Acrilonitrilo butadieno estireno
ABS se posiciona entre los plásticos básicos y de ingeniería en términos de sus propiedades. Las mejoras significativas en el rendimiento del producto en los últimos años, así como el refuerzo con fibras de vidrio, permitieron que el uso de ABS se degradara de los plásticos de ingeniería más costosos o incluso de los metales. La combinación de tres componentes básicos de estireno, acrilonitrilo y butadieno proporciona una combinación única de propiedades. La diferenciación de productos a través del diseño es cada vez más importante en una amplia gama de sectores. A los diseñadores les gustan los grados de ABS que se pueden colorear fácilmente, que muestran un acabado superficial y brillo de alta calidad. La comparativamente buena resistencia al rayado y a la abrasión del ABS asegura que los productos conserven su apariencia decorativa, incluso después de un uso prolongado. El acrónimo deriva de los tres monómeros utilizados para producirlo: acrilonitrilo, butadieno y estireno. Por estar constituido por tres monómeros diferentes se lo denomina terpolímero (copolímero compuesto de tres bloques). Se trata de un terpolímero compuesto por: estireno 45 ÷ 55%, butadieno 15 ÷ 30% y acrilonitrilo 25 ÷ 35%. Los bloques de acrilonitrilo proporcionan rigidez, resistencia a ataques químicos y estabilidad a alta temperatura así como dureza. Los bloques de butadieno, que es un elastómero, proporcionan tenacidad a cualquier temperatura. El bloque de estireno aporta resistencia mecánica y rigidez. Es una de las características más sobresalientes, lo que permite emplearla en partes de tolerancia dimensional cerrada. La baja capacidad de absorción de la resina y su resistencia a los fluidos fríos, contribuyen a su estabilidad dimensional. Las ventajas de ABS respecto a SAN son la excelente resistencia al impacto, que se obtiene modificando SAN con un elastómero. Por lo tanto, como SAN, los copolímeros de ABS tienen una alta calidad de superficie y una alta estabilidad dimensional. Debido a las dos fases, el ABS suele ser opaco, en casos excepcionales, translúcido.
En los últimos 20 años, el mercado de ABS se ha diferenciado claramente: por razones de ahorro de costes, una gran parte de los convertidores de ABS tienden a utilizar ABS de color natural. Los convertidores (moldeadores por inyección) realizan el proceso de coloración cada vez más en línea, utilizando masterbatches coloreados y dispositivos adicionales de dosificación y mezcla, mediante la premezcla de ABS muy coloreado y la alimentación de esta mezcla seca de forma convencional en la máquina de moldeo por inyección. Los fabricantes de extrusión a menudo también comienzan con ABS de color natural, utilizando mezcladores de colores para proporcionar masterbatches de colores que les permiten cambiar de color rápidamente, producir lotes pequeños y entregar productos justo a tiempo. Por otro lado, el ABS precoloreado blanco se utiliza a menudo en la denominada industria de los electrodomésticos, por ejemplo, electrodomésticos como piezas para lavadoras, lavavajillas y refrigeradores. Otro ABS precoloreado se utiliza a menudo como especialidad, para piezas con los requisitos más altos de consistencia de color de lote a lote o para productos con requisitos especiales de propiedades mecánicas. Es obvio que el uso de material de color natural no solo ahorra el costo de coloración, sino que también reduce los esfuerzos logísticos y la complejidad en el almacenamiento, en el presecado antes del procesamiento de la masa fundida y en el costo de capital involucrado. Un requisito previo para un color exitoso y de alta calidad son los grados de ABS que cumplan los siguientes requisitos:
- Color claro y consistente de resina natural.
- Efecto de pigmento bajo en propiedades mecánicas
- Facilidad de procesamiento
- Alto brillo
- Especificaciones y suministro de fabricación global
Nombres - Símbolo
- ABS
- A-B-S
- Acrylonitrile Butadiene Styrene
- Acrilonitrilo-butadieno-estireno
- ABS Fórmula química: (C8H8)x · (C4H6)y · (C3H3N)z
- Número CAS ABS: 9003-56-9
- XSTIR
- Estandard ISO : DIS 2580-1&2: 2003
- Estandard ASTM : D4673-02
- Nombre común - poli (acrilonitrilo-co-butadieno-co-estireno)
- Nombre IUPAC - buta-1,3-dieno; prop-2-enenitrilo; estireno
- Nombre CAS - 2-propenonitrilo, polímero con 1,3-butadieno y etenilbenceno
- Número RETECS - AT6970000
- Fórmula lineal [CH2CH(CN)]x(CH2CH=CHCH2)y[CH2CH(C6H5)]
ABS caracteristicas
- Es el único plástico que se puede cromar
- Alto brillo superficial
- Resiste a los rayos UV
- Resistente al impacto
- Estabilidad dimensional
- Resistencia a agentes químicos
- ABS densidad estándar: 1,07 g/cm3 (ISO 1183)
- ABS Punto de fusión Tm : 200-280°C; recomendado 230°C
- ABS Temperatura de transición del vidrio Tg : 105°C
Propiedades de flujo
Los materiales ABS generalmente tienen viscosidades altas en comparación con el PS. El punto de ablandamiento Vicat del ABS es de aproximadamente 103˚C. Sin embargo, esto depende del tipo de ABS: cuanto mayor es la resistencia al impacto, menor es el punto de reblandecimiento Vicat y más rígido es el flujo. En general, los grados de extrusión tienen viscosidades mucho más altas que los grados de moldeo por inyección. Los grados de extrusión tienen índice de flujo de fusión (MFI) o valores de índice de flujo de fusión (MFR), medidos a 200˚C y 21,6 kg de 3 a 14 (si se miden a 220˚C y 10 kg rango es de 1 a 8). Los grados más viscosos son para aplicaciones donde se necesita tenacidad, como tuberías de drenaje. Para la producción de láminas para frigoríficos, se utiliza un grado con MFR intermedio.
ABS propiedades físico-mecánicas
El acrilonitrilo butadieno estireno o ABS es un termo-plástico duro, resistente al calor y a los impactos. La resistencia al impacto de los plásticos ABS se ve incrementada al aumentar el porcentaje de contenido en butadieno pero disminuyen entonces las propiedades de resistencia a la tensión y disminuye la temperatura de deformación por calor, no es tan sensible a las muescas como PC y PA. Es una de las características más sobresalientes, lo que permite emplearla en partes de tolerancia dimensional cerrada. El ABS o acrilonitrilo butadieno estireno (obtenido por polimerización del grupo acrilonitrilo estireno con butadieno) es un material termoplástico amorfo muy común. Está presente en la fase continua de acrilonitrilo-estireno (SAN) y en la fase dispersa del caucho de butadieno. Cada monómero tiene propiedades diferentes: el acrilonitrilo proporciona dureza y resistencia química y térmica; el estireno proporciona trabajabilidad, brillo y resistencia; el butadieno proporciona robustez y resistencia. La baja capacidad de absorción de la resina y su resistencia a los fluidos fríos, contribuyen a su estabilidad dimensional. Los cauchos de injerto basados en polibutadieno (ABS) o ésteres de acrilonitrilo-estireno-acrilato (ASA) se utilizan generalmente para la modificación por impacto de copolímeros de estireno. El uso de PB generalmente da como resultado grados de ABS altamente resistentes incluso a bajas temperaturas, pero la resistencia al envejecimiento por el clima y el calor es inferior, en comparación con el ASA, debido a los dobles enlaces C-C en la fase de caucho. El valor de la resiliencia se puede variar fácilmente según la calidad del polibutadieno. Estos dobles enlaces pueden ser atacados fácilmente por la radiación ultravioleta (UV) y el oxígeno, lo que da como resultado productos amarillos y quebradizos después de un tiempo.
El acrilonitrilo proporciona:
- Resistencia térmica
- Resistencia química
- Resistencia a la fatiga
- Dureza y rigidez
El butadieno proporciona:
- Ductilidad a baja temperatura
- Resistencia al impacto
- Resistencia a la fusión
El estireno proporciona:
- Facilidad de procesado (fluidez)
- Brillo
- Dureza y rigidez
ABS Propiedades Térmicas
El rasgo más importante del ABS es su gran tenacidad, incluso a baja temperatura (sigue siendo tenaz a -40°C). Hay algunos tipos autoextinguibles para cuando se requiere algún producto incombustible, otra solución consiste en aplicar algún retardante de llama. Las propiedades térmicas críticas para el ABS son la distorsión térmica, el coeficiente de expansión térmica lineal, la resistencia térmica, la conductividad térmica y el calor específico. La medida más común de distorsión por calor es la temperatura de deflexión bajo carga medida por ASTM D648. ABS de alta temperatura, aleaciones de ABS / policarbonato (PC) y aleaciones de ABS / anhídrido maleico-estireno (SMA) extienden todas las aplicaciones de ABS a temperaturas de hasta 110°C a 1.8 MPa para exposiciones a corto plazo. ABS tiene un bajo índice de LOI con un rango de 17-18%
Resistencia a la intemperie
El ABS general tiene excelentes propiedades mecánicas y de moldeabilidad, pero tiene poca resistencia a la intemperie debido al doble enlace del componente de caucho de butadieno utilizado como agente de refuerzo de impacto. El doble enlace requiere menos energía para escindir una cadena, en comparación con el enlace simple, y por lo tanto es fácil de decolorar por oxidación. Por lo tanto, en el entorno que recibe directamente los rayos UV, como en el exterior, la resina ABS ve un cambio en la apariencia y el color de la resina y exhibe un rápido deterioro de las propiedades mecánicas. Para preparar la resina que tenga propiedades equilibradas al proporcionar resistencia a la intemperie y al mismo tiempo mantener varias propiedades excelentes de la resina ABS, se pueden adoptar métodos que incluyen la adición del estabilizador ultravioleta, pintura y revestimiento de metal, sin embargo, no es la mejora esencial. Pero el material tiene malas propiedades a la intemperie. La pigmentación en negro provee mayor resistencia a la intemperie. Debido al contenido de caucho de butadieno, HIPS y ABS son muy susceptibles a la degradación por luz. Esto comienza en la superficie y se extiende a las capas internas, lo que resulta en una rápida pérdida de propiedades, como la resistencia al impacto. La protección de la superficie viene dada por un estabilizador de luz de amina impedida (HALS) tal como el bis-(2,2,6,6,-tetrametil-4-piperidil) sebacato de HALS de peso molecular comparativamente bajo. Los sistemas de estabilizadores mixtos suelen ser mucho más eficientes que un solo estabilizador. Para la mayoría de las aplicaciones, se requiere un antioxidante para el ABS, ya que el componente de caucho del material está sujeto a oxidación durante el secado y durante el procesamiento de la masa fundida. Los antioxidantes utilizados incluyen hidroxitolueno butilado (BHT), octadecil-3-(3,5-di-t-butil-4-hidroxi-fenil) -propionato, 2,2'-metilen-bis-(4-metil-6-t -butil-fenol), 2,2'metilen-bis- (4-etil-6-t-butil-fenol), 2,2'-metilen-bis (4-metil-6-ciclohexil-fenol) o 2,2'-metilenbis-(4-metil-6-nonil-fenol). Estos son fenoles impedidos estéricamente que actúan como antioxidantes que rompen la cadena. También se puede utilizar un antioxidante preventivo (como tiodipropionato de dilaurilo) a una concentración total de antioxidantes de hasta 0,25%. Se reduce la unión interfasial, obtenida por injerto de SAN sobre PB, lo que a su vez disminuye la adherencia entre las dos fases. En presencia de abundantes radicales libres, la matriz de SAN se degrada y el peso molecular de SAN disminuye, lo que puede provocar fallas por fragilidad. Dado que los procesos de intemperismo se inician por la susceptibilidad del PB a la degradación, era razonable investigar los terpolímeros de ABS en los que el PB se reemplazó por un elastómero más estable. Los materiales exitosos basados en este concepto comprenden elastómeros de polialqueno termoplásticos, EPR o EPDM. Aquí, el grado de insaturación en la fase elastomérica se puede controlar durante la polimerización ajustando el contenido de dieno, por ejemplo, etiliden norborneno. Solo se pudo incorporar el número de dobles enlaces necesarios para un adecuado injerto por SAN y para la reticulación. Se encontró que el material, conocido como AES o AXS, tiene buena resistencia a la intemperie. En una solicitud de patente de 1967, la industria química sintética de Japón anunció la modificación del ABS para mejorar su resistencia a la intemperie y sus propiedades disipadoras de la electricidad estática. Para este propósito, ABS se mezcló con látex con 5-25% en peso de copolímero de etileno-acetato de vinilo, EVAc. Debido al carácter higroscópico de EVAc, la modificación resultó en una mejor adherencia de la superficie y propiedades de descarga electrostática. También se han obtenido efectos similares mediante la incorporación de copolímero de estireno-anhídrido maleico, policaprolactona o copolímero de ácido adípico-1,3-butilenglicol. En una solicitud de patente de 1979, para producir ABS retardante de llama sin pérdida de otras propiedades, el copolímero se preparó usando estireno y estireno bromado.
ABS Propiedades Eléctricas
Tradicionalmente, el ABS se utiliza como aislante debido a su alta resistencia eléctrica. Tiene baja absorción de agua y es un buen aislante eléctrico. Las propiedades eléctricas no se ven afectadas por los cambios de humedad. Sin embargo, si se agregan aditivos conductores de electricidad, como el negro de carbón, a la resina de ABS, el número de aplicaciones potenciales de este material puede aumentar notablemente. Ejemplos de compuestos de polímero ABS conductores incluyen materiales de blindaje electromagnético y láminas de plástico compuestas eléctricamente conductoras, que pueden usarse para empaquetar dispositivos de circuitos integrados. Para el embalaje de componentes electrónicos, generalmente se requieren características antiestáticas. Esto se debe a que los circuitos pueden resultar dañados por cargas eléctricas estáticas si se empaquetan en láminas aislantes. Además de representar la conductividad del ABS, el negro de carbón también funciona como pigmento y también puede ayudar a reducir la fotooxidación. Los compuestos de ABS / negro de carbón se han fabricado en una extrusora de dos tornillos. Resultó obvio que los compuestos una vez extruidos tenían una estructura porosa y una conductividad pobre. En cambio, los composites extruidos dos veces eran mucho más homogéneos y tenían una conductividad eléctrica más alta. El umbral de percolación de los compuestos extruidos dos veces fue del 8 al 10% de la carga de negro de humo. Los parámetros importantes son la resistividad volumétrica y la resistividad superficial, la rigidez dieléctrica, el índice de seguimiento comparativo y la constante dieléctrica y el factor de disipación. En la ingeniería de comunicaciones eléctricas, el ABS y el ASA se utilizan tanto como material para carcasas y cubiertas como como aislante real. Siendo un material ligeramente polar, con un Tg elevado y baja absorción de agua, las propiedades eléctricas prácticamente no son afectadas por la variación de temperatura, frecuencia (hasta 106 Hz) y humedad, dentro de intervalos normales de trabajo.
ABS Propiedades Ópticas
 Los ABS producidos con estos dos métodos tienen diferente color y brillo: los de masa continua son más blancos y menos brillantes. El proceso de ABS en masa tiende a producir grados que tienen un acabado mate, en lugar de brillante. Por otro lado, en el ABS en masa la diferente composición de la fase de caucho (por lo tanto, la distribución del tamaño de partícula) es más eficiente en términos de uso del caucho para la modificación de impacto. El proceso en masa ofrece las ventajas de no utilizar agua ni jabón y de obtener un producto con un color base claro y uniforme. El proceso también es más sencillo y requiere menos equipos de capital. Sin embargo, el material producido por la masa continua es en su mayoría mate o opaco en su apariencia superficial, una característica que se valora en las piezas interiores de los automóviles, pero no en la mayoría de los electrodomésticos o aplicaciones eléctricas/electrónicas. Por el contrario, los procesos de emulsión requieren el uso de agua y jabón, y la resina resultante es de color variable, a menudo con un tono amarillo claro. El avance tecnológico supera las limitaciones impuestas por la viscosidad de la solución obtenida con cauchos pre-formados estándar y permite producir ABS en masa con partículas de tamaño de caucho comparables a las obtenidas mediante emulsión. Por lo tanto, mediante esta nueva metodología se pueden producir grados de ABS en masa brillantes y sin gel (los llamados grados “similares a emulsión”). Gracias a un programa intensivo para la determinación de las mejores características del caucho (peso molecular, funcionalización), junto con las condiciones operativas del posterior cambio de disolvente y la síntesis de polimerización radical del ABS en masa.
Los ABS producidos con estos dos métodos tienen diferente color y brillo: los de masa continua son más blancos y menos brillantes. El proceso de ABS en masa tiende a producir grados que tienen un acabado mate, en lugar de brillante. Por otro lado, en el ABS en masa la diferente composición de la fase de caucho (por lo tanto, la distribución del tamaño de partícula) es más eficiente en términos de uso del caucho para la modificación de impacto. El proceso en masa ofrece las ventajas de no utilizar agua ni jabón y de obtener un producto con un color base claro y uniforme. El proceso también es más sencillo y requiere menos equipos de capital. Sin embargo, el material producido por la masa continua es en su mayoría mate o opaco en su apariencia superficial, una característica que se valora en las piezas interiores de los automóviles, pero no en la mayoría de los electrodomésticos o aplicaciones eléctricas/electrónicas. Por el contrario, los procesos de emulsión requieren el uso de agua y jabón, y la resina resultante es de color variable, a menudo con un tono amarillo claro. El avance tecnológico supera las limitaciones impuestas por la viscosidad de la solución obtenida con cauchos pre-formados estándar y permite producir ABS en masa con partículas de tamaño de caucho comparables a las obtenidas mediante emulsión. Por lo tanto, mediante esta nueva metodología se pueden producir grados de ABS en masa brillantes y sin gel (los llamados grados “similares a emulsión”). Gracias a un programa intensivo para la determinación de las mejores características del caucho (peso molecular, funcionalización), junto con las condiciones operativas del posterior cambio de disolvente y la síntesis de polimerización radical del ABS en masa.Estabilidad UV
Para investigar la estabilidad UV del ABS, las muestras se expusieron en un meteorómetro. La temperatura ambiente de 30°C aseguró que el mecanismo de degradación de los rayos ultravioleta no fuera interferido por efectos térmicos. Las muestras fueron expuestas en condiciones aceleradas durante 3 meses, con evaluaciones periódicas de su desempeño. La medición de la quimioluminiscencia revela que la reacción de degradación es superficial limitada de los materiales. Se observa un consumo comparativamente rápido del estabilizador, en relación con la región de volumen de la muestra. Las mediciones de FTIR indican que la degradación UV específica de la superficie da como resultado la formación de productos en los que se pierde la insaturación de vinilo. Por tanto, se cree que la irradiación provoca una reticulación del material. Esto está de acuerdo con que el material se vuelve quebradizo con la irradiación. Se ha propuesto que la degradación de la superficie después de la exposición a los rayos UV promueve la fragilidad y por lo tanto puede influir en el mecanismo de falla. Esto es de particular importancia para las tuberías de presión de ABS que están continuamente bajo carga estática. Se ha propuesto una metodología para estimar la vida útil de las tuberías de ABS expuestas a los rayos UV. Suele estar disponible en colores opacos, aunque el material translúcido. ABS ahorra en gastos de pintura, al tiempo que ofrece una buena calidad de la superficie y el brillo en la sombra. La exposición prolongada al sol produce una capa delgada quebradiza, causando un cambio de color y reduciendo el brillo de la superficie y la resistencia a la flexión. Las molduras pueden tener un alto brillo, son dimensionalmente estables y dan una buena reproducción de la superficie del molde. La superficie moldeada es resistente al rayado. Los niveles de brillo más altos se logran con temperaturas de fusión moderadas, temperaturas de molde altas, velocidades de llenado rápidas y presión de empaque moderada. Para aplicaciones de galvanoplastia, es necesario producir moldes de inyección con bajos niveles de tensión interna.
Degradación fotooxidativa
La insaturación presente como una característica estructural en el componente de polibutadieno de ABS (también en poliestireno de alto impacto, PVC modificado con caucho y mezclas de ABS-policarbonato) aumenta la labilidad con respecto a la degradación fotooxidativa, que puede resultar en decoloración y pérdida de impacto. Las aplicaciones que implican exposición al aire libre requieren medidas de protección para mantener un nivel óptimo de rendimiento. Los estabilizadores de luz brindan cierta protección, como lo ilustra el uso exitoso del ABS en el acabado interior de los automóviles. Los colorantes tienen un efecto significativo sobre la estabilidad a la luz y pueden aumentar o disminuir la solidez del color, dependiendo del tipo de colorante. Para una exposición prolongada al aire libre, la mejor protección es proporcionada por una capa protectora que puede ser pintura o una capa superior de un polímero resistente a la intemperie, como un acrílico termoplástico, acrílico fundido o ASA (terpolímero de acrilonitrilo-estireno-acrilato). Una capa superior de ASA frente a acrílicos (PMMA) minimiza los efectos de la capa superficial frágil. La capa de recubrimiento se aplica por coextrusión sobre ABS, lo que da como resultado una hoja laminada que se puede termoformar en piezas, lo que proporciona un equilibrio favorable entre el costo y el rendimiento de la pieza que incluye una excelente resistencia a la intemperie. La fotodegradación del ABS ocurre típicamente en la capa más externa. La pérdida por impacto por irradiación se debe a la fragilización del caucho y posiblemente a la escisión del SAN injertado. Los cambios de apariencia, como el amarilleamiento, son causados por la formación de cromóforos en los componentes polibutadieno y SAN. Se han propuesto mecanismos que describen la degradación fotooxidativa del ABS. Los estudios de oxidación con oxígeno singlete han demostrado que el ataque inicial al ABS ocurre en el componente polibutadieno. Los estudios de intemperismo se han realizado utilizando condiciones artificiales y de exposición al aire libre. Se ha estudiado la dependencia de la longitud de onda de la luz y se ha informado que la fotodegradación del componente de polibutadieno se inicia principalmente por longitudes de onda por debajo de 350 nm, pero puede extenderse a la región visible. En el caso de la decoloración, el amarilleo fotoquímico es causado principalmente por longitudes de onda entre 300 y 360 nm, y se informa que el blanqueamiento máximo de las especies de color amarillo ocurre en la región de 475 a 485 nm (62). Por las razones anteriores, cualquier diferencia espectral entre el envejecimiento acelerado y la exposición real podría conducir a una falta de correlación, lo que afectaría la capacidad de predicción mediante técnicas aceleradas. Se prefiere el arco de xenón frente a otros métodos de prueba (p. Ej., Arco de carbón, HPUV) debido a la simulación más cercana de la distribución espectral de la luz solar por el arco de xenón si se utiliza la combinación de filtros adecuada. La degradación oxidativa inducida por el procesamiento también puede afectar la fotosensibilidad. Un estudio comparativo sobre la intemperie del ABS y otros plásticos de base acrílica ha demostrado que el tipo de elastómero y la composición de la fase SAN son dos factores clave que afectan tanto la retención del color como del impacto. Los métodos de prueba que se han utilizado para determinar los efectos del envejecimiento por luz sobre la fragilización del ABS incluyen el impacto Izod, el impacto Charpy, las pruebas de flexión, la caída de dardos y las mediciones mecánicas dinámicas. Debido a que la fotodegradación ocurre solo en la superficie exterior y el interior de la muestra permanece esencialmente intacto, un impacto de tipo péndulo con muescas no será sensible a los cambios en la fragilización de la superficie. Los tipos de prueba de dardos que caen aumentan la sensibilidad a los cambios en la superficie; Se ha descrito el uso de una prueba de perforación a alta velocidad para determinar el efecto de la exposición al aire libre sobre los valores de energía de iniciación de grietas para ABS.
ABS Propiedades Químicas
El comportamiento del ABS puede inferirse considerando los grupos funcionales presentes en el polímero.Generalmente buena aunque depende del grado de la resina, de la concentración química, temperatura y esfuerzos sobre las partes. En general no son afectadas por el agua, sales inorgánicas, álcalis y por muchos ácidos. Son solubles en ésteres, acetona, aldehídos y en algunos hidrocarburos clorados. No los degradan los aceites son recomendables para cojinetes sometidos a cargas y velocidades moderadas. Todos los grados son considerados impermeables al agua, pero ligeramente permeables al vapor. A temperatura ambiente, ABS es estable al agua, soluciones salinas acuosas y ácidos diluidos. El ABS es más resistente a los productos químicos orgánicos (como el tetracloruro de carbono) que el poliestireno (PS). La resistencia química del ABS depende de la fase continua de estireno-acrilonitrilo (SAN). Al aumentar el nivel de SAN, aumenta el nivel de resistencia química. El ABS es resistente a las manchas y al agua, álcalis (hasta 66°C), ácidos (no ácidos oxidantes concentrados), soluciones salinas inorgánicas (sales ácidas, sales alcalinas y soluciones salinas neutras), aceites y grasas. Presenta buena resistencia química al ácido clorhídrico, álcalis y aceites lubricantes, y baja resistencia al ácido sulfúrico, nítrico e hidrocarburos aromáticos; estos son materiales inflamables que liberan gases tóxicos durante la combustión. También es resistente a la mayoría de alcoholes e hidrocarburos, aunque algunos pueden dañar la superficie. Los ácidos fosfórico y clorhídrico concentrados tienen poco efecto. La mayoría de los productos tienen una buena resistencia al agrietamiento por estrés ambiental (ESC). Es resistente a la mayoría de los gases secos y húmedos, pero no al dióxido de azufre húmedo. En general, este tipo de material tiene poca resistencia a los disolventes orgánicos. Presentan poca resistencia a los hidrocarburos aromáticos (como benceno, tolueno y xileno), ésteres, éteres, cetonas, hidrocarburos clorados, cloruro de metileno, cloruro de etileno, tricloroetileno y diclorobenceno. En general, el ABS es resistente a los ácidos, pero no al 65% de ácido nítrico, al ácido perclórico y a más del 50% de ácido sulfúrico. Tampoco es resistente al hidróxido de amonio a temperaturas elevadas (a 66°C más). Aunque la mayoría de los grados de ABS también son estables a los álcalis, el contenido de PC de las mezclas de PC los hace susceptibles al daño por álcalis, amoníaco y aminas y alcoholes calientes. El efecto de cualquier medio sobre un artículo de plástico depende en gran medida del tiempo de exposición y de la temperatura. El efecto generalmente se amplifica si la parte ABS y ASA está sujeta a tensiones internas o externas. También debe tenerse en cuenta que los materiales de ingeniería generalmente contienen cantidades variables de ingredientes auxiliares, que pueden tener diferentes efectos sobre la estabilidad. En el ABS pigmentado, también debe tenerse en cuenta el posible efecto de los pigmentos utilizados. Por ejemplo, ciertos pigmentos pueden sufrir cambios en agua muy clorada y esto puede provocar un cambio de color de las piezas. Debido a que estos efectos varían ampliamente, los experimentos de laboratorio solo pueden dar pautas; es imprescindible realizar pruebas sobre la pieza acabada propiamente dicha. El ABS se puede distinguir del TPS por su mejor resistencia al tetracloruro de carbono. TPS tiene mejor resistencia al alcohol metílico. El agrietamiento por tensión ambiental se puede evaluar aplicando un producto químico a una muestra preesforzada y determinando su resistencia al agrietamiento por tensión durante un período de tiempo específico. Como se discutió anteriormente, la presencia de AN mejora la resistencia al agrietamiento por tensión ambiental. En ABS, el carácter polar del grupo nitrilo reduce la interacción del polímero con solventes de hidrocarburos, aceites minerales y vegetales, ceras y materiales domésticos y comerciales relacionados. La buena resistencia química proporcionada por la presencia de AN como comonómero combinada con una capacidad de absorción de agua relativamente baja (<1%) da como resultado una alta resistencia a los agentes colorantes (p. Ej., Café, jugo de uva, sangre de res) que se encuentran típicamente en aplicaciones domésticas. Al igual que la mayoría de los polímeros, el ABS sufre un agrietamiento por tensión cuando entra en contacto con ciertos agentes químicos bajo tensiónLas condiciones de moldeo por inyección pueden afectar significativamente la resistencia química y esta sensibilidad varía con el grado de ABS. Ciertas combinaciones de temperatura de fusión, tasa de llenado y presión de empaque pueden reducir significativamente la resistencia al agrietamiento por tensión, y este efecto interactúa de manera compleja con el nivel de tensión impuesto al que está sujeta la pieza en servicio. Tanto la orientación del polímero como la tensión parecen ser consideraciones; por tanto, las deformaciones críticas pueden ser mayores en la dirección del flujo. En consecuencia, todos los medios que estén en contacto con la parte del ABS durante el servicio deben evaluarse en las condiciones de uso final previstas. Estabilidad de procesamiento. El procesamiento puede influir en las propiedades resultantes por medios químicos y físicos. Se ha informado de degradación de las fases de caucho y matriz en condiciones muy severas. Los cambios morfológicos pueden resultar evidentes como la aglomeración de partículas de caucho dispersas durante el moldeo por inyección a temperaturas más altas. Los efectos físicos como la orientación y la tensión moldeada pueden tener efectos marcados sobre las propiedades mecánicas. Por lo tanto, la selección y el control adecuados de las variables del proceso son importantes para mantener un rendimiento óptimo en las piezas moldeadas. Se ha demostrado que los antioxidantes agregados en la etapa de composición ayudan a retener las propiedades físicas durante el procesamiento. Los cambios de apariencia evidentes bajo ciertas condiciones de procesamiento incluyen el desarrollo del color, los cambios en el brillo y la propagación. La decoloración se puede minimizar reduciendo la temperatura del material durante el moldeo o la extrusión. El esparcimiento es la formación de imperfecciones superficiales alargadas en la dirección del flujo y típicamente es causado por humedad, aire ocluido o productos de degradación gaseosos; Las condiciones de secado adecuadas son esenciales para evitar la exfoliación inducida por la humedad. Las técnicas para evaluar la estabilidad del procesamiento y los efectos mecanoquímicos incluyen el uso de un reómetro de torque Brabender, moldeo por inyección, reometría capilar ) y medición del índice de fusión en función del tiempo de residencia.
Resistencia al agrietamiento por estrés ambiental (ESCR)
Ciertos medios pueden iniciar el agrietamiento en molduras de ABS sometidas a esfuerzos mecánicos externos o internos. El agrietamiento puede ser inducido incluso por agentes que normalmente no atacan o apenas atacan las molduras no sometidas a tensiones. Por ejemplo, los hidrocarburos alifáticos como el heptano tienen un efecto muy fuerte en la activación de ESCR tanto en ABS como en grados de alto impacto. Se dice que un medio inicia los ESCR si su presencia reduce la capacidad de carga dependiente del tiempo en comparación con el comportamiento en un entorno neutral. La prueba de fluencia por tracción es un ejemplo de un método que puede emplearse para tal evaluación. La resistencia a los ESCR depende no solo del tipo de producto en cuestión, sino también de su estado después del procesamiento. Si se quiere evitar el daño por ESCR, no es suficiente conocer las propiedades del producto, pero es igualmente importante controlar rigurosamente la calidad de las molduras. El mecanismo de fractura predominante en polímeros con baja polaridad (como poliestireno de alto impacto o ABS con bajo contenido de acrilonitrilo) es el mecanismo de locura (con un tamaño de partícula óptimo de aproximadamente 2-6 µm). Con el aumento de la polaridad, la disipación de energía mediante la formación de bandas de cizallamiento ("rendimiento de cizallamiento") se vuelve más pronunciado. Este segundo mecanismo se ve facilitado por partículas muy pequeñas en el área de menos de 100 nm. Como regla general, se acepta decir que, comenzando con HIPS, el aumento del contenido de acrilonitrilo en los polímeros de estireno modificados con caucho provoca un cambio hacia un tamaño de partícula óptimo más bajo. Por esta razón, M-ABS típicamente tiene significativamente partículas celulares más pequeñas que las HIPS polimerizadas en masa. Mientras que los materiales amorfos de una sola fase, como SAN o polimetilmetacrilato, son transparentes; Los materiales multifase modificados con caucho son, por regla general, opacos. La razón de la pérdida de transparencia es la dispersión de la luz por las partículas de caucho disperso en la matriz amorfa. Sin embargo, como ocurre con todas las reglas, también hay excepciones. En el caso de los polímeros de metilmetacrilato-acrilonitrilo-butadieno-estireno (MABS), el índice de refracción del caucho se construye de tal manera que tiene exactamente el mismo índice de refracción que la matriz. Así, la luz no se dispersa y el material permanece transparente.
Estabilidad oxidativa térmica
El ABS sufre autooxidación y las características cinéticas de la reacción de consumo de oxígeno son consistentes con un mecanismo de cadena de radicales libres autocatalítico. Las comparaciones de la velocidad de oxidación del ABS con la del polibutadieno y SAN indican que el componente polibutadieno es significativamente más sensible a la oxidación que el componente termoplástico. La oxidación del polibutadieno en estas condiciones da como resultado la fragilización del caucho debido a la reticulación y la introducción de grupos oxidados polares; tal fragilidad del elastómero en ABS da como resultado la pérdida de resistencia al impacto. Los estudios también han indicado que la oxidación provoca el desprendimiento del SAN injertado del elastómero, lo que contribuye al deterioro por impacto. El examen de muestras envejecidas en horno ha demostrado que la degradación sustancial se limita a la superficie exterior, es decir, el proceso de oxidación está limitado por difusión. En consonancia con esta conclusión está la observación de que las tasas de oxidación dependen del grosor de la muestra. Las mediciones de las propiedades de impacto mediante ensayos de perforación a alta velocidad han demostrado que el espesor crítico de la capa degradada en la que la fractura de la superficie cambia de dúctil a frágil es de aproximadamente 0,2 mm. La eliminación de la capa degradada restaura la ductilidad. Se logró una demostración de los efectos de una superficie quebradiza en el impacto utilizando ABS recubierto con SAN. Las tasas de oxidación pueden verse afectadas significativamente por aditivos como colorantes. Los métodos de prueba para evaluar la estabilidad oxidativa térmica incluyen la absorción de oxígeno, el análisis térmico, el envejecimiento en horno y la quimioluminiscencia. Tales técnicas reflejan principalmente la reactividad del componente de caucho en ABS con oxígeno. Se ha demostrado que los antioxidantes mejoran sustancialmente la estabilidad oxidativa. Los fenoles, tiodipropionatos y fosfitos impedidos pueden ser eficaces para mejorar el procesamiento o la estabilidad del uso final. En sistemas multifásicos como ABS, los estabilizadores pueden dividirse entre las fases de los componentes. Por tanto, la concentración de aditivo en cada fase puede diferir significativamente de la concentración añadida o media que puede influir potencialmente en la eficacia del aditivo. Se ha informado del uso de estabilizadores ligados al caucho para permitir la concentración del aditivo en la fase del caucho. Se ha utilizado microscopía electrónica de barrido (sem) que utiliza xeds (análisis de rayos X de energía dispersiva) para determinar el comportamiento de partición de los estabilizadores en ABS. Se ha demostrado que el reparto de varios estabilizadores convencionales entre las fases de caucho y termoplástico se correlaciona con los valores de los parámetros de solubilidad.
Inflamabilidad
Los grados de uso general generalmente se reconocen como 94 HB de acuerdo con los requisitos de Underwriters ’Laboratories UL94. También están disponibles los grados ignífugos (FR) (V0, V1 y V2) que cumplen con los requisitos de Underwriters 'UL 94/94 5V y Canadian Standards Association (CSA). El retardo de la llama se logra típicamente mediante la utilización de aditivos halogenados en combinación con óxido de antimonio o mediante aleaciones con PVC o PC. Se ha utilizado una amplia variedad de retardadores de llama bromados en ABS con tetrabromobisfenolA (TBBPA) y oligómeros epoxi bromados (BEO), actualmente de uso generalizado. Ambos se pueden mezclar en estado fundido y se pueden dispersar bien en la mayoría de los equipos comerciales. TBBPA es muy rentable, proporciona un excelente retardo de llama y buenas propiedades de flujo; sin embargo, los productos formulados con TBBPA generalmente tienen una estabilidad a la luz más pobre y una temperatura de deflexión por calor más baja. Aunque TBBPA exhibe baja estabilidad térmica, el procesamiento generalmente no es un problema si se siguen las pautas recomendadas. Se prefieren los grados de ABS retardadores de llama formulados con BEO si se requiere un cambio de color reducido tras la exposición a la luz. Ver más >>>
Reología
El fabricante de ABS controla las propiedades reológicas mediante variaciones de estructura que pueden tener un efecto complejo que depende de la velocidad de cizallamiento. Los efectos de las variaciones estructurales en las funciones de viscosidad son más evidentes a velocidades de cizallamiento más bajas (<10 / s) que a velocidades de cizallamiento más altas. A altas velocidades de cizallamiento, la viscosidad de la masa fundida está controlada principalmente por la composición y el peso molecular del SAN no injertado y por el porcentaje de la fase de caucho injertada. Las curvas de módulo corresponden en su forma a la del componente SAN no injertado, y el tipo y la concentración de partículas de caucho tienen poco efecto sobre la dependencia de la temperatura de la función de viscosidad. El hinchamiento del extruido, sin embargo, se vuelve más pequeño al aumentar la concentración de caucho. Por el contrario, la estructura de la fase de injerto tiene un efecto marcado sobre la viscosidad a pequeñas velocidades de deformación. Los espectros de relajación a largo plazo se ven afectados por las interacciones entre partículas de caucho, que dependen en gran medida del tamaño de las partículas, el injerto, la morfología y el contenido de caucho. Dependiendo del área de superficie de la partícula, se necesita una cantidad mínima de injerto para evitar la formación de redes tridimensionales de partículas de caucho asociadas. A velocidades de cizallamiento bajas, las partículas de caucho asociadas se comportan de manera similar a un caucho reticulado; la estructura de la red, sin embargo, se disuelve por fuerzas de cizallamiento. Se han informado estudios extensos sobre las propiedades viscoelásticas del ABS en estado fundido. También se han descrito los efectos de los lubricantes y otros componentes no poliméricos. Las técnicas para caracterizar las diferencias de flujo de fusión incluyen la velocidad de flujo de fusión, el índice de fusión, el flujo en espiral y la reometría capilar. La viscosidad de alta velocidad de cizallamiento (por ejemplo, 1000/s) se considera más relevante para las aplicaciones de moldeo por inyección y, en general, los grados de moldeo tienen viscosidades de fusión más bajas que los grados de extrusión. Los diseñadores se esfuerzan por reducir aún más los costos a través del diseño de pared delgada. El ABS presenta una viscosidad de fusión baja y una buena resistencia al impacto, características clave que hacen que el ABS sea adecuado para aplicaciones de paredes delgadas.
Propiedades de la superficie
El tratamiento con plasma es útil para activar la superficie de un determinado material. El tratamiento mejora la propiedad de adhesión. Básicamente, la activación superficial efectúa la introducción de funcionalidades químicas en la superficie del polímero para aumentar su energía superficial. La humectabilidad del ABS puede aumentarse mediante el tratamiento con un soplete de plasma atmosférico. Esto se estableció mediante mediciones del ángulo de contacto y otros métodos. La humectabilidad aumentó cuando el tratamiento con plasma atmosférico se realizó de manera lenta. La disminución del ángulo de contacto con respecto al agua se explica por un aumento significativo en el contenido de oxígeno, que es provocado por la formación de grupos carboxílicos e hidroxilo en la superficie del polímero. Después del envejecimiento natural, se observó nuevamente un aumento en el ángulo de contacto con el agua. Sin embargo, nunca se alcanzaron los valores de la superficie del polímero sin tratar.
Brillo/Gloss
Se pueden lograr valores de brillo de la superficie que van desde un acabado mate muy bajo a <10% (60◦ Gardner) hasta un brillo alto superior al 95%. El brillo depende del grado específico y de la superficie del molde o del rodillo de pulido. El bajo brillo se logra mediante el uso de grandes dominios gomosos, agregados de partículas de caucho más pequeñas o mediante la adición de agentes opacos. Propiedades termales. Los grados de ABS de mayor calor se logran mediante la copolimerización con monómeros (por ejemplo, alfa metilestireno o N-fenil maleimida) en la fase de matriz o mediante el uso de ABS como polímero base en aleaciones de alto rendimiento. Las más comunes son las aleaciones de policarbonato ABS que extienden el equilibrio de propiedades que se puede lograr con ABS para ofrecer una resistencia al impacto y al calor aún mayor.
Color
El ABS se vende en forma de polvo no pigmentado, gránulos sin pigmentar, gránulos precoloreados adaptados a los requisitos más exigentes y mezclas de ABS y concentrado de color "sal y pimienta". Los concentrados de color también se pueden utilizar para colorear en línea durante el moldeado.
Transparencia
Los grados de ABS estándar son opacos debido al desajuste del índice de refracción entre la fase de caucho dispersa y la matriz SAN continua. Sin embargo, los sistemas de tipo ABS están disponibles como grados transparentes para aplicaciones claras, con transparencia lograda mediante la coincidencia del índice de refracción de las fases de caucho y matriz mediante la incorporación de comonómeros. Típicamente, el índice de refracción de la fase de caucho aumenta mediante el uso de caucho de estireno-butadieno y la fase de matriz se reduce y empareja con la fase de caucho mediante terpolimerización con metacrilato de metilo.
Estabilización de Acrilonitrilo - Butadieno - Copolímeros de estireno
Al igual que el poliestireno de impacto, los copolímeros de acrilonitrilo-butadieno-estireno (ABS) son sensibles a la oxidación causada por la insaturación del componente elastomérico. Los procesos para la fabricación de ABS requieren el secado (a 100°C - 150°C) de polímeros en polvo que son extremadamente sensibles a la oxidación. Por lo tanto, se deben agregar antioxidantes antes de la etapa de coagulación, normalmente en forma emulsionada, aunque a veces en solución. Los antioxidantes primarios se demandan con frecuencia junto con un sinergista. Los antioxidantes primarios comúnmente utilizados para ABS son BHT, 2,2 'metilenbis- (4-etil o metil-6-terc-butil-fenol), 2,2′-metilenbis- (4-metil-6-ciclohexil-fenol), 2,2′-metilenbis- (4 metil-6-nonil-fenol), octadecil-3- (3,5-di-terc-butil-4-hidroxifenil) -propionato y 1,1,3-tris-(5-terc-butil-4-hidroxi-2-metilfenil)-butano. Sinergistas importantes son tris- (nonil-fenil) -fosfito y dilauril tiodipropionato. Estos antioxidantes son líquidos o muestran puntos de fusión comparativamente bajos, lo cual es un requisito previo importante para la formación de emulsiones estables.
ABS resistente al calor
Se comercializan como grados de ABS de alta temperatura o alta temperatura. Si se necesita un gran aumento de la resistencia al calor sobre el ABS, se pueden usar otros comonómeros como MS, MA o MI en la matriz. Estos grados se comercializan como grados ABS de alta temperatura o alta temperatura. El polímero resistente al calor generalmente también se llama polímero de alta temperatura térmica o polímero térmicamente estable, y significa el plástico de ingeniería que puede procesarse o aplicarse a alta temperatura. Estos polímeros resistentes al calor, el ABS resistente al calor es un plástico que tiene excelentes propiedades mecánicas y de procesabilidad, y es el producto que puede aplicarse particularmente al campo que requiere una alta resistencia al calor entre las aplicaciones donde se requieren propiedades de coloración y brillo. Como uso principal, se aplica ampliamente a productos eléctricos y electrónicos y artículos diversos diarios; Además, se puede aplicar ampliamente a los materiales interiores y exteriores de los automóviles. Aunque el ABS resistente al calor generalmente incluye grados de alto calor que tienen una resistencia al calor de 90 a 95°C y grados de calor muy altos que tienen una resistencia al calor de 100 a 105°C, el producto de ABS resistente al calor que tiene una resistencia al calor de 110 a 115°C ha sido comercializado para la aplicación especial que requiere una resistencia al calor súper alta. Contrariamente al ABS de uso general compuesto por ABS injertado y mezcla de estireno-co-acrilonitrilo, el ABS resistente al calor constituye el producto final productos al mezclar varios tipos de matriz estirénica para proporcionar propiedades de resistencia al calor, es decir, αlfa-metil estireno-co-acrilonitrilo, -metil estireno-co-metil metacrilato de estireno-co-maleico anhídrido, SMA-MMA, fenil maleimida, etc. , con ABS injertado. Entre estos SAN basados en AMS se utiliza principalmente para producir ABS resistente al calor. El método utilizado para fabricar SAN basado en AMS es generalmente el método de polimerización en emulsión o el método de polimerización en masa. El método de polimerización en emulsión puede controlar fácilmente el contenido de estireno / acrilonitrilo y el peso molecular, pero incluye una gran cantidad de aditivos de reacción para la polimerización, lo que puede causar problemas. La SAN producida por el método de polimerización en masa tiene una excelente capacidad de producción, pero en la práctica es relativamente difícil controlar el acrilonitrilo y el peso molecular. Otro método para preparar ABS resistente al calor que tiene excelentes propiedades mecánicas y resistencia a la intemperie reforzada mediante la introducción del terpolímero de estireno-anhídrido maleico-metacrilato de metilo en el ABS para producir ABS resistente al calor, que tiene excelentes propiedades de resistencia al calor. Leer más >>>
Copolímero de MS y AN
El copolímero de MS y AN (MSAN) tiene una mayor resistencia al calor que SAN con el mismo contenido de AN. Las temperaturas de ablandamiento Vicat de los copolímeros MSAN y SAN son 123°C y 103°C, respectivamente. Las propiedades físicas y la resistencia química del grado modificado son similares a las de SAN. Los métodos de fabricación utilizados para SAN también son adecuados para el copolímero MSAN. Los materiales basados en MS son algo más amarillos que sus contrapartes S. En la práctica, S a menudo sólo se sustituye parcialmente por MS, produciendo terpolímeros SMSAN. La proporción de MS depende de la resistencia al calor requerida. El copolímero MSAN también es miscible con PVC y, por lo tanto, se puede usar para hacer mezclas con mayor resistencia al calor y al impacto. Otro medio de aumentar la temperatura de deflexión por calor del ABS es incorporando MA en la matriz. S reacciona fácilmente con MA para dar un copolímero, SMA, con unidades monoméricas distribuidas estadísticamente. SMA muestra una resistencia al calor significativamente mayor en comparación con la de SAN (punto de ablandamiento Vicat de hasta 150°C). Una desventaja de las resinas SMA es que son inestables a temperaturas más altas, liberando dióxido de carbono. Deben estar adecuadamente estabilizados y procesados a temperaturas inferiores a 260°C, de lo contrario pueden producirse partes esparcidas. La resina se estabiliza incorporando hasta un 1% /p de antioxidante fenólico impedido con un sinergista tioéster. Se producen materiales termoplásticos de alto peso molecular con bajo contenido de anhídrido maleico (<25% p/p) para aplicaciones de moldeo o extrusión. También están disponibles los grados desarrollados específicamente para aplicaciones de espuma expandible y mezclas de SMA y PC para carcasas de herramientas eléctricas. También se pueden lograr resultados comparables con el terpolímero SAMA. Para aplicaciones donde es deseable una resistencia al calor superior a la proporcionada por las resinas SMA y MSAN, se pueden usar copolímeros de S y MI. Estos polímeros se pueden producir copolimerizando S con un comonómero MI (principalmente N-fenilmaleimida (NPMI)) usando cualquiera de los métodos usados para SAN. Alternativamente, imidizar SMA con amoniaco o una amina también produce SMI. Las resinas SMI también pueden ser modificadas con caucho, reforzadas con vidrio o aleadas. A diferencia del SMA, son térmicamente estables a altas temperaturas y no están sujetos a defectos superficiales, como esparcimiento, cuando se moldean. Los terpolímeros SAMI o las mezclas de SAN y SMI también se utilizan en la práctica además de los copolímeros SMI.
Resistentencia al fuego
Cuando este material se calienta en una llama, arde con una llama amarilla de hollín y emite un olor alcalino acre que también huele a caucho. Se quema fácilmente (grados ordinarios) y continúa ardiendo cuando se quita la llama. Se forman gotas ardientes. Los plásticos de estireno no son naturalmente resistentes al fuego, aunque su resistencia al fuego puede mejorarse mediante el uso de aditivos retardadores de llama, como un compuesto de bromo y trihidrato de antimonio (ATH). A menudo se sugiere el uso de óxido de octabromo difenilo (OBDPO) en ABS, aunque se pueden requerir niveles altos (por ejemplo, se pueden necesitar 15 partes por cien de resina (phr) de bromo). El contenido de bromo de los compuestos ABS debe ser aproximadamente un 50% más alto que los basados en HIPS. Los compuestos basados en 1,2-bis- (2,4,6-tribromo fenoxi) etano (TBPE) se prefieren cuando se requiere una estabilidad a la luz razonable, aunque la mezcla/dispersión es a menudo pobre y el compuesto FR tiene una estabilidad térmica relativamente pobre en comparación a OBDPO. Debido al nivel de uso y al comportamiento de flujo relativamente rígido del ABS, se prefieren los aditivos FR que facilitan el flujo. Las mezclas de ABS/PVC son retardantes de llama, pero el PVC reduce la estabilidad de procesamiento en relación con el ABS.
Mezclas con copolímeros estirénicos
Con mezclas de copolímeros estirénicos, el alcance de la 'familia' de copolímeros estirénicos se amplía para incluir aleaciones que contienen una proporción importante de otro polímero. Esto se justifica porque, a pesar de ser el componente minoritario, las propiedades de los copolímeros estirénicos dominan habitualmente el perfil de propiedades resultante de la mezcla. En consecuencia, las aplicaciones en las que se encuentran mezclas de copolímeros estirénicos son similares a las de los copolímeros estirénicos "puros". En la práctica, dominan las mezclas con PC, seguidas de aquellas con PA y PBT.
Mezclas de ABS
Entre las resinas estirénicas, ABS disfruta de una posición única de ser considerado un termoplástico de ingeniería debido a sus características clave de rendimiento, a saber. alta resistencia al impacto, resistencia a los disolventes y resistencia al calor moderada. Debido a su costo relativamente bajo, el ABS puede cerrar la brecha entre los plásticos básicos y los termoplásticos de ingeniería de mayor precio. Ver más >>
ABS resistente a la intemperie
El principal inconveniente de los grados de ABS estándar es la falta de resistencia a la intemperie, es decir, a los rayos UV y a la oxidación, lo que limita su uso en exteriores. La degradación fotoquímica se produce cuando las macromoléculas absorben radiación ultravioleta con una longitud de onda inferior a 350 nm. Dado que la energía del enlace C=C es 384kJ / mol, la energía de esta longitud de onda es suficiente para dividir los enlaces. El envejecimiento del ABS de dos fases consta de tres procesos. Oxidación y descomposición de la fase elastomérica, es decir, oxidación fotolítica de cis-I, 4-polibutadieno, transformación de grupos metileno en grupos carbonilo, carboxilo e hidroxilo seguido de descomposición y reticulación. Como resultado, la fase de caucho se vuelve quebradiza y susceptible de agrietarse. El ABS basado exclusivamente en BR no posee el nivel de resistencia a la intemperie requerido en muchas aplicaciones al aire libre. La falta de resistencia a los rayos UV y la oxidación son los factores principales que excluyen el uso de polímeros ABS para tales aplicaciones. Se obtiene una resistencia a la intemperie significativamente mejor en comparación con el ABS reemplazando el BR susceptible con elastómeros resistentes a la intemperie. La principal razón de la degradación es el ataque a los dobles enlaces BR provocado por los rayos UV y el oxígeno atmosférico. La resistencia de los cauchos libres de dobles enlaces a tal ataque es mayor y puede incrementarse mediante la elección de colores oscuros. Hay dos productos principales de 'ABS resistente a la intemperie': La modificación de SAN con elastómero AE (por ejemplo, acrilato de butilo) conduce a ASA. El segundo tipo consta de polímeros AES en los que AN y S se injertan sobre caucho EPDM.
ABS vs. ASA
Mexpolimeros ofrece una variedad de materiales termoplásticos, todos los cuales están diseñados para fabricar piezas resistentes y duraderas. Tradicionalmente, los consumidores tienden a gravitar hacia el ABS porque es el más conocido de los materiales termoplásticos que ofrece Mexpolimeros. Similar a los materiales de ABS, ASA también es un termoplástico de grado de producción conocido por sus fuertes propiedades de material. También se utiliza para la gama de aplicaciones para crear modelos conceptuales, prototipos funcionales, herramientas de fabricación y piezas de producción. ASA iguala o excede las propiedades mecánicas del estándar de ABS y tiene mayor resistencia al calor. Por otra parte, ASA polymer demuestra una estabilidad UV excepcional y, con su acabado mate, ofrece la mejor estética de cualquier termoplástico. Sus especialmente adecuado para piezas de uso final en aplicaciones comerciales y de infraestructura al aire libre, y su amplia gama de opciones de color supera la de ABS.En comparación con la resina ABS, la resina ASA tiene una gravedad específica algo mayor, una resistencia a la tracción algo menor y un alargamiento algo mayor. Las otras propiedades de ASA son comparables a las de ABS. En cuanto a la resistencia a la intemperie, se ha informado que después de la exposición al exterior de la resina ASA, hay un deterioro extremadamente pequeño de las propiedades mecánicas, como el impacto y el alargamiento, y prácticamente no hay cambios en la apariencia. La resina ASA puede soportar las condiciones de uso en exteriores durante mucho tiempo en comparación con la resina de uso general. Además, ASA resin tiene una excelente procesabilidad de moldeo y se moldea bajo las mismas condiciones de moldeo que la resina ABS. Particularmente, dado que la fluidez de la resina ASA es superior a la de una resina ABS rígida alta, el producto grande con un espesor pequeño se procesa más fácilmente con resina ASA que con resina ABS. Además, dado que la resina ASA tiene un alargamiento excelente, es adecuada para procesar piezas que requieren un diseño profundo. La resina ASA se ha vendido como grado ignífugo y grado reforzado con vidrio más fino, que se puede usar en aplicaciones amplias. La resina ASA se ha utilizado sustancialmente en los mismos campos de aplicación que la resina ABS, y en particular se ha desarrollado principalmente para el producto para exteriores que exige la resistencia al clima.
AES vs. ABS
En general, aunque el caucho EPDM es más costoso que el caucho de polibutadieno, la cantidad de caucho EPDM utilizado en la resina AES es tan baja como aproximadamente el 60% del contenido de polibutadieno utilizado en la resina ABS y, por lo tanto, el precio de la resina AES en su conjunto puede ser algo competitivo. Además, dado que la capacidad de moldeo de la resina AES es algo mejor que la de la resina ABS, se puede considerar que la resina AES tiene una alta posibilidad de uso si se puede resolver el problema ambiental mencionado anteriormente.
Mezclas (blend)
Al mezclar ABS con otros plásticos, es posible ampliar el rango de uso. Por ejemplo, el uso de PC o SMA mejora la temperatura de distorsión por calor, mientras que el uso de PVC mejora la resistencia al fuego. Estas aleaciones tienen viscosidades más altas que el ABS estándar. Normalmente, la proporción de ABS: PVC es 80:20. Al mezclar ABS con polietileno clorado (CPE), se puede producir un tipo de elastómero termoplástico (TPE), que tiene una resistencia mejorada al desgarro y a la abrasión (en comparación con el material no modificado). La adición de aproximadamente un 10% de un polibutileno líquido (los polibutenos son líquidos viscosos que no secan) a un ABS, puede duplicar su resistencia al impacto tanto a temperatura ambiente como a -40°C /-40°F. Este tipo de mezcla puede tener viscosidades de fusión y temperaturas de deflexión por calor similares a las del material no modificado. Sin embargo, puede haber una pequeña disminución en las propiedades de tracción y flexión.
MABS
Los grados de ABS transparentes se pueden preparar utilizando metacrilato de metilo (MMA) como cuarto monómero y / o mezclando ABS con PMMA; esto mejora la transparencia, ya que ayuda a igualar el índice de refracción de los otros materiales. Cuando se utilizan niveles bajos de emulsionante de polimerización durante la fabricación, se producen grados que ofrecen hasta aproximadamente un 80% de transmisión de luz y un nivel de turbidez del 10%. Otras propiedades son similares a las de los materiales ABS estándar de impacto medio. ➤ Leer más
ACS
Con la incorporación de CPE en SAN, resultan materiales tipo ABS conocidos como ACS. Estos tienen mejor retardo de llama, resistencia al calor, resistencia a la intemperie y resistencia a la deposición de polvo que el ABS, pero tienen una estabilidad de procesamiento más pobre. La SAN modificada con olefina resulta de la incorporación de elastómeros de olefina en SAN. Tienen propiedades similares al ABS, pero tienen mejores propiedades de intemperismo.
Principales compuestos di ABS:
- ABS + PA6 (acrilonitrilo butadieno estireno + poliamida 6)
- ABS + PBT (acrilonitrilo butadieno estireno + polibutadieno estireno)
- ABS + PC (acrilonitrilo butadieno estireno + policarbonato)
- ABS + PMMA (acrilonitrilo butadieno estireno + polimetil metacrilato)
- ABS-FR (acrilonitrilo butadieno estireno con retardante de llama)
- ABS + GF17 (acrilonitrilo butadieno estireno + Fibra de vidrio 17%)
- ABS + GB20 (acrilonitrilo butadieno estireno + Bolas de vidrio 20%)
Compuesto
El ABS se vende como un producto no pigmentado, en cuyo caso el cliente puede agregar pigmentos durante el proceso de formación, o el fabricante lo colorea antes de la venta. Gran parte del ABS producido por el proceso en masa se vende sin pigmentar; sin embargo, las resinas precoloreadas proporcionan ventajas en la consistencia del color. Si se agregan colorantes, lubricantes, retardadores de fuego, fibras de vidrio, estabilizadores o resinas de aleación al producto, se requiere una operación de combinación. El ABS se puede combinar en una variedad de equipos, incluidos mezcladores de masa fundida continua y por lotes, y extrusoras de uno o dos tornillos. El dispositivo debe proporcionar suficiente mezcla dispersiva y distributiva dependiendo de los ingredientes de la formulación para una composición exitosa, y no se recomiendan las extrusoras de doble husillo contrarrotantes de bajo trabajo o bajo cizallamiento como las que se usan en el PVC. En la etapa de composición, se puede emplear más de un tipo de ABS (es decir, emulsión y producido en masa) para obtener un equilibrio óptimo de propiedades para una aplicación específica. Los productos también se pueden fabricar en el proceso de composición combinando ABS en emulsión que tiene un alto contenido de caucho con SAN polimerizado en masa o en suspensión.
Rellenos
En un compuesto de ABS / metal, se ha mezclado un 10% de polvo de hierro. Las principales razones para elegir el polvo de hierro como cargas de fibra corta fueron sus propiedades mecánicas y térmicas razonablemente buenas, así como su capacidad de mezcla y unión de superficies con polímeros. La forma de las partículas de hierro era esférica. El compuesto se utilizó para el modelado de deposición fundida (FDM). FDM es un sistema de creación rápida de prototipos basado en filamentos. La aplicación de FDM exige que el material se pueda fabricar en forma de filamento de materia prima. Se utilizó una extrusora de un solo tornillo para fabricar los filamentos a partir del material compuesto. Se encontró que la transición vítrea del material compuesto era de 126°C, que es más alta que la del material ABS puro. Además, el comportamiento del flujo de masa fundida se estudió ampliamente mediante la creación de un modelo de elementos finitos.
ABS electroconductor
Se han descrito composiciones de resina electroconductora, que son útiles para envasar dispositivos electrónicos. En general, las composiciones de resina electroconductora se componen de una resina termoplástica y una carga electroconductora, principalmente negro de humo. Se sabe que las resinas de poli (éter de fenileno) imparten resistencia al calor. Para propósitos generales, una resina de poli (estireno) (PS) y una resina ABS son superiores a otras resinas en que incluso si se incorpora negro de humo en una gran cantidad, no habrá una disminución sustancial en la fluidez o moldeabilidad, y son ventajoso también desde el punto de vista de los costes. En estas composiciones, un inconveniente común es que es probable que el negro de carbón se desprenda de la superficie de un producto moldeado por abrasión. Se han desarrollado formulaciones especiales compuestas por una variedad de componentes de resina que superan este inconveniente. De esta manera, se puede reducir sustancialmente la contaminación de los circuitos integrados (IC), etc., causada por la caída del negro de humo, por abrasión cuando se ponen en contacto con los IC.
Enchapado no electrolítico
La metalización de plásticos se puede lograr mediante:
1. Metalización al vacío o deposición al vapor
2. Metalización indirecta
3. Galvanoplastia
4. Enchapado no electrolítico
Los plásticos enchapados en metal encuentran uso en la industria automotriz, hardware, accesorios de plomería, perillas y aplicaciones electrónicas. Para metalizar una superficie de polímero, se puede aplicar un revestimiento no electrolítico. Este proceso normalmente consiste en un proceso de pretratamiento para mejorar la adherencia. En el segundo paso se realiza una siembra superficial del catalizador no electrolítico. Los métodos de pretratamiento químico húmedo utilizan ácidos fuertes como el ácido crómico, el ácido sulfúrico y el permanganato de potasio acidificado para lograr una modificación de la superficie de los polímeros. La presencia de cromo puede imponer serios problemas ambientales, debido a la conocida toxicidad del Cr6 +. Por esta razón, se han realizado intentos para desarrollar métodos que funcionen sin utilizar compuestos de cromo. Alternativamente, para un polímero ABS, se puede aplicar una reacción fotocatalítica como método de pretratamiento antes de la galvanoplastia. A diferencia del método químico húmedo convencional, este método puede mejorar la fuerza de adhesión sin cambios morfológicos severos. El método de pretratamiento utiliza una reacción fotocatalítica en una solución dispersa de TiO2. La reacción fotocatalítica se produce por la formación de un par electrón-hueco en un material semiconductor cuando la energía del fotón supera la banda prohibida. Por tanto, los orificios fotogenerados reaccionan fácilmente con el agua y los iones hidroxilo adsorbidos para formar radicales hidroxilo. Los radicales hidroxilo, a su vez, actúan como agentes oxidantes. El cobre se ha depositado con éxito sobre artículos de ABS con semillas de aluminio. Se han utilizado baños ácidos no electrolíticos con 15% de sulfato de cobre y 5% de, por ejemplo, ácido sulfúrico, ácido fosfórico, ácido nítrico o ácido acético. La deposición se ha realizado tanto a temperatura ambiente como a 60°C. Como era de esperar, la tasa de deposición aumenta drásticamente a temperaturas elevadas. En los cuatro baños ácidos sobre las superficies de ABS sembradas se obtuvieron cristales de cobre. Sin embargo, las capas conductoras de cobre se obtuvieron solo de los baños de H2S04/H3PO4 y CH3COOH, pero no de un baño que contenga HNO3. La adhesión se midió utilizando la prueba de cinta estándar ASTM. La adherencia de las capas conductoras de cobre resultó ser excelente.
ABS Procesamiento
ABS puede ser fácilmente moldeado por medio de inyección,extrusion o moldeo o utilizando el sistema de rotación. Los de alto impacto son más dificultosos porque al tener un mayor contenido en caucho los hace más viscosos. Sus características son similares a las de los metales no ferrosos, se pueden barrenar, fresar, tornear, aserrar y troquelar. El ABS es un material higroscópico ya que requiere un tratamiento de secado antes de su procesamiento. Al ser un material particularmente amorfo, no posee una temperatura de fusión claramente diferenciada. Para un ABS, los niveles de tensión residual se rigen por las condiciones de moldeo empleadas. En general, durante el moldeo por inyección, los niveles más bajos de tensión residual (interna) se producen mediante el uso de altas temperaturas de fusión, altas temperaturas del molde y velocidades de enfriamiento lentas. Si se emplean compuertas relativamente pequeñas, el uso de velocidades de inyección rápidas puede resultar en niveles bajos de tensión interna. Si se emplean compuertas grandes, generalmente se recomienda el uso de velocidades de inyección lentas. Las temperaturas de la masa fundida y del molde deben ser lo más altas posible y la presión de empaque moderada. El uso de tales condiciones también minimizará la deformación. La contracción es del orden de lo 0,4% -0,8%. La adición de un 20% de fibra de vidrio aumentará la densidad a aproximadamente 1,20 g/cm3, pero la contracción se reducirá a 0,2% -0,4%. Estos materiales son higroscópicos y absorberán de 0,2% a 0,35% de agua en 24 horas a temperatura ambiente. Este contenido de humedad no afecta en gran medida las propiedades mecánicas, pero si está por encima del 0,03%, el acabado superficial de los extruidos se ve seriamente afectado. Por lo tanto, si el material ha absorbido más del 0.03% de contenido de humedad, debe secarse antes de usarlo (en un horno de aire caliente durante 2 a 4 horas a 80˚C a 85˚C) o en un secador desecante durante 1 a 2 horas a 80˚C. El control estricto del almacenamiento de material puede ayudar a eliminar las operaciones de secado extensas. El precalentamiento del material también puede mejorar la procesabilidad. La buena estabilidad térmica más el adelgazamiento por cizallamiento permiten una amplia flexibilidad en el control de la viscosidad para un variedad de métodos de procesamiento. El ABS presenta un comportamiento de viscosidad no newtoniano. Por ejemplo, elevar la velocidad de cizallamiento una década de 100/s a 1000/s (velocidades de cizallamiento típicas en el molde) reduce la viscosidad en un 75% en un grado de moldeo por inyección de uso general. La viscosidad también se puede reducir elevando la temperatura de la masa fundida; Normalmente, el aumento de la temperatura de la masa fundida entre 20 y 30°C dentro del rango de procesamiento permitido reduce la viscosidad de la masa fundida en aproximadamente un 30%. El ABS se puede procesar mediante todas las técnicas utilizadas para otros termoplásticos: moldeo por compresión e inyección, extrusión, calandrado y moldeo por soplado. El triturado limpio y sin degradar se puede reprocesar en la mayoría de las aplicaciones (excepto enchapado), generalmente al 20% con ABS virgen. Las operaciones de posprocesamiento incluyen el conformado en frío; termoformado; chapado de metal; cuadro; estampado en caliente; soldadura ultrasónica, por rotación y vibratoria; y unión adhesiva. Manipulación y secado de materiales. Aunque algunos proveedores ofrecen polvos no compuestos, la mayoría de los ABS se venden en forma de gránulos compuestos. Los gránulos son precoloreados o naturales para ser usados para colorear en casa usando colorantes secos o líquidos o concentrados de color. Estos gránulos tienen una variedad de formas que incluyen cubos cortados en cubitos, hebras cuadradas y cilíndricas y esferoides. La forma y el tamaño afectan varios aspectos del manejo de materiales, como la densidad aparente, la alimentación de tornillos y el secado. Pueden estar presentes partículas muy pequeñas llamadas finas como remanentes de la etapa de granulación o de las operaciones de transferencia; estos tienden a congregarse en puntos de acumulación de carga estática. Se pueden usar ciertos aditivos para controlar las cargas estáticas en los pellets.
Reprocesamiento
Cuando se recupera ABS, se sugiere que no se mezcle más del 30% de material remolido con el material virgen. También se debe tener cuidado al agregar remolido, ya que el punto de reblandecimiento Vicat (VSP) y las propiedades de impacto pueden reducirse, según el porcentaje agregado. Se requieren amoladoras de servicio pesado para preparar el triturado de ABS. Tenga cuidado de no introducir ningún material incompatible, ya que esto provocará deslaminación y fragilidad en el componente extruido. El remolido debe secarse. Si se está reprocesando un grado retardante de llama (FR), se debe confirmar que el aditivo FR puede soportar el procesamiento adicional involucrado sin degradación y/o pérdida de retardo de llama.
Soldabilidad por rayo láser
Las placas ABS de soldabilidad por rayo láser se han investigado tanto desde un enfoque experimental como teórico. El ABS es una mezcla compleja que consta de varios ingredientes como se discutió anteriormente. La presencia de las oclusiones de goma hace que el ABS no sea homogéneo desde el punto de vista óptico. Al modelar el proceso de soldadura, se ha utilizado un modelo óptico para determinar cómo se atenúa el rayo láser en el curso del paso. Esta información se ha utilizado como entrada básica para un modelo térmico. A partir de ahí, se pudo estimar la evolución del campo de temperatura en el material. Comparando los resultados del modelo con los resultados experimentales, se podría obtener una idea de los fenómenos fundamentales que gobiernan el proceso. Se ha concluido que el enfoque elegido en el estudio debería ser una herramienta eficaz para determinar la soldabilidad de los polímeros en general. Se cree que la aplicación consecuente del método propuesto debería resultar en una reducción significativa de tiempo y costos al explorar la soldabilidad de sistemas hasta ahora desconocidos.
Diseño de tornillo y barril
Si se utilizan tornillos de una sola etapa, el cilindro debe tener una relación L/D de al menos 24:1 y una relación de compresión de entre 2,7 y 3:1. Se prefieren tornillos de dos etapas y un barril ventilado. Se recomienda la ventilación al vacío del cañón.
Temperaturas de barril
Cuando se inyecta o se extruye las temperaturas de fusión que se utilizan están entre 220˚C a 245˚C. Para la fabricación de láminas, el rango es de 220˚C a 250˚C. La siguiente tabla muestra los ajustes de temperatura típicos utilizados para lograr estas temperaturas de fusión. Tenga en cuenta que en la fabricación de láminas, a menudo, las temperaturas en el exterior de la matriz se establecen más altas que las del interior para fomentar el flujo hacia los bordes de la lámina.
ABS polimerizacion
En la actualidad el ABS se produce, preponderantemente, por medio de la polimerización del estireno y el acrilonitrilo en presencia de polibutadieno, quedando como producto una estructura de polibutadieno, conteniendo cadenas de SAN (estireno acrilonitrilo) injertados en él. Temperature of polymerization 62-75°C. Contenido de cis% 32,3-97,0 (polibutadieno); 1.5-51.6 (trans en polibutadieno).
Hay tres procesos comerciales para la manufactura del ABS (C8H8·C4H6·C3H3N)n
- Emulsión
- Masa
- Suspensión - masa
Polimerización en emulsión
El proceso de polimerización en emulsión involucra dos pasos. Se produce un látex de caucho y luego se polimeriza el estireno y el acrilonitrilo en presencia del caucho para producir un látex de ABS. Este látex luego es procesado para aislar ala resina ABS.
El proceso de polimerización en emulsión involucra dos pasos. Se produce un látex de caucho y luego se polimeriza el estireno y el acrilonitrilo en presencia del caucho para producir un látex de ABS. Este látex luego es procesado para aislar ala resina ABS.
Polimerización en masa
En el proceso de masa ABS la polimerización es conducida más que en agua en un monómero. Este proceso usualmente consiste en una serie de dos o más reactores continuos en el cual el caucho usado en este proceso es comúnmente una solución polimerizada de polibutadieno lineal.
Polimerización en suspensión
El proceso de suspensión utiliza una reacción en masa para producir una mezcla en la que hay material parcialmente convertido en polímero y monómeros y luego emplea una técnica de reacción en suspensión para completar la polimerización.
La morfología y propiedades de la suspensión son similares a aquellas que se obtienen el proceso de polimerización en masa pero con las ventajas de la técnica en emulsión respecto a la baja viscosidad y la capacidad del agua de remover el calor. Las propiedades físicas del plástico ABS varía con el método de manufactura pero varía más con la composición. En general el proceso por emulsión se usa para hacer materiales de resistencias de alto impacto y el proceso de masa es preferido para materiales con menos resistencia al impacto. Si, durante la polimerización, parte o todo el estireno se reemplaza por α-metilestireno (AMS), se produce un alto grado de calor, con mayor resistencia al calor. Las aleaciones con anhídrido estireno-maleico (SMA) también dan grados de alta temperatura que tienen una viscosidad de fusión más baja a un costo razonable.
Otro metodo
El ABS también se puede producir disolviendo primero polibutadieno (o copolímero de estireno-butadieno) en una mezcla de estireno y acrilonitrilo, que posteriormente se polimerizan. Durante la polimerización, los radicales estireno-acrilonitrilo se injertan en la fase de caucho, provocando su precipitación. El tamaño y la distribución del tamaño de las partículas de caucho están controlados por la velocidad de reacción y la velocidad de agitación. Las resinas producidas por este proceso tienen menos contaminantes, por lo que muestran mejor estabilidad, tenacidad y color, pero menor brillo que el ABS tipo G. En 1992, se dio a conocer un nuevo método de fabricación de ABS. Por tanto, se obtuvieron materiales SAN/ABS resistentes al impacto mezclando un copolímero de injerto bi-lobulado (ABS) y un polímero de matriz rígida (SAN). El copolímero bi-lobulado se preparó en polimerización en emulsión de dos pasos, primero preparando partículas de semilla rígidas de un monómero (s) de vinilo (St y AN), butadieno y un agente de injerto, luego injertando butadieno en las semillas para formar partículas de goma unidas. a los rígidos. En mezclas con SAN, la parte gomosa de las mancuernas se aglomera, proporcionando una excelente resistencia al impacto.
Moldeo por inyección
Aunque se pueden utilizar máquinas de émbolo, la mejor opción es la máquina de inyección de tornillo alternativo debido a la mejor homogeneidad de la masa fundida. Se recomiendan tornillos con una relación de longitud a diámetro de 20: 1 y una relación de compresión de 2–3: 1. Los tornillos de uso general varían significativamente en número y profundidad de los tramos de medición; Las zonas de dosificación largas y poco profundas pueden crear una alteración temporal de la temperatura de fusión, lo que es particularmente indeseable con los grados FR de ABS. Los tornillos con una longitud de transición generosa funcionan mejor debido a un mejor control de la velocidad de fusión.
Extrusión
Dado que la eliminación de la humedad es aún más crítica con la extrusión que con el moldeo por inyección, el secado de los gránulos con tolva de aire caliente desecante hasta un 0,02% de humedad es esencial para obtener propiedades y apariencia óptimas. Los requisitos de la extrusora son esencialmente los mismos para tubos, perfiles o láminas. Se prefieren las extrusoras ventiladas de dos etapas ya que el control de fusión mejorado y la eliminación de volátiles pueden proporcionar velocidades más altas y una mejor apariencia de la superficie. Los barriles son típicamente 24: 1 L / D mínimo para unidades de una etapa y 24 o 36: 1 para unidades ventiladas de dos etapas. Los tornillos suelen tener una relación de compresión de 2: 1 a 2,5: 1 y un solo paso, con un ángulo de hélice de 17,7◦. Se recomiendan los paquetes de pantalla (malla 20–40 = 840–420 µm). Para láminas, se prefieren las matrices de tipo perchero aerodinámico sobre el tipo de colector recto. Normalmente, se utilizan tres rodillos altamente pulidos y con temperatura controlada para proporcionar una superficie lisa de la hoja y controlar el espesor. Se pueden sustituir rollos de estampado especiales como el rollo intermedio para impartir un patrón a la superficie superior de la hoja.
Calandrado
Las características reológicas de los grados de extrusión de láminas de ABS los adaptan fácilmente al calandrado para producir películas de 0,12 a 0,8 mm de espesor para conformado al vacío o como laminados para láminas. Las ventajas de este proceso sobre la extrusión son la capacidad para un producto de calibre más delgado y una respuesta rápida para tiradas cortas.
Moldeo por soplado
Aunque el ABS se ha moldeado por soplado durante más de 20 años, este método de procesamiento ha ganado popularidad recientemente para una variedad de aplicaciones. Se están proporcionando mejores grados de ABS para moldeo por soplado adaptando la composición y las características reológicas específicamente al proceso. Si bien el equipo de poliolefina existente a menudo se puede modificar y ajustar fácilmente para moldear ABS, existen algunos requisitos clave que requieren atención. Se requiere un presecado de pellets hasta un 0.02–0.03% de humedad.
Termoformado
El ABS es un material de termoformado versátil. Las técnicas de conformado que se utilizan son el conformado al vacío de molde positivo y negativo, la asistencia de burbujas y tapones, el conformado a presión y de una o dos láminas. Es fácil termoformar ABS en el amplio rango de temperatura de 120–190°C. La hoja tal como se extruyó debe envolverse para evitar raspaduras y la absorción de humedad. La lámina de secado previo que ha estado expuesta al aire húmedo evita defectos en la superficie; por lo general, es suficiente 1-3 ha 70-80°C. La hoja gruesa debe calentarse lentamente para evitar la degradación de la superficie y dar tiempo a que la temperatura del núcleo alcance el valor necesario para una buena conformabilidad.
Metalizado
El ABS se puede metalizar mediante galvanoplastia, deposición al vacío y pulverización catódica. La galvanoplastia (qv) produce el recubrimiento más robusto; Se está avanzando en algunas de las preocupaciones ambientales asociadas con los productos químicos involucrados en el desarrollo de una química modificada. Una ventaja de la pulverización catódica es que se puede utilizar cualquier metal, pero la resistencia al desgaste no es tan buena como con la galvanoplastia. Se debe prestar atención al moldeado y manejo de las piezas de ABS, ya que la contaminación puede afectar la adhesión de la placa y los defectos de la superficie aumentan después del enchapado. Además, ciertos aspectos del diseño de piezas se vuelven más importantes con el enchapado.
IMD
El IMD de componentes de copolímero estirénico con láminas de ABS se utiliza cada vez más, por ejemplo, para consolas y rejillas de calefacción / ventilación. Esta técnica rentable hace posible efectos decorativos que van desde madera de alto brillo o 'acabado piano negro' hasta acabados de aluminio mate. Las películas se adhieren bien a las mezclas de PC + ABS con las que preferiblemente se moldean por detrás. El reemplazo de partes metálicas del cuerpo con copolímeros de estireno ofrece un potencial significativo. En general, el uso cada vez mayor de copolímeros de estireno en el exterior de los automóviles se debe al deseo de los fabricantes de equipos originales de realizar formas que sean difíciles o imposibles de fabricar a partir de metal. Al mismo tiempo, existen demandas por el menor peso posible y una mejor protección contra impactos a baja velocidad, eliminación del proceso de recubrimiento o sustitución por métodos más baratos como el IMD. Además, se logra un menor consumo de combustible debido al menor peso total.
Fijación, unión y unión
A menudo, las piezas se pueden moldear con varios diseños de encaje a presión y protuberancias para recibir remaches o tornillos autorroscantes. Las técnicas de soldadura térmica que se adaptan fácilmente al ABS son la soldadura por rotación, la soldadura por placa caliente, la soldadura por gas caliente, la soldadura por inducción, la soldadura por ultrasonidos y la soldadura por vibración. El ABS también se puede clavar, engrapar y remachar. Existe una variedad de adhesivos y cementos solventes para unir ABS a sí mismo oa otros materiales como madera, vidrio y metales; Para obtener más información, póngase en contacto con los proveedores de materiales o adhesivos. Unir ABS con materiales de diferentes coeficientes de expansión térmica requiere consideraciones especiales cuando se encuentran grandes temperaturas extremas.
Soldabilidad
El ABS es algo higroscópico y puede necesitar ser secado antes de algunos procesos basados en calor.
- Fusión en caliente (Hot die/fusion): buenas resistencias de soldadura de hasta el 80% de la resistencia del material. También se puede soldar con acrílico, policarbonato y SAN en algunos casos.
- Gas caliente (Hot gas): bueno con algunas mezclas; soldaduras de hasta el 70% de la resistencia de la materia. Inducción / electromagnética: excelente; También se suelda a acrílico, PC y SAN en algunos casos.
- Soldadura por centrifugado (Spin welding): de buena a excelente
- Soldadura ultrasónica: campo cercano, excelente, buena para ABS / PC y ABS / PVC; campo lejano, bueno (se recomienda director de energía), feria para ABS / PC y ABS / PVC. Soldadura por puntos, excelente, buena para ABS / PC y ABS / PVC. También se suelda a PVC y SAN en algunos casos.
- Soldadura por vibración: buena, también se puede soldar a algunas versiones de poliestireno, acrílico, óxido de polifenileno, policarbonato y acrilonitrilo de estireno.
Métodos de montaje
- Adhesivos: Adhesivos y uniones solventes
- Sujetadores: los valores dependen del contenido de butadieno. Las resistencias a la tracción, los valores de torque y las cualidades de relajación del material mejoran con un contenido reducido de butadieno. La resistencia al agrietamiento mejora con un mayor contenido de butadieno, ya que los niveles bajos pueden producir agrietamiento en la entrada del tornillo, lo que requiere contrapeso para controlar. Se recomiendan tornillos especiales para roscar y tornillos para formar roscas a presión. Los tornillos de corte de rosca son aceptables. Los tornillos de máquina de plástico son buenos: se recomiendan roscas gruesas unificadas (UNC). Los remaches y los clips de resorte son buenos. Los sujetadores pueden instalarse por ultrasonidos
- Bisagras: de buenas a buenas
- Insertos: los insertos ultrasónicos son excelentes y es el método preferido. La instalación de calor también es excelente, pero más lenta en la mayoría de los casos. Insertos de bobina helicoidal y autorroscantes a presióntambién pueden ser usado. La inserción ultrasónica es buena con ABS modificado con policarbonato y aceptable con ABS modificado con PVC. Los insertos moldeados son buenos, pero deben precalentarse a 95 a 120°C antes del moldeo
- Ajustes de prensa: bien
- Se ajusta a presión: bien
- Disolventes: metil etil cetona (MEK), metil isobutil cetona (MIBK), cloruro de metileno, acetona, dicloruro de etileno, percloroetileno, tetrahidrofurano, tricloroetileno. Puede producir resistencias de unión de hasta el 60% de la resistencia del material
- Replanteo/estampado:Calor, de bueno a excelente. Replanteo de aire caliente/frío, excelente. Ultrasonidos, excelente; bueno para ABS/PC y ABS/PVC
ABS y sus mezclas
Las mezclas de PC/ABS son amorfas y muestran una buena precisión dimensional, baja distorsión y contracción, baja absorción de humedad, alto punto de ablandamiento (Vicat B = 112-134°C, aumentando con el contenido de PC), rigidez y dureza comparable comparado con el de la PC, buena resistencia al impacto con muescas hasta -50°C y buenas propiedades eléctricas en el rango de bajo voltaje/baja potencia. Sin embargo, debido al contenido de PC, las mezclas tienen una resistencia limitada a la hidrólisis (debe evitarse el contacto prolongado con agua a temperaturas superiores a 50°C) y debido a la presencia de ABS son opacas. Dado que su tenacidad disminuye con la intemperie, con frecuencia se utilizan sistemas especiales de estabilización, barnizado adicional o metalización. Alternativamente, en vista de la excepcional resistencia a la intemperie de ASA y AES, estos copolímeros pueden usarse para reemplazar parte de ABS en mezclas especiales. La combinación de ABS con PC conduce a materiales caracterizados por una buena procesabilidad, alta resistencia de la línea de soldadura, alta resistencia al impacto incluso a baja temperatura, alta temperatura de distorsión por calor (HDT), buena rigidez y resistencia, buena estabilidad dimensional, tenacidad, resistencia a la delaminación, fluencia, solvente y resistencia química y excelente enchapado. Las mezclas están disponibles como retardantes de llama, aptas para galvanoplastia y grados reforzados con fibra de vidrio. La adición de esferas de vidrio y cargas minerales abre el camino a numerosas posibilidades de modificación. El moldeo por inyección, la extrusión y el termoconformado o al vacío son los métodos habituales de procesamiento. También se pueden moldear por compresión o transferencia. La superficie de las piezas moldeadas por inyección suele tener un alto brillo, excepto en el caso de mezclas especialmente formuladas que comprenden partículas de gel. Las molduras y las mezclas de PC / ABS semiacabados son fáciles de fabricar tanto a mano como a máquina. La unión se puede realizar mediante soldadura por ultrasonidos, vibración, fricción y placa caliente o mediante unión con adhesivos de uno o dos componentes. Se encuentran disponibles productos adecuados para impresión y revestimiento. La galvanoplastia se puede llevar a cabo mediante el mismo proceso que para el ABS (los grados con alto contenido de ABS dan los mejores resultados). Sus propiedades más importantes son HDT superior y dureza. Existe una demanda creciente de una mejor resistencia a la intemperie: las mezclas de ASA/PC son una solución obvia. Al comparar el ASA con el ABS, cabe destacar que la primera resina tiene una temperatura de transición vítrea más alta, lo que da como resultado una tenacidad algo más pobre a bajas temperaturas. Sin embargo, la falta de insaturación en el ASA aumenta su resistencia a la descomposición fotooxidativa; la resistencia del ASA/PC a la intemperie es sobresaliente. En comparación con las mezclas de ABS/PC, las que tienen ASA tienen una mejor resistencia al agrietamiento por tensión y una resistencia al impacto a temperatura ambiente similar, una temperatura de ablandamiento Vicat, una temperatura de distorsión por calor y una tenacidad. La resistencia a los disolventes de ambos tipos de mezclas es mala. Las mezclas de PC/ABS están disponibles en numerosos proveedores. Debido a su buena procesabilidad y rendimiento, las mezclas de ABS/PC encuentran muchas aplicaciones. Se han utilizado en las industrias automotriz y eléctrica, iluminación, electrodomésticos y ocio. Los ejemplos incluyen paneles de instrumentos interiores de automóviles, tableros de instrumentos, espejos, sistemas de ventilación, revestimientos de techo, insignias, tiras de perfil, listones laterales, parrillas, tapas de guanteras, estanterías, parrillas de altavoces, consolas, embellecedores de ruedas, revestimiento de columnas, spoilers, en la carrocería exterior paneles, cubiertas de ruedas, molduras laterales de protección, botiquines de primeros auxilios, carcasas de máquinas de escribir, cajas de conectores, cajas de fusibles, enchufes, enchufes, interruptores, carcasas de temporizadores, iluminación, aspiradoras, mangos de hierro, humidificadores, cerramientos de máquinas comerciales y electrodomésticos (llama mezclas retardantes), partes eléctricas y electrónicas, conectores, carros, interruptores, ventiladores, herramientas eléctricas y agrícolas, cámaras, instrumentos ópticos, partes electrónicas o de telecomunicaciones, quitanieves, motos de nieve, etc.
ABS Aplicaciones
La mayoría de los plásticos ABS son no tóxicos e incoloros. Debido a que las propiedades del ABS son suficientemente buenas para diversas aplicaciones, entre las que se encuentran ;carcasas de electrodomésticos y de teléfonos,maletas,cascos deportivos,cubiertas internas de las puertas de refrigeradores,carcasas de computadoras,fabricación de tubería sanitaria como sustituto del PVC. Por su característica de ser cromable se utiliza ampliamente en la industria automotriz. Se pueden usar en aleaciones con otros plásticos, por ejemplo, el ABS con el PVC nos da un plástico de alta resistencia a la flama que le permite encontrar amplio uso en la construcción de televisores. ABS / GF es aplicable a marcos y piezas de precisión que requieren un alto módulo de flexión y estabilidad dimensional. No adecuado para aplicaciones en contacto con alimentos e in vivo. La exposición prolongada a radiación UV puede afectar negativamente a las propiedades de una impresión ABS. Aplicaciones en las cuales la parte impresa está expuesta a temperaturas superiores a 85˚C. Otro ejemplo de ABS en aplicaciones de alta gama son las piezas técnicas súper rígidas, resistentes a la temperatura y dimensionalmente estables, que anteriormente se producían con termoplásticos de alta tecnología o incluso metales. Los grados reforzados con fibra de vidrio (GF) ofrecen una variedad de posibilidades de sustitución, ya que presentan una excelente relación rendimiento/precio y, por lo tanto, son el material de elección cuando se trata de reducir los costos en la producción en masa de piezas técnicas.
ASTM D4673 - 16 - Sistema de clasificación estándar y bases para la especificación de acrilonitrilo-butadieno-estireno (ABS) Plásticos y aleaciones Materiales de moldeo y extrusión.
Espectrometría infrarroja por Transformadas de Fourier (FTIR)
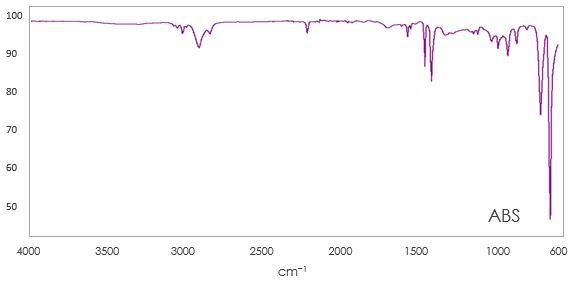
FTIR (asignación de número de onda) cm-1
hidroxi 3460; carbonilo 1646, 1718, 1722, 1730, 1785; C = N 2237; C-O 1450, 950; estireno 700, 765, 1028,1449, 1456-1495, 1582-1601; poli-1,2-butadieno 910-911;poli-trans-1,4-butadieno 966-967; C = C de 1,2 estructuras 1640
ABS
GENERAL PURPOSE
REINFORCED
FLAME RETARDANT
ABS
ABS Medium therm
ABS High therm
ABS very high therm
ABS GB20
ABS GF17
ABS GF17 V0
ABS V0
ABS MF V0
Physical Properties
Method
Unit
Specific Gravity
ASTM D1505
g/cm
1,05
1,05
1,05
1,06
1,19
1,18
1,34
1,22
1,25
mould shrinkage
ASTM D955
%
0,4-0,6
0,4-0,6
0,4-0,6
0,4-0,6
0,3-0,4
0,2-0,3
0,1-0,3
0,3-0,5
0,3-0,5
water absorption 24 h/23°C
ASTM D570
%
0,1
0,1
0,1
0,1
0,1
0,1
0,1
0,15
0,15
MFI melt flow index (220°C/2,16)
ASTM D1238
g/10'
30
20
6
7
20
10
9
25
50
Mechanical properties
tensile
strenght at yield
ASTM D638
MPa
45
40
38
50
35
50
60
38
37
elongation at break
ASTM D638
%
20
50
>50
3
10
2
2
40
7
flexural modulus
ASTM D790
MPa
2400
2200
2000
2400
3000
4300
5000
2000
2100
IZOD impact strength,
notched 23 °C
ASTM D256
J/m
150
200
450
150
50
70
50
130
110
IZOD impact strength,
notched 0 °C
ASTM D256
J/m
130
150
200
-
25
50
-
-
-
IZOD impact strength,
notched -30 °C
ASTM D256
J/m
60
100
130
-
-
30
-
-
-
Thermal properties
VICAT
method B (50 °C/h - 50 N)
ASTM D1525
°C
95
95
93
108
97
102
100
88
80
H.D.T. method A (1,82 MPa)
ASTM D648
°C
92
90
77
-
93
98
95
75
72
ball pressure test
IEC 335
°C
75
75
75
-
75
90
75
75
-
Flammability properties
limited
oxigen index
ASTM D2863
%
-
-
-
-
-
-
37
27
-
flame rating 1.6 mm
UL 94
Class
HB
HB
HB
HB
HB
HB
V0
V0
V0
flame rating 3.2 mm
UL 94
Class
HB
HB
HB
HB
HB
HB
V0
V0
V0
needle flame test
IEC 695-2-2
-
-
-
-
-
-
-
OK
OK
OK
GWIT glow wire flammability
index 3 mm
IEC 60695-2-12
°C
650
650
650
-
650
650
960
960
960
CTI comparative tracking index
IEC 112
Volt
600
600
600
550
550
550
>300
>600
-
| ABS | GENERAL PURPOSE | REINFORCED | FLAME RETARDANT | ||||||||
| ABS | ABS Medium therm | ABS High therm | ABS very high therm | ABS GB20 | ABS GF17 | ABS GF17 V0 | ABS V0 | ABS MF V0 | |||
| Physical Properties | Method | Unit | |||||||||
| Specific Gravity | ASTM D1505 | g/cm | 1,05 | 1,05 | 1,05 | 1,06 | 1,19 | 1,18 | 1,34 | 1,22 | 1,25 |
| mould shrinkage | ASTM D955 | % | 0,4-0,6 | 0,4-0,6 | 0,4-0,6 | 0,4-0,6 | 0,3-0,4 | 0,2-0,3 | 0,1-0,3 | 0,3-0,5 | 0,3-0,5 |
| water absorption 24 h/23°C | ASTM D570 | % | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,15 | 0,15 |
| MFI melt flow index (220°C/2,16) | ASTM D1238 | g/10' | 30 | 20 | 6 | 7 | 20 | 10 | 9 | 25 | 50 |
| Mechanical properties | |||||||||||
| tensile strenght at yield | ASTM D638 | MPa | 45 | 40 | 38 | 50 | 35 | 50 | 60 | 38 | 37 |
| elongation at break | ASTM D638 | % | 20 | 50 | >50 | 3 | 10 | 2 | 2 | 40 | 7 |
| flexural modulus | ASTM D790 | MPa | 2400 | 2200 | 2000 | 2400 | 3000 | 4300 | 5000 | 2000 | 2100 |
| IZOD impact strength, notched 23 °C | ASTM D256 | J/m | 150 | 200 | 450 | 150 | 50 | 70 | 50 | 130 | 110 |
| IZOD impact strength, notched 0 °C | ASTM D256 | J/m | 130 | 150 | 200 | - | 25 | 50 | - | - | - |
| IZOD impact strength, notched -30 °C | ASTM D256 | J/m | 60 | 100 | 130 | - | - | 30 | - | - | - |
| Thermal properties | |||||||||||
| VICAT method B (50 °C/h - 50 N) | ASTM D1525 | °C | 95 | 95 | 93 | 108 | 97 | 102 | 100 | 88 | 80 |
| H.D.T. method A (1,82 MPa) | ASTM D648 | °C | 92 | 90 | 77 | - | 93 | 98 | 95 | 75 | 72 |
| ball pressure test | IEC 335 | °C | 75 | 75 | 75 | - | 75 | 90 | 75 | 75 | - |
| Flammability properties | |||||||||||
| limited oxigen index | ASTM D2863 | % | - | - | - | - | - | - | 37 | 27 | - |
| flame rating 1.6 mm | UL 94 | Class | HB | HB | HB | HB | HB | HB | V0 | V0 | V0 |
| flame rating 3.2 mm | UL 94 | Class | HB | HB | HB | HB | HB | HB | V0 | V0 | V0 |
| needle flame test | IEC 695-2-2 | - | - | - | - | - | - | - | OK | OK | OK |
| GWIT glow wire flammability index 3 mm | IEC 60695-2-12 | °C | 650 | 650 | 650 | - | 650 | 650 | 960 | 960 | 960 |
| CTI comparative tracking index | IEC 112 | Volt | 600 | 600 | 600 | 550 | 550 | 550 | >300 | >600 | - |