PTFE
Tecnologías > Termoplàsticos > ► Fluoropolímeros
Politetrafluoroetileno PTFE
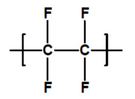 El teflón® es el nombre comercial de una molécula llamada politetrafluoroetileno o PTFE. Fue descubierto accidentalmente en 1938 por el científico Roy J. Plunkett, mientras intentaba crear una nueva sustancia para ser utilizada en refrigeración. El producto que creó fue un polímero (una molécula larga compuesta de unidades repetitivas) construido como una larga cadena de átomos de carbono unidos a átomos de flúor. Esta molécula posee varias propiedades distintivas: no tiende a interactuar con otros materiales, tiene un alto punto de fusión, está aislada eléctricamente, tiene un coeficiente de fricción muy bajo y las cosas no tienden a adherirse a ella. El PTFE es un polímero de flúor bien conocido y usado. Los pesos moleculares promedio en peso de los materiales comerciales varían de 400,000 a 9,000,000. El PTFE es un polímero cristalino (Cristalinidad aproximadamente del 95%.) lineal con un punto de fusión de 327°C. El PTFE está formado en su totalidad por cadenas de macromoléculas sin ramificar, con un grado de polimerización bastante elevado. Los enlaces FC son tan fuertes que es muy dfícil romperlos. Por otra parte, la estructura molecular es completamente simétrica. Debido al diámetro de los átomos de flúor, estos crean impedimentos estéricos entre ellos, por lo que deben orientarse en el espacio en forma de espiral. Así, los átomos de flúor rodean completamente los átomos de carbono que quedan en el interior de la espiral. De esta estructura deriva las propiedades más importantes del teflón; se trata pues, de un plástico semicristalino, no polar, con un grado de cristalinidad muy elevado. Se trata de un plástico especial que sólo se destina a elevadas temperaturas. El polímero que contiene hasta un 40% de materiales aditivos se denomina compuesto de PTFE. Sus características lo convierten en un material único, ya que tiene un bajo coeficiente de fricción, excelente resistencia a agentes externos, un alto grado de antiadhesión, un alto grado de resistencia a bajas y altas temperaturas (de –200ºC a +260ºC). El politetrafluoroetileno (PTFE) siempre se ha considerado uno de los materiales plásticos térmicamente estables, de hecho, hasta 260ºC no se detectan descomposiciones estructurales particulares.
El teflón® es el nombre comercial de una molécula llamada politetrafluoroetileno o PTFE. Fue descubierto accidentalmente en 1938 por el científico Roy J. Plunkett, mientras intentaba crear una nueva sustancia para ser utilizada en refrigeración. El producto que creó fue un polímero (una molécula larga compuesta de unidades repetitivas) construido como una larga cadena de átomos de carbono unidos a átomos de flúor. Esta molécula posee varias propiedades distintivas: no tiende a interactuar con otros materiales, tiene un alto punto de fusión, está aislada eléctricamente, tiene un coeficiente de fricción muy bajo y las cosas no tienden a adherirse a ella. El PTFE es un polímero de flúor bien conocido y usado. Los pesos moleculares promedio en peso de los materiales comerciales varían de 400,000 a 9,000,000. El PTFE es un polímero cristalino (Cristalinidad aproximadamente del 95%.) lineal con un punto de fusión de 327°C. El PTFE está formado en su totalidad por cadenas de macromoléculas sin ramificar, con un grado de polimerización bastante elevado. Los enlaces FC son tan fuertes que es muy dfícil romperlos. Por otra parte, la estructura molecular es completamente simétrica. Debido al diámetro de los átomos de flúor, estos crean impedimentos estéricos entre ellos, por lo que deben orientarse en el espacio en forma de espiral. Así, los átomos de flúor rodean completamente los átomos de carbono que quedan en el interior de la espiral. De esta estructura deriva las propiedades más importantes del teflón; se trata pues, de un plástico semicristalino, no polar, con un grado de cristalinidad muy elevado. Se trata de un plástico especial que sólo se destina a elevadas temperaturas. El polímero que contiene hasta un 40% de materiales aditivos se denomina compuesto de PTFE. Sus características lo convierten en un material único, ya que tiene un bajo coeficiente de fricción, excelente resistencia a agentes externos, un alto grado de antiadhesión, un alto grado de resistencia a bajas y altas temperaturas (de –200ºC a +260ºC). El politetrafluoroetileno (PTFE) siempre se ha considerado uno de los materiales plásticos térmicamente estables, de hecho, hasta 260ºC no se detectan descomposiciones estructurales particulares.Características PTFE
Los fluoropolímeros son, de hecho, materiales de "alta tecnología" con muy altas prestaciones (y altos costos). Los fluorplastómeros nacieron para transformarse con todas las tecnologías en uso, moldeo y extrusión, no absorben la humedad, por lo que no se requieren precauciones particulares. En comparación con los termoplásticos estándar, deben inyectarse o extruirse a una velocidad más baja para evitar problemas de "fractura por fusión". Sin embargo, los moldes, generalmente a base de níquel, para evitar la corrosión, pueden ser del tipo de impresión múltiple, con inyección de tipo capilar, y es importante mantenerlos bien bajos durante el moldeo (120-180°C) para facilitar el llenado. PVDF, E-TFE y E-CTFE son los tipos más utilizados porque son más fáciles de procesar.
Características PTFE
- Tg -130℃ (-150 ~ -122)
- Tm 327℃ (327 ~ 330)
- Índice de refracción 1,31 - 1,35
- Se trata de un material translúcido.
- inercia química extrema
- estructura muy simple y regular
- temperatura de transición vítrea baja
- estructura cristalina muy compacta
- la mayor densidad de plásticos comerciales
- excelente resistencia al calor
- excelentes características dieléctricas
- sin higroscopicidad y máxima resistencia a los solventes
- excelente resistencia al envejecimiento
- características autolubricantes y coeficiente de fricción mínimo
Propiedades mecánicas PTFE
Tiene excepcionales propiedades de resistencia mecánica, térmica, dieléctrica y química. Antiadherente y autolubricante, es el material con el coeficiente de fricción más bajo. Dependiendo de los diferentes tipos, puede usarse a temperaturas que oscilan entre -240 y +260ºC. El PTFE es completamente ignífugo, gracias a la presencia de halógeno en la cadena molecular (F). También existe la versión amorfa de PTFE caracterizada por un alta transparencia, hay dos grados disponibles, con una temperatura de transición vítrea de 160 y 240°C. Los fluorospastómeros son los polímeros más resistentes a la agresión química. El PTFE tiene malas propiedades mecánicas, como la tracción y la compresión, incluso bajo pesos muy limitados, esta característica lo hace útil para obtener juntas, la resistencia a la compresión con una deformación predeterminada es una de las mejores características mecánicas del PTFE, en un amplio rango de temperaturas de funcionamiento. También es conocido por su bajo coeficiente de fricción, con valores en el rango de 0.02 a 0.10. Presenta poca adherencia con otros materiales debido a las pocas fuerzas superficiales que existen en el polímero, haciéndolo un excelente antiadhesivo. Si se calienta a 400ºC se descompone dando lugar a vapores nocivos.
Propiedades electricas PTFE
Es un buen aislante eléctrico. Es muy resistente a las corrientes parasitarias. PTFE posee excelentes cualidades dieléctricas en una amplia gama de temperaturas y frecuencias. Como la absorción de agua es prácticamente nula, las características permanecen sin cambios incluso después de una exposición prolongada a los agentes atmosféricos. La resistencia dieléctrica prácticamente no está influenciada por la temperatura de funcionamiento. La resistencia del arco es considerable y la acción del arco no causa depósitos de carbono sino solo vapores no conductores. También las otras propiedades eléctricas (constante dieléctrica, resistencia superficie, resistencia de volumen, factor de potencia, etc.) son particularmente interesante.
Propiedades térmicas PTFE
El PTFE tiene un bajo coeficiente de transmisión térmica y, por lo tanto, debe considerarse un aislante térmico. Tiene un punto de fusion de 317 - 337°C. No es inflamable y es estable por tiempos indefinidamente largos hasta 260°C. Tiene una elevada dilatación térmica. Cuando se calienta a 19ºC, el PTFE sufre una reordenación de su esqueleto cristalino.
Propiedades quimicas PTFE
El PTFE es inerte contra prácticamente todos los reactivos químicos conocidos. Solo es atacado por metales alcalinos en estado elemental, por clorotrifluoruro y por flúor elemental a alta temperatura y presión. El PTFE es insoluble en cualquier disolvente a temperaturas de hasta 300°C. Solo a temperaturas cercanas al punto de fusión cristalino algunos aceites altamente fluorados pueden hincharse y disolverse. Tiene muy buena resistencia al agua, tanto dulce como salada. Se trata de un material no inflamable. Su resistencia a la radiación UV es buena. Es idóneo para trabajar con HF. Únicamente se puede atacar con metales alcalinos fundidos y con flúor. Resiste los ambientes externos y la tensofisuración.
Adherencia PTFE
Las propiedades especiales del teflón se derivan de su composición química y estructura: los enlaces entre los átomos de carbono y flúor son muy fuertes, lo que implica que se requiere una gran cantidad de energía para romper y reemplazar estos enlaces por otros nuevos. Ahí radica la estabilidad química de este material y su indiferencia frente a otros materiales. Además, al ser más grandes que los átomos de carbono, los átomos de flúor "ocultan" los átomos de carbono de las moléculas externas y reducen así la posibilidad de una reacción química. Otras razones por las que los materiales no se adhieren al teflón están relacionadas con sus propiedades eléctricas: el PTFE es una molécula eléctricamente neutra, lo que significa que la suma de sus cargas positivas (el número de protones) es igual a la suma de sus cargas negativas (el número de electrones). Por lo tanto, la molécula no es atraída por las moléculas cargadas en su vecindad ni es repelida por ellas. En principio, las moléculas neutras pueden ser atraídas, aunque más débilmente, por las fuerzas de Van der Waals. Estas son fuerzas eléctricas muy débiles que operan en rangos muy cortos (menos de un nanómetro) entre moléculas neutras (moléculas cuya carga eléctrica total es igual a cero). Para que esto ocurra, las moléculas deben ser polares o polarizables, lo que implica que los electrones se dispersan por toda la molécula de manera desigual, ya sea de forma permanente o debido a una influencia externa. Sin embargo, el teflón es una molécula no polar, ni es fácilmente polarizable. La razón de esto es la estructura simétrica de la molécula de teflón, que da como resultado una dispersión uniforme de electrones a su alrededor, lo que implica no polaridad. Además, el flúor atrae fuertemente los electrones de otros átomos. Estos electrones se juntan alrededor de los átomos de flúor y no se mueven fácilmente, lo que dificulta la polarización de las moléculas de teflón. La combinación de todas las razones anteriores hace que el teflón sea un material muy suave, de modo que incluso un gecko no puede adherirse a él.
Polimerización PTFE
El PTFE se puede producir mediante dos procesos de polimerización; en emulsión y en suspensión. La polimerización en suspensión acuosa permite la producción de polímeros con altos pesos moleculares, que a través de diversos tratamientos de acabado se transforman en polvos. Estos, incluso a altas temperaturas (por ejemplo, 370°C, muy por encima de la Tm) todavía tienen una viscosidad demasiado alta para ser procesados como plastómeros. Los PTFE de segunda generación, se modifican con la adición de pequeñas cantidades de un comonómero (generalmente perfluoroviniléter). Esta modificación mejora en gran medida las propiedades del polímero base, entre las cuales se reduce el peso molecular y la estructura molecular es más compacta, por lo tanto, la deformación bajo carga y la permeabilidad se reducen, la transparencia aumenta. En la polimerización por emulsión se deposita la disolución acuosa de los iniciadores acompañada de agentes emulsionantes especiales. Seguidamente se produce una dispersión de PTFE que resulta en granos mayoritariamente esféricos. Después se concentra la dispersión hasta un 60% de sólido mediante precipitación parcial con sales o bien con electrodecantación en presencia de agentes dispersantes. Para fabricar PTFE de emulsión en forma de polvo granulada, el plástico se separa de la disolución acuosa por precipitación con sales por coagulación en presencia de disolventes orgánicos solubles en agua, por agitación o por ebullición. Seguidamente se filtra, se lava y se seca. Dependiendo del proceso y de la temperatura, se pueden obtener diferentes tamaños de partícula. Dentro del polímero obtenido queda retenido el agente emulsionante, que tiene efectos lubricantes y facilita el procesado posterior. La obtención del tetrafluoroetilè se produce a través de una reacción radicalaria en la que se emplean como iniciadores del mecanismo peróxidos solubles en agua. Este polimeriza en fase acuosa, entre 20 y 80ºC de temperatura y alta presión, por el procedimiento de suspensión o emulsión. Utilizando radiación energética también se puede generar la excitación que provoca la polimerización. La polimerización en discontinuo se realiza de manera que primeramente se introducen las disoluciones acuosas de los iniciadores y auxiliares, y después se carga el monómero de tetrafluoroetileno a presión con agitación continua. A lo largo del proceso se continúa adicionando monómero logrando así mantener la presión constante. Se trata de una reacción fuertemente exotérmica y por tanto hay que eliminar el calor de reacción generada por agitación y refrigeración intensa; de no hacerse así se produciría una descomposición explosiva de la mezcla reaccionando. Cuando la reacción finaliza, se filtra, lava y se seca el producto, obteniéndose un plástico en polvo con un tamaño de partícula grande. Este polvo se puede procesar directamente o moler hasta que adquiera un tamaño de partícula más pequeña.
Mejorar las características PTFE
Para mejorar las características ya excepcionales de este producto, se agrega PTFE con la adición de varios cargos, tales como:
Fibra de vidrio. La resistencia química (con la excepción de los álcalis y el ácido fluorhídrico) aumenta la resistencia al desgaste. Se usa donde se requiere resistencia a la fluencia y al ataque químico.
Carbone. Buena conductividad térmica. Buena resistencia a la deformación. Se usa donde se requiere la disipación de cargas electrostáticas.
Grafito. Muy bajo coeficiente de fricción, resistencia a la compresión media. Buena resistencia al desgaste. Utilizado para aplicaciones de alta velocidad.
Bronce. Alta resistencia a la compresión. Buena resistencia al desgaste, alta conductividad térmica pero resistencia limitada a los agentes químicos. Utilizado en condiciones de alta velocidad y sin lubricación.
MoS2. Alta antiadherencia. Bajo coeficiente de fricción estática. Buena resistencia a la deformación. Utilizado para piezas con buenas características de resistividad.
Trabajabilidad PTFE
El PTFE no se puede conformar por los procedimientos habituales de moldeo como se hace con el resto de termoplásticos; esto se debe a que tiene una temperatura de ablandamiento muy alta ya que el material fundido tiene una viscosidad extremadamente alta. Para moldearlo es necesario que éste se encuentre en forma de polvo, en dispersión o en pasta. Se puede transformar mediante un prensado en frío, sinterización en frío, sinterización a presión y con una sinterización con presión posterior para obtener bloques o piezas. La transformación tiene lugar principalmente mediante moldeo por compresión a temperatura ambiente, seguido de un tratamiento de sinterización a alta temperatura; Las piezas terminadas o semiacabadas se obtienen en varias formas. Como se trata de una tecnología muy lenta, en el caso de piezas grandes, puede requerir ciclos de sinterización de varios días, ya que las rampas de subida y bajada de temperatura deben ser lentas para no generar tensión en la pieza, con el riesgo de rotura. Una desventaja del PTFE es que es extremadamente difícil de procesar por moldeo o extrusión. El PFTE se procesa en forma de polvo mediante sinterización o moldeo por compresión. También está disponible como dispersión para recubrir o impregnar materiales porosos. El PTFE tiene una viscosidad muy alta, lo que prohíbe el uso de muchas técnicas de procesamiento convencionales. Por esta razón, a menudo se utilizan técnicas desarrolladas para el procesamiento de cerámica. Estas técnicas implican preformar el polvo, seguido de sinterización por encima del punto de fusión del polímero. Para polímeros granulares, la preformación se lleva a cabo con el polvo comprimido en un molde. Las presiones deben controlarse, ya que una presión demasiado baja puede causar huecos, mientras que una presión demasiado alta puede provocar planos de escisión. Después de sinterizar, espeso las piezas deben enfriarse en un horno a una velocidad de enfriamiento controlada, a menudo bajo presión. Las partes delgadas pueden enfriarse a temperatura ambiente. Con esta técnica se pueden hacer formas simples, pero se deben mecanizar piezas más detalladas. Los métodos de extrusión pueden usarse en el polímero granular a velocidades muy bajas. En este caso, el polímero se alimenta a una matriz de sinterización que se calienta. Un troquel de sinterización típico tiene una longitud de aproximadamente 90 veces el diámetro interno. Los polímeros de dispersión son más difíciles de procesar por las técnicas mencionadas anteriormente. La adición de un lubricante (15 a 25 por ciento) permite la fabricación de preformas por extrusión. Luego se retira el lubricante y se sinteriza la pieza. Las piezas gruesas no se fabrican mediante este proceso, ya que el lubricante debe eliminarse. Las cintas de PTFE se hacen mediante este proceso; sin embargo, el polímero no se sinteriza y se usa un aceite no volátil. Las dispersiones de PTFE se usan para impregnar telas de vidrio y recubrir superficies metálicas. Los laminados de la tela de vidrio impregnada se pueden preparar apilando las capas de tela, seguido de prensado a altas temperaturas. El procesamiento de PTFE requiere una ventilación adecuada para los gases tóxicos que se pueden producir. Además, el PTFE debe procesarse bajo altos estándares de limpieza, ya que la presencia de cualquier materia orgánica durante el proceso de sinterización dará como resultado propiedades pobres como resultado de la descomposición térmica de la materia orgánica. Esto incluye malas cualidades visuales y malas propiedades eléctricas. Las propiedades finales del PTFE dependen de los métodos de procesamiento y del tipo de polímero. Se deben considerar tanto el tamaño de partícula como el peso molecular. El tamaño de partícula afectará la cantidad de vacíos y la facilidad de procesamiento, mientras que la cristalinidad estará influenciada por el peso molecular. Se agrega fibra de vidrio para mejorar algunas propiedades mecánicas. Se puede agregar grafito o disulfuro de molibdeno para retener el bajo coeficiente de fricción mientras se mejora la estabilidad dimensional. Solo hay unos pocos pigmentos disponibles que pueden soportar las condiciones de procesamiento. Estos son principalmente pigmentos inorgánicos, tales como óxidos de hierro y compuestos de cadmio. Los polímeros de bajo peso molecular pueden usarse en aerosoles para lubricación en seco. Al calentar el PTFE y el resto de plásticos fluorados a temperaturas superiores a 350ºC, estos se descomponen con facilidad desprendiendo gases muy agresivos y tóxicos, fundamentalmente en forma de ácido fluorhídrico. Por tanto, al conformarse a estas temperaturas se deben cumplir las normas de seguridad laboral. Los aditivos que normalmente se adicionan son el grafito, el disulfuro de molibdeno, polvo de bronce o de cobre, fibras de vidrio o de carbono, alúmina hidratada, pizarra molida y poco, pero también se amparan con frecuencia polímeros de altas prestaciones.
¿Por qué el PTFE (teflón) tiene el punto de fusión más alto?
El flúor tiene la electronegatividad más alta entre todos los elementos. Según la escala de Pauling, la electronegatividad del flúor es de 3,98. Pero la electronegatividad del átomo de carbono es menor que la del flúor y su valor es 2,55. Como resultado, le da al enlace carbono-flúor una polaridad/momento dipolar significativo. Entonces, la densidad de electrones alrededor del átomo de flúor aumenta mucho, mientras que el carbono tiene menos densidad de electrones. Debido a que el átomo de flúor de mayor densidad de electrones es más grande y no permite el empaquetamiento en zigzag planar en la cristalización. Por lo tanto, adquiere una morfología en zigzag retorcida en la cristalización. Debido a que el entrelazado compacto de los átomos de flúor junto con los enlaces C-F más fuertes y estables dan como resultado una mayor estabilidad térmica en PTFE. Por lo tanto, PTFE tiene el punto de fusión más alto entre los polímeros.
Técnicas populares utilizadas para procesar PTFE
Debido a la fuerte conexión entre el átomo de carbono y el átomo de flúor, el PTFE tiene una alta cristalinidad y una alta viscosidad a la temperatura del punto de fusión, y no tiene fluidez ni siquiera en el estado líquido de fusión, por lo que el PTFE solo puede fabricarse mediante moldeo por compresión + método de sinterización. similar a la pulvimetalurgia. El PTFE tiene una viscosidad de fusión muy alta y una temperatura de fusión alta debido a la estructura rígida de la cadena de polímero que dificulta el procesamiento mediante los métodos normales de extrusión y moldeo por inyección. Las tecnologías de procesamiento tienen más similitudes con las de la pulvimetalurgia que con las del procesamiento tradicional de plásticos. Sinterización, prensado, extrusión ram o pasta, moldeo por compresión o moldeo isotáctico, mecanizado, estampación en caliente y extrusión de polvos presinterizados en máquinas especiales. Moldeo por compresión: si la presión de compresión no es lo suficientemente grande, existen espacios de aire entre las moléculas sólidas de PTFE. Como sabemos, la fuerza de penetración de iones de medios corrosivos (como ácidos fuertes) es muy fuerte. Si hay espacios entre las moléculas de PTFE, el ion ácido vendrá de arriba hacia abajo, lo llamamos defecto de baja densidad. Por otro lado, cuanto mayor sea la presión de compresión que apliquemos, cuanto más se unan las moléculas sólidas, mayor densidad tendrá el PTFE, pero mientras tanto surge otro riesgo: el PTFE se agrietará después de la sinterización. Por lo tanto, controlar la presión del moldeo por compresión es muy importante. y difícilLa extrusión de pasta en la que se mezcla PTFE con un hidrocarburo, antes de moldear una preforma, se usa para fabricar continuamente PTFE en tubos, cintas y aislamiento de cables. El hidrocarburo se vaporiza antes de sinterizar la pieza. Dispersión: recubrimientos metálicos, recubrimientos, pulverización, impregnación, fundición para películas delgadas e hilado de fibras. Rango de funcionamiento -200°C a 280°C. Las propiedades de los productos de PTFE dependen en gran medida del procedimiento de procesamiento, como el tamaño de las partículas del polímero, la temperatura de sinterización y la presión de procesamiento. Por lo tanto, todavía se necesitan otros fluoropolímeros para algunas aplicaciones específicas donde el PTFE no es completamente adecuado. Esto condujo a la búsqueda de fluoropolímeros procesables por fusión y al desarrollo de otros miembros de la familia.
Compresión en frío
La resina de PTFE se comprime/compacta en frío en un molde a unos 300 kg/cm² y la resina de PTFE se une mecánicamente debido a su naturaleza cerosa para formar el producto. El producto se expulsa del molde y luego se sinteriza en un horno a aproximadamente 370°C para formar una forma rígida, polimerizada y unida químicamente, mediante la fusión de partículas individuales de PTFE. A continuación, el producto se enfría de forma controlada para dar el artículo de PTFE moldeado. Ventaja Los productos de PTFE fabricados mediante este proceso tienen buenas propiedades físicas, como densidad, resistencia a la tracción, resistencia a la compresión, dureza y baja permeabilidad (bajo contenido de vacíos), longitudinalmente debido a una buena compactación hasta una longitud de 300 mm. Desventaja Los productos de PTFE de longitud larga y continua y más de 500 mm y diseño complejo son difíciles de producir mediante este proceso, debido a las limitadas propiedades de flujo de la resina de PTFE. Este proceso de fabricación también es un método silencioso, laborioso y de larga duración, y también difícil de producir con productos de menor espesor de pared. Producto Las formas básicas, como varillas circulares y cuadradas, casquillos de paredes gruesas de hasta 300 mm y láminas/placas de más de 3 mm ~ 100 mm.
Fabricación de productos de PTFE mediante el proceso de extrusión RAM
Ram Extrusion es un método de operación del proceso para producir longitudes continuas de extruido. La resina de flujo libre de PTFE se alimenta continuamente en un extremo del tubo de matriz recto de diámetro interior uniforme, donde se compacta a 200 kg/cm² mediante un ariete y se fuerza a lo largo del tubo de matriz, incorporando una zona sinterizada calentada a @ 375°C. Luego se retira el ariete, se recarga el tubo de matriz con resina y se repite el ciclo. De esta manera, el polvo compactado es forzado paso a paso a través de la zona calentada del tubo de matriz y sinterizado y luego a través de la sección más fría, emerge como extruido de PTFE sinterizado continuo. Ventajas PTFE fabricados mediante este proceso están disponibles en longitudes largas/longitud continua hasta/más de 3 metros. El PTFE reciclado/reprocesado se puede procesar muy fácilmente con propiedades óptimas. Como la fabricación es continua, el costo de mano de obra es mínimo una vez que se establecen los parámetros. Desventaja Las propiedades físicas como la densidad, la resistencia a la tracción, la resistencia a la compresión, la dureza, la permeabilidad y la resistencia dieléctrica se encuentran en un nivel mínimo debido a la baja compresión. Producto Los productos de PTFE de formas básicas como varillas de hasta 150 mm de diámetro/cuadrado, tubos se fabrican hasta 3 metros/longitud continua mediante este proceso se fabrican mediante este proceso.
Fabricación de productos de PTFE mediante un proceso de sinterización/moldeo isostático
Los productos de PTFE con formas complejas se fabrican mediante un proceso de sinterización/moldeo isostático. La compactación isostática de PTFE consiste en llenar un molde flexible hecho de caucho/poliuretano con resina de PTFE granular de flujo libre, cerrar y sellar el molde flexible, insertar este molde en un fluido contenido en un recipiente a presión, sellar el recipiente y presionar el fluido @ 350 kg/cm². El proceso se completa con la permanencia a presión, la descompresión, la eliminación del molde del recipiente y, finalmente, la eliminación del artículo de PTFE preformado del molde. A continuación, el rendimiento de PTFE se sinteriza en un horno a @ 375 kg/cm² para efectuar la fusión de las partículas de PTFE individuales. Ventaja Los productos de PTFE de geometría compleja se fabrican mediante este proceso. Las propiedades físicas como densidad, resistencia a la tracción, resistencia a la compresión, dureza, permeabilidad y resistencia dieléctrica son muy superiores debido a la presión de compresión uniforme desde todos los lados. El desperdicio en el mecanizado está en un nivel mínimo. Desventaja La maquinaria requerida es de alto costo de capital para este proceso. El proceso es silencioso, laborioso, complejo, delicado de controlar y de larga duración. La configuración de los parámetros técnicos es bastante compleja e implica el rechazo de la prueba de inicio. Producto Los productos de PTFE, como los manguitos de válvula de tapón cónico, los asientos de válvula de mariposa y los casquillos aislantes para disyuntores de SF6, se fabrican mediante este proceso.
Fabricación de productos de PTFE mediante el proceso de extrusión de pasta
Los tubos flexibles de PTFE de longitud larga con secciones de pared delgada se fabrican mediante el proceso de extrusión de pasta. El proceso implica la adición de aceite de hidrocarburo a la resina de PTFE para ayudar a la lubricación de la extrusión. La mezcla luego se presiona ligeramente @ 25 kg/cm² en palanquilla o se realiza y luego se fuerza a través del troquel de Ram Extruder de velocidad constante. Luego, el lubricante se elimina calentándolo y sinterizándolo en un horno a 350°C, generalmente en un horno continuo de larga duración en línea con la extrusión de pasta para formar tubos sinterizados. Las cuerdas de PTFE sin sinterizar para juntas también se fabrican mediante este proceso y se usan sin sinterizar para aprovechar su naturaleza resistente. Ventaja Se producen tubos y revestimientos flexibles de PTFE en longitudes continuas con un espesor de pared mínimo (tan bajo como 0,5 mm). Desventaja Pasta El PTFE extruido forma fibras orientadas, lo que proporciona al extruido una alta resistencia a la tracción longitudinal prácticamente sin resistencia transversal. Las propiedades físicas como la densidad, la resistencia a la tracción, la resistencia a la compresión, la dureza, la permeabilidad y la rigidez dieléctrica son bajas y, por lo tanto, se utilizan para aplicaciones de baja presión o dentro de tuberías compatibles con MS. Producto Los tubos y revestimientos flexibles de PTFE y los cables sin sinterizar se fabrican mediante este proceso.
Fabricación de productos de PTFE por proceso de acuñación en caliente / conformado por calor
Los productos de PTFE que tienen un diseño muy complejo, complicado y fino se fabrican mediante el proceso de acuñación. El proceso de acuñación se realiza sobre artículos sinterizados de PTFE. El artículo de PTFE, normalmente en estado de gel a 350°C, se transfiere a un troquel de acuñación que tiene una forma de producto inversa y se prensa a una presión de 350 kg/cm² y se enfría a presión. Luego, el artículo se expulsa del molde como si estuviera casi listo para usar después de un ligero acabado. El proceso de acuñación se usa no solo para hacer un ajuste fino de las dimensiones y la forma, sino también para cambiar radicalmente la forma original. Mediante este proceso se pueden producir productos de PTFE con ventajas que tienen un diseño fino, complicado y muy complejo. Este proceso es muy simple y solo la fabricación de troqueles de acuñación implica complejidad. El laborioso mecanizado en el torno convencional, la fresadora se evita realmente mediante el uso de este proceso. Desventaja Es la característica de los productos de PTFE acuñados en caliente / formados por calor que tienden a volver a la forma original al recalentarlos y, por lo tanto, se pueden usar hasta un máximo de 150 °C. . Las tensiones térmicas involucradas durante la acuñación son muy altas y, por lo tanto, los cambios en las dimensiones durante el transcurso del período son inevitables. Producto Los productos de PTFE, como impulsores de bombas, cuerpos mezcladores, válvulas y bombas, diafragmas y boquillas, se fabrican mediante este proceso.
Fabricación de productos de PTFE mediante el proceso de pelado / pelado
Las películas y láminas de PTFE de naturaleza flexible, de longitud continua / forma de rollo se fabrican mediante el proceso de pelado / pelado. El proceso de Skiving/Peeling se lleva a cabo sobre palanquilla de PTFE sinterizado. El eje de acero estriado se inserta en la palanquilla de PTFE y el conjunto se monta en un torno rotatorio como una máquina de pelado/corte y gira a @ 20-30 RPM. La cuchilla/cuchilla de corte montada en el carro transversal rígido avanza hacia el tocho a velocidad constante para despegar la película/lámina continua de PTFE de espesor constante. La variedad de espesores que van desde 0,1 mm, incluso hasta 8 mm, se pueden pelar/recortar aumentando la velocidad de avance del deslizamiento transversal en el conjunto giratorio de eje de acero/palanquilla de PTFE. Las películas y láminas de PTFE ventaja en longitud continua con un grosor mínimo de 0,1 mm se pueden fabricar mediante este proceso con anchos de hasta 3 metros. Desventaja El costo de capital involucrado en la maquinaria es bastante alto. El proceso es bastante largo, laborioso y complejo, particularmente en la fabricación de películas delgadas. El desperdicio del proceso durante el arranque y la parada es relativamente alto, hasta un 5 % en forma de película de arranque y tubería residual interna en el cenador estriado de acero. Producto Este proceso fabrica películas y láminas de PTFE con un grosor que oscila entre 0,1 mm y 8 mm y un ancho de 5 mm y 3000 mm.
Fabricación de productos de PTFE mediante calandrado / corte longitudinal / trenzado
Los productos de PTFE que tienen un diseño muy complejo, complicado y fino se fabrican mediante el proceso de acuñación. El proceso de acuñación se realiza sobre artículos sinterizados de PTFE. El artículo de PTFE, normalmente en estado de gel a 350°C, se transfiere a un troquel de acuñación que tiene una forma de producto inversa y se prensa a una presión de 350 kg/cm² y se enfría a presión. Luego, el artículo se expulsa del molde como si estuviera casi listo para usar después de un ligero acabado. El proceso de acuñación se usa no solo para hacer un ajuste fino de las dimensiones y la forma, sino también para cambiar radicalmente la forma original. Mediante este proceso se pueden producir productos de PTFE con ventajas que tienen un diseño fino, complicado y muy complejo. Este proceso es muy simple y solo la fabricación de troqueles de acuñación implica complejidad. El laborioso mecanizado en torno convencional, fresadora realmente se evita mediante el uso de este proceso.
Fabricación de productos de PTFE mediante el proceso de mecanizado
Los productos de PTFE en forma moldeada y extruida son fáciles de mecanizar. Todas las operaciones normales de maquinado de alta velocidad se llevan a cabo con herramientas que tienen filos de corte afilados. Los productos de PTFE generalmente se mecanizan y terminan mediante varios procesos, como rectificado sin centro (+ 0,025), taladrado a 600 RPM, torneado y fresado a 1000 RPM, (+ 0,05 mm) para producir componentes mecanizados con tolerancias adecuadas. Los productos mecanizados de PTFE de ventajas se pueden proporcionar en máquinas convencionales como torno central, fresadora, taladradora, rectificadora sin centro sin accesorios especiales o tecnología especial con bajo costo de capital. Desventaja Se debe tener el debido cuidado, como la pulverización de refrigerante, el taller con temperatura controlada, etc., mientras se mecaniza y mide el componente de PTFE, ya que se produce un cambio dimensional / lineal de hasta el 1% entre 0 y 100°C. Por lo tanto, el mecanizado/medición dentro de tolerancias estrechas debe hacerse teniendo en cuenta este/coeficiente de expansión térmica. Producto Los asientos de válvula de PTFE, juntas de PTFE, fuelles de PTFE/juntas de expansión, bolas de PTFE, juntas tóricas de PTFE se producen mediante este proceso.
Fabricación de productos de PTFE por picazón de sodio/tratamiento químico
Los productos de PTFE en secciones moldeadas y extruidas se tratan químicamente con picazón de sodio para hacer que la superficie de PTFE se pueda unir. La solución de picazón generalmente de solución de metal alcalino como complejo con naftaleno en tetrahidrofurano se usa para el tratamiento de superficies. Los productos de PTFE se sumergen en itinerante para cambiar el color de la superficie de PTFE de blanco a marrón metálico, y el tono se oscurece con el aumento del tiempo de inmersión. Después del tratamiento, los productos de PTFE se eliminan de la solución y la picazón residual se elimina lavando con alcohol y luego lavando con agua tibia. Una vez que se logra el estado de picazón, la superficie de PTFE ya no es "antiadherente" y se puede unir con una amplia gama de adhesivos. Los adhesivos utilizados son generalmente sistemas Epoxi de dos componentes. Los productos Advantage PTFE son antiestáticos y no se puede usar adhesivo para pegarlos. Por picazón de sodio/tratamiento químico: la superficie del producto de PTFE se volvió adherible y casi todos los adhesivos de dos componentes a base de epoxi se pueden usar para pegar/adherir el producto de PTFE a cualquier sustrato, como plásticos, metales y no metales. Desventaja Fabricación de picazón aplicación de picazón
Aplicaciones PTFE
Sellado de juntas, elementos de válvulas y bombas, en la extracción de aceite, recubrimientos antiadherentes para utensilios de cocina, piezas mecánicas, recubrimientos para tejidos técnicos, componentes eléctricos, tuberías. Utilizado en polímeros, para mejorar la capacidad de extrusión, o reducir su coeficiente de fricción, la adición de fluoropolímeros también aumenta la productividad de las plantas. Debido a las excelentes propiedades eléctricas, el PTFE se utiliza en una variedad de aplicaciones eléctricas, como el aislamiento de cables y alambres y el aislamiento de motores, condensadores, bobinas y transformadores. El PTFE también se utiliza para equipos químicos, como piezas de válvulas y juntas. Las características de baja fricción hacen que el PTFE sea adecuado para su uso en rodamientos, dispositivos de liberación de moldes y utensilios de cocina antiadherentes. El tetrafluoroetileno se emplea para crear varillas, bloques, planchas, tubos, tubos flexibles retráctiles y/o aislantes, láminas, cintas y fibras. Con él se fabrican piezas electroaislantes, piezas de conmutadores de alta tensión, aislantes de cables e hilos, juntas, elementos de expansión, revestimientos de depósitos, aparatos químicos, válvulas, bombas, cuerpos de relleno, aparatos de laboratorio químico, recubrimientos de superficies repelentes, cintas transportadoras, en la industria de adhesivos, en la alimentaria, en la soldadura de plásticos, para rellenos antiadhesivos de sartenes, moldes de panadero, planchas de planchar. Al igual que otros polímeros fluorados, el PTFE también se emplea como aditivo para otros termoplásticos, especialmente en aquellos que están reforzados con fibra de vidrio, con el fin de mejorar el deslizamiento y la resistencia al desgaste.
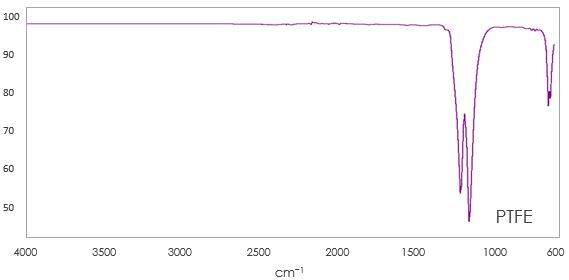
Espectrometría infrarroja por Transformadas de Fourier (FTIR)