PS poliestireno
Termoplàsticos > ► Estirénicos Rígido

Poliestireno PS
Poliestireno de uso general (GPPS)
En Mexpolimeros ofrecemos una vasta gama de poliestireno resina y sus compuestos desarrollados de acuerdo a sus necesidades, garantizando la calidad en productos y servicio. Nuestra gama de productos incluye grados sin refuerzo, con fibra de vidrio y/o con carga mineral ( Ibridos), cargado con metales, con aditivos especiales como establizador al calor, UV, metales, antiestatico, antibacteria, marcado laser, nucleado etc, lubricante especial y retardante de llama (con o sin halógenos). También frecemos desarrollados y evaluados por personal altamente calificado y con tecnología avanzada.
Somos de los pocos que suministran un poliestireno con una fluidez superior a 50 gr/10 '(MFR a 200°C/5 kg) contáctenos para más información.
Manejamos PS con o sin cargas minerales, con fibra de vidrio, PS de alto impacto, alta resistencia al calor, resistente a la hidrólisis y metales, coloreada según RAL o Pantone® o estándares hechos a medida. Amplia gama de PS halogenados ignífugos, libres de halógenos, base de fósforo y melamina. Nuestros compuestos termoestabilizados cumplen con los requisitos de la prueba de inflamabilidad UL 94 del instituto de pruebas estadounidense Underwriters Laboratories Inc. con tarjeta amarilla de UL en todos los colores. Contacta nuestro vendedor per el departamento de estirenicos info@mexpolimeros.com
Certificaciones PS resistente a la llama
Mexpolimeros, que lleva años involucrada en el desarrollo de compuestos retardadores de llama, está en condiciones de ofrecer a sus clientes una amplia gama de productos certificados por los Organismos de referencia para los sectores de Electricidad, Electrónica, Electrodomésticos, Transporte y Construcción. En particular Mexpolimeros ha certificado más de 100 compuestos en Underwriters Laboratiries (UL) lo que permite la comercialización de estos productos en todos los países del mundo para aplicaciones en el sector Eléctrico y Electrónico. Además, Mexpolimeros ha certificado en la VDE sus productos de referencia para aplicaciones en el sector de electrodomésticos que requieren el cumplimiento de la norma EN 60335 4ª Ed. (GWIT> 775'C). Finalmente, para cumplir con las normas nacionales relativas al uso de compuestos autoextinguibles en la construcción y el transporte público, Mexpolimeros ha obtenido numerosas clasificaciones según la norma italiana (Clase 1), según las normas francesas NF 16101 (Clase F1, M1), y según las normas alemanas DIN 5510 y DIN 4102 (clase B1). Finalmente Mexpolimeros está certificando algunos compuestos retardantes de llama de alto rendimiento según la nueva norma europea para transporte público EN 45545. Los productos ofrecidos por Mexpolimeros cumplen con la directiva RoHS, relativa a la presencia de sustancias peligrosas en equipos eléctricos y electrónicos.
PS - copolímero de estireno y acrilonitrilo
La unidad estructural de la cadena molecular del poliestireno, [-CH2-CH(C6H5)-]n , está formada por dos grupos vinilo y un grupo fenilo lateral. El grupo lateral de gran peso molecular, dificulta el ordenamiento de las cadenas y por ello el material es esencialmente amorfo. Por su naturaleza amorfa el polímero comercial ha sido considerado atáctico por mucho tiempo. Sin embargo, como en el caso del PMMA, subsecuentes trabajos han indicado que los segmentos sindiotácticos son más frecuentes que los atácticos y que aparentemente esto puede ser una característica común de la mayoría de los polímeros vinílicos iniciados a partir de radicales libres. La posición específica del anillo bencénico es, no obstante, suficientemente aleatoria para inhibir la cristalización. Debido a la rigidez de la cadena molecular del PS, por efecto del anillo bencénico, las temperaturas de transición vítrea (Tg) de los materiales comerciales están en un rango de 90-100ºC. Como una consecuencia de este valor de la Tg y sumada a la naturaleza amorfa del polímero, a temperatura ambiente se tiene un material que es duro, rígido y transparente. Sin embargo, arriba de su Tg el PS sometido a esfuerzos se comporta como un líquido viscoso; a temperaturas todavía mayores es un plástico fácilmente moldeable, caracterizado por ser un fluido newtoniano a bajos esfuerzos de corte y no newtoniano si los esfuerzos son grandes. El poliestireno puede ser obtenido por polimerización en masa, en solución o en suspensión. Con la polimerización en masa se obtiene un polímero muy transparente, pero con un peso molecular muy distribuido, mientras que las polimerizaciones en solución y en suspensión permiten obtener un polímero con peso molecular controlado, pero con transparencia reducida.
¿Qué es GPPS?
La estructura química del poliestireno (PS) o poliestireno de uso general (GPPS) es una columna vertebral de polietileno con anillos de fenilo unidos lateralmente, que son responsables de la alta Tg (100°C) y el alto índice de refracción (nD 25 = 1.590). Rigidez, brillo, brillo y dureza son las principales características de GPPS. El GPPS es un material duro, transparente y muy brillante. Aunque se suele denominar poliestireno de uso general, también se utilizan términos como poliestireno estándar, poliestireno normal, poliestireno cristal o homopolímero de estireno. En este apartado, se emplea la definición de material de moldeo de poliestireno de conformidad con la norma ISO 1622-2. El Poliestireno, también conocido como GPPS (General Purpose PolyStyrene), es un polímero sintético aromático hecho a partir del monómero de estireno, [-CH2-CH(C6H5)-]n. La estructura química del poliestireno comprende solo átomos de carbono e hidrógeno y se clasifica como hidrocarburo. Los átomos de carbono están unidos entre sí por enlaces covalentes y cada átomo alternativo de la cadena tiene un grupo fenilo unido del cual forma un hidrocarburo de cadena larga. El poliestireno es producido por la polimerización del monómero stirene. Hay una distinción entre poliestireno atáctico y poliestireno sindiotáctico, poliestireno atáctico es amorfo y transparente también llamado poliestireno cristal, mientras el poliestireno sindiotáctico tiene un poliestireno semicristallino. Las estructura es un polímero relativamente rígido, el poliestireno atáctico tiene una densidad de 1050 kg/m3. Es una resina muy barata por unidad de peso. Tiene una baja barrera al oxígeno y el vapor de agua y tiene un punto de fusión relativamente bajo. El poliestireno es fácilmente expandible, una vez expandido toma las sigla EPS, comúnmente conocidos como poliestireno expandido se compone de carbono, hidrógeno y 98% de aire. El poliestireno expandido se obtiene mediante la polimerización del estireno que se presenta en forma de pequeñas perlas transparentes. Estos últimos se expanden hasta 20-50 veces su volumen inicial gracias al contacto con el pentano (hidrocarburo gaseoso) y el vapor de agua a 90°C. En el interior de las perlas se forma una estructura de celda cerrada que atrapa el aire desde el que las excelentes características de los EPS utilizan como aislante térmico, es un excelente aislante eléctrico para los condensadores, y es prácticamente anigroscopico. Una prerrogativa que lo hace extremadamente versátil es la facilidad con la que se puede colorear, ya sea con colores brillantes o mate.
Nombres - Símbolo PS
- PS termoplasticos
- PS thermoplastics
- Poliestireno
- Polystyrene ( Crystal )
- GPPS
- General Purpose PolyStyrene
PS Propriedades
- Buena resistencia térmica y química
- Baja resistencia al impacto
- Es transparente
- Copia detalles de molde con gran fidelidad
- Rígido ,duro pero frágil
- Deformable plásticamente
- Tiene gran brillo superficial
- Presenta muy baja absorción de agua
- Bajo costo de fabricación y fácil proceso
- Muy buena resistencia térmica
PS Propiedades Físico-Mecánicas
La unidad estructural de la cadena molecular del poliestireno, [−CH2 −CH(C6H5)−]n , está formada por dos grupos vinilo y un grupo fenilo lateral. La posición específica del anillo bencénico es, no obstante, suficientemente aleatoria para inhibir la cristalización. El grupo lateral de gran peso molecular, dificulta el ordenamiento de las cadenas y por ello el material es esencialmente amorfo. El poliestireno se ablanda cuando se calienta por encima de su temperatura de transición vítrea. Por encima de su Tg, el poliestireno es una masa fundida viscoelástica. La principal influencia tanto para el componente viscoso como para el elástico es el peso molecular. Para PS que sigue la distribución de Poisson, la viscosidad en estado cero es proporcional a M. La distribución del peso molecular tiene solo una influencia menor. Sin embargo, una pequeña cantidad de poliestireno de alto peso molecular en una mezcla con poliestireno de bajo/medio peso molecular mejora significativamente la elasticidad y la resistencia a la fusión. La forma cristalina del poliestireno tiene una baja resistencia al impacto. En los polímeros cristalinos tales como poliestireno, aparecen muchas microgrietas. Se les ha dado este nombre que no corresponde a la realidad, puesto que no son grietas verdaderas, estas entidades también llamadas “crazes”, crecen en forma normal a la dirección del esfuerzo de tensión más grande, reflejan la luz, y la fractura generalmente es eventual si está suficientemente tensando. De esta manera, los “crazes” se asemejan a las grietas. El comportamiento del poliestireno bajo una tensión de tracción uniaxial a corto plazo a una tasa de deformación baja, de acuerdo con la norma ISO 527. GPPS se caracteriza por una curva empinada, casi lineal y ruptura después de una deformación muy baja. La forma de esta curva muestra que el GPPS es un material rígido y dimensionalmente estable pero relativamente no dúctil que tiene una alta resistencia a la tracción y un bajo alargamiento a la rotura. Para superar la fragilidad del GPPS, el material se modifica mediante la incorporación de caucho a base de butadieno. El material resultante se llama poliestireno de impacto o poliestireno de alto impacto (HIPS). Consiste en una matriz de poliestireno con partículas de caucho de polibutadieno incrustadas de una morfología típicamente celular o de tipo núcleo/capa. Debido a la dispersión de la luz en las partículas de caucho con diferentes índices de refracción, HIPS es opaco. Con un tamaño de partícula reducido, es posible crear un material translúcido, en capas delgadas, casi transparente. Con la adición de polibutadieno, se obtiene el poliestireno resistente a los golpes HIPS. El poliestireno modificado con hules es un sistema de dos fases que consiste en una dispersión de la fase hule en una fase continua de poliestireno, este sistema usa una característica única de elongación del poliestireno por la formación de “crazes” que absorben energía. La dispersión de partículas de hule originan grandes números de “crazes” sin formación de grietas, así contribuyen al desarrollo de productos muy resistentes, las partículas de hule también aumentan la resistencia de la grieta al ambiente, estas partículas se contraen más que la fase rígida porque el hule tiene un coeficiente de expansión más grande que el poliestireno. La dispersione di particelle di gomma origina un gran numero di "crepe" senza crepe, contribuendo così allo sviluppo di prodotti molto resistenti, le particelle di gomma aumentano anche la resistenza della crepa all'ambiente, queste particelle si contraggono più della fase rigida perché la gomma ha un coefficiente di dilatazione maggiore rispetto al polistirolo. HIPS exhibe una pendiente de curva menos pronunciada y, al alcanzar el límite elástico, se deforma pronunciadamente hasta fallar. Este comportamiento es característico de los materiales tenaces. La dureza de HIPS aumenta con el aumento del contenido de caucho. El comportamiento tensión-deformación del PS depende de la temperatura y la velocidad de deformación. El alargamiento a la rotura de HIPS disminuye con la disminución de la temperatura y el aumento de la velocidad de deformación, mientras que la resistencia a la tracción muestra la relación opuesta. El poliestireno se degrada debido a la exposición a la luz solar debido a la fotooxidación, que reduce sus propiedades mecánicas.
Resistencia al agrietamiento por estrés ambiental (ESCR)
Ciertos medios pueden iniciar el agrietamiento en molduras de PS sometidas a esfuerzos mecánicos externos o internos. El agrietamiento puede ser inducido incluso por agentes que normalmente no atacan o apenas atacan las molduras no sometidas a tensiones. Por ejemplo, los hidrocarburos alifáticos como el heptano tienen un efecto muy fuerte en la activación de ESCR tanto en GPPS como en grados de alto impacto. Se dice que un medio inicia los ESCR si su presencia reduce la capacidad de carga dependiente del tiempo en comparación con el comportamiento en un entorno neutral. La prueba de fluencia por tracción es un ejemplo de un método que puede emplearse para tal evaluación. La resistencia a los ESCR depende no solo del tipo de producto en cuestión, sino también de su estado después del procesamiento. Si se quiere evitar el daño por ESCR, no es suficiente conocer las propiedades del producto, pero es igualmente importante controlar rigurosamente la calidad de las molduras.
Resistencia a la radiación de alta energía
El efecto de la radiación de alta energía (electrones rápidos, protones, partículas gama, neutrones, rayos X y rayos alfa) sobre la PS depende de la dosis de radiación, la tasa de dosis, la temperatura de irradiación, la geometría de la muestra irradiada y el medio circundante. Cuando se excluye el oxígeno atmosférico, el GPPS es uno de los plásticos más resistentes a la radiación que se conocen. En la irradiación en el aire, la dosis de radiación que causa daño es sustancialmente menor. La resistencia a la radiación de HIPS es significativamente inferior a la de GPPS.
Ensayo de combustión del poliestireno
Cuando realizamos ensayos de combustión en los copolímeros de estireno y acrilonitrilo, vemos un comportamiento que provoca bastantes cenizas dispuestas en copos, siendo de color amarillo parpadeante en cuanto a la llama se refiere. El olor característicos del SAN en combustión es característico olor a estireno, junto a ácido clorhídrico.
Propiedades Eléctricas del poliestireno
El poliestireno es un muy buen aislante eléctrico. Dependen del porcentaje de agua absorbida, buena capacidad como aislante eléctrico, buena resistencia superficial y por lo tanto buena resistencia a las corrientes de deslizamiento. Tienen pérdidas dieléctricas a altas frecuencias, pero excelente uso a bajas frecuencias. Poseen carga electrostática (atrae polvo). La dependencia de la constante dieléctrica y el factor de disipación de la frecuencia. El PS es completamente transparente, posee superficie brillante y buena transmisión de la luz. Presenta buenas propiedades de aislamiento eléctrico, algo peores que las del PE. Es idóneo para HF (High Frecuency). La resistencia a las corrientes de fuga es mala, y tiene una tendencia muy acusada a las cargas electrostáticas que se puede subsanar con la adición de agentes antiestáticos. Por otro lado, el poliestireno contiene en sus cadenas grupos moleculares no polares, por lo cual el poliestireno tiene excelentes propiedades eléctricas y dieléctricas.
Propiedades Térmicas del poliestireno
Debido a la rigidez de la cadena molecular del PS resin, por efecto del anillo bencénico, las temperaturas de transición vítrea (Tg) de los materiales comerciales están en un rango de 90-100ºC. Como una consecuencia de este valor de la Tg y sumada a la naturaleza amorfa del polímero, a temperatura ambiente se tiene un material que es duro, rígido y transparente. Sin embargo, arriba de su Tg el PS polimero sometido a esfuerzos se comporta como un líquido viscoso. La resistencia a la deformación por calor de las piezas acabadas de PS depende de su forma, las condiciones de producción, el tipo de fuente de calor y la duración del calentamiento y también del grado de PS en cuestión. Las piezas producidas sin la aplicación de una carga externa y que tienen tensiones internas bajas se pueden calentar durante un breve período de tiempo a aproximadamente 15°C por debajo de la temperatura de ablandamiento Vicat sin sufrir distorsión.
Resistencia a la distorsión por calor del poliestireno
La resistencia a la distorsión por calor de las piezas terminadas de PS depende de su forma, las condiciones de producción, el tipo de fuente de calor y la duración del calentamiento y también del grado de PS en cuestión. Las piezas producidas sin la aplicación de una carga externa y con tensiones internas bajas pueden calentarse durante un breve período de tiempo a unos 15 °C por debajo de la temperatura de reblandecimiento Vicat sin sufrir distorsión.
Propiedades reológicas del poliestireno
Como todos los termoplásticos, el PS es un fluido no newtoniano. Esto significa que la viscosidad depende no solo de la temperatura sino también de la velocidad de cizallamiento. Como resultado, el aumento del flujo de masa fundida es desproporcional al aumento de presión. La velocidad de corte D en una boquilla circular es proporcional al rendimiento Q e inversamente proporcional al cubo del radio r como lo indica la fórmula:
D = 4Q / (π r³)
Estabilización de poliestireno
A elevadas temperaturas el poliestireno se descompone en monómeros de estireno y oligómeros. Para muchas aplicaciones el poliestireno no necesita de antioxidantes, pero cuando se repite su procesabilidad en procesos de reciclado requiere de la adición de antioxidantes, normalmente sobre un 0,15% en peso de octadecil-3-(3,5- ditert.butil-4-hidroxifenil) propionato. Por otro lado, la adición de fosfitos permite mantener el color natural. La degradación foto-oxidativa se produce debido a la formación de hidroperoxidos durante el calentamiento del material. Captadores de radiación UV o una combinación de aminas son consideradas como la mejores antioxidantes para prevenir el amarillamiento del PS y proteger la superficie del material. El poliestireno cristalino sin modificar es relativamente estable en condiciones oxidativas, por lo que para muchas aplicaciones no se requiere la adición de un antioxidante. Sin embargo, el procesamiento repetido puede conducir a un daño oxidativo del material, lo que lleva a un aumento del índice de fluidez y a la fragilización del material. El poliestireno cristalino no modificado es relativamente estable en condiciones oxidativas, por lo que para muchas aplicaciones no se requiere la adición de un antioxidante. Sin embargo, el procesamiento repetido puede conducir al daño oxidativo del material, lo que lleva a un aumento del índice de flujo de fusión y a la fragilidad del material. La estabilización se efectúa mediante la adición de octadecil-3-(3,5-di-terc-butil-4-hidroxifenil)-propionato a concentraciones de hasta el 0,15%, si es necesario en combinación con fosfatos o fosfonitos para mejorar el color. En comparación con el poliestireno cristalino no modificado, el poliestireno de impacto que consiste en copolímeros de estireno y butadieno son más sensibles a la oxidación. Esta sensibilidad es una consecuencia de los dobles enlaces en el componente de polibutadieno y se manifiesta en amarillamiento y la pérdida de propiedades mecánicas del polímero. En el poliestireno de impacto, los siguientes antioxidantes o su mezcla se usan en concentraciones totales de 0.1% - 0.25%: BHT, octadecil-3-(3,5-di-terc-butil-4-hidroxifenil) -propionato, 1,1, 3-tris- (5-terc-butil-4-hidroxi-2-metilfenil) -butano y tiodipropionato de dilaurilo. La estabilización se efectúa mediante la adición de octadecil-3- (3,5-di-terc-butil-4-hidroxi-fenil) -propionato a concentraciones de hasta 0,15%, si es necesario en combinación con fosfatos o fosfonitos para mejorar el color. En comparación con el poliestireno cristalino sin modificar, el poliestireno de impacto que consta de copolímeros de estireno y butadieno es más sensible a la oxidación. Esta sensibilidad es consecuencia de los dobles enlaces del componente polibutadieno y se manifiesta en el amarilleo y la pérdida de propiedades mecánicas del polímero. En el poliestireno de impacto, los siguientes antioxidantes o su mezcla se utilizan en concentraciones totales de 0,1% a 0,25%: BHT, octadecil-3- (3,5-di-terc-butil-4-hidroxifenil) -propionato, 1,1, 3-tris- (5- terc-butil-4-hidroxi-2-metilfenil) -butano y tiodipropionato de dilaurilo.
Propiedades Òpticas del poliestireno
Is styrene UV resistant?
Los grados GPPS cristalinos tienen una transmisión de luz de aproximadamente el 90% en la región visible (400-800 nm). La absorción aumenta drásticamente en la región ultravioleta (UV). Tiene poca resistencia al oxígeno y a los rayos UV, y es bastante frágil. El PS pellets es muy transparente y cuenta con un bello acabado brillante. La resistencia a los rasguños adicional lo convierte en una elección apta para displays en el punto de venta y artículos cosméticos. Los grados GPPS cristalinos tienen una transmisión de luz de alrededor del 90% en la región visible (400-800 nm). La absorción aumenta bruscamente en la región ultravioleta (UV). Los HIPS son más o menos opacos según el contenido de caucho.
Permeabilidad al gas y al vapor de agua
Como todos los plásticos, el PS tiene cierta permeabilidad a los gases y vapores, que aumenta con el aumento de la temperatura. La permeabilidad al gas de PS aumenta con la introducción de caucho (consulte los valores de GPPS frente a HIPS) debido al gran volumen libre de la fase de caucho de PB. Es un factor particularmente importante en el diseño de envases para productos que tienen un sabor u olor pronunciado, ya que es posible que escapen aromas y también que penetren gases y vapores desde el exterior. La difusión hacia el exterior de los aromas conduce a un cambio en el sabor, especialmente cuando los componentes individuales del sabor se difunden a diferentes velocidades. El riesgo de cambios causados por la penetración de gases es particularmente grande en el caso del oxígeno atmosférico, lo que puede conducir a la degradación oxidativa de los constituyentes o dar lugar a procesos microbiológicos.
Absorción de agua del poliestireno
Debido a su carácter no polar, PS muestra solo una ligera tendencia a absorber agua.
Propiedades eléctricas del poliestireno
El poliestireno es un muy buen aislante eléctrico. La dependencia de la constante dieléctrica y el factor de disipación de la frecuencia.
Estabilización a lor rayos UV
Los dobles enlaces no se consideran los cromóforos responsables del inicio de la fotooxidación en los poliestirenos porque absorben por debajo de 300 nm. Sin embargo, los grupos peróxido en la cadena polimérica, resultantes de la copolimerización de oxígeno con estireno, son definitivamente fotolabiles. Además, los productos de oxidación tales como las cetonas aromáticas de tipo acetofenona, que se han detectado mediante espectroscopía de emisión, se forman durante el procesamiento de polímeros de estireno a altas temperaturas. Las cetonas aromáticas (AK) en estado triplete pueden extraer hidrógeno del poliestireno (PSH). Esta reacción se considera el mecanismo de iniciación más importante para la fotooxidación de estireno en presencia de cetonas aromáticas. Los plásticos estirénicos como los copolímeros de injerto de acrilonitrilo / butadieno / estireno (ABS) y los poliestirenos resistentes a los impactos son muy sensibles a la oxidación, principalmente debido a su contenido de butadieno. La degradación por la intemperie comienza en la superficie y da como resultado una rápida pérdida de propiedades mecánicas como la resistencia al impacto. Debido a la falta de estabilizadores de luz eficientes, el ABS no se ha utilizado al aire libre a gran escala. Sin embargo, al combinar dos estabilizadores de luz con diferentes mecanismos de protección, por ejemplo, un absorbente de UV de la clase de benzotriazol y la amina estéricamente impedida HALS-I, es posible lograr una buena estabilización incluso en ABS. Este es un caso de sinergia en el que el absorbente de UV protege las capas más profundas, mientras que HALS-I asegura la protección de la superficie. Al mismo tiempo, la decoloración del polímero ABS también se reduce significativamente. Lo mismo se aplica a los copolímeros de poliestireno y estireno acrilonitrilo (SAN), y la mejor protección se obtiene con las combinaciones de absorbentes HALS / UV. La estabilización de la luz es necesaria para los artículos de estos polímeros para los que se puede esperar exposición a los rayos UV (por ejemplo, cubiertas para luces fluorescentes).
Resistencia a los productos químicos del poliestireno
El poliestireno es resistente al agua, álcalis y ácidos minerales diluidos, así como a soluciones acuosas de la mayoría de las sales, a) inorgánicos yb) orgánicos. El poliestireno también es atacado por ácido sulfúrico concentrado y agentes oxidantes fuertes, por ejemplo, agua con bromo, agua con cloro, ácido nítrico y solución de hipoclorito de sodio. Sin embargo, algunos disolventes orgánicos lo hinchan y otros lo disuelven. Esto es cierto para los hidrocarburos aromáticos y clorados, éteres, ésteres y cetonas.
Permeabilidad al vapor de agua y gas del poliestireno
Como todos los plásticos, el PS tiene cierta permeabilidad a los gases y vapores, que aumenta con el aumento de temperatura. La permeabilidad al gas de PS aumenta con la introducción de caucho (ver valores de GPPS versus HIPS) debido al gran volumen libre de la fase de caucho de PB. Es un factor particularmente importante en el diseño de envases para productos, que tienen un sabor u olor pronunciado, ya que es posible que los aromas escapen y también que los gases y vapores penetren desde el exterior. La difusión de aromas hacia el exterior conduce a un cambio en el sabor, especialmente cuando los componentes individuales del sabor se difunden a diferentes velocidades. El riesgo de cambios provocados por la penetración de gases es especialmente elevado en el caso del oxígeno atmosférico, que puede provocar la degradación oxidativa de los componentes o dar lugar a procesos microbiológicos. Debido a su carácter no polar, el PS muestra solo una ligera tendencia a absorber agua.
¿Qué es el poliestireno cristal?
¿Qué es el poliestireno?
El poliestireno cristal es un homopolímero de estructura amorfa, es un plásticos con elevada transparencia y brillo, pero se presenta rígido y frágil, se obtiene directamente de la polimerización del estireno puro.
Propiedades Químicas del poliestireno
El PS polymer, generalmente buena aunque depende del grado de la resina, de la concentración química, temperatura y esfuerzos sobre las partes. Es resistente a los aceites, las grasas, el formaldehído, las gasolinas y el ácido clorhídrico. Además no es atacado por el agua químicamente hablando. El poliestireno es resistente al agua, los álcalis y los ácidos minerales diluidos, así como a las soluciones acuosas de la mayoría de las sales, a) inorgánicas yb) orgánicas. El poliestireno también es atacado por ácido sulfúrico concentrado y agentes oxidantes fuertes, por ejemplo, agua de bromo, agua de cloro, ácido nítrico y solución de hipoclorito de sodio. Sin embargo, se hincha con algunos disolventes orgánicos y se disuelve con otros. Esto es cierto para los hidrocarburos aromáticos y clorados, éteres, ésteres y cetonas. La exposición del poliestireno a ciertos medios provoca la formación de grietas, tanto internas como externas. En cambio, en condiciones normales, un poliestireno colocado en una habitación cerrada es capaz de mantener sus propiedades a lo largo de años, en cambio cuando situamos al PS en el exterior la radiación UV de la luz solar produce un deterioro sobre el material, amarillamiento, pérdida de brillo superficial y disminución de la resistencia mecánicas son algunas de las causas de su exposición a la intemperie. Los colores oscuros tienen mayor resistencia que los colores claros o transparentes. Una de las dificultades que encuentra el poliestireno en algunas de sus aplicaciones es su facilidad de ignición ya que es altamente inflamable, formando un humo elevadamente denso. Pero una de las grandes ventajas que presenta el poliestireno (como ABS, PBT) respecto otros plásticos (como PE, PP) es que permite la metalización de su superficie proporcionándoles un aspecto totalmente metálico.
Resistencia a la radiación de alta energía
El efecto de la radiación de alta energía (electrones rápidos, protones, partículas γ, neutrones, rayos X y rayos α) sobre la PS depende de la dosis de radiación, la tasa de dosis, la temperatura de irradiación, la geometría de la muestra irradiada y el medio circundante. Cuando se excluye el oxígeno atmosférico, el GPPS es uno de los plásticos más resistentes a la radiación que se conocen. En la irradiación en el aire, la dosis de radiación que causa el daño es sustancialmente menor. La resistencia a la radiación de HIPS es significativamente inferior a la de GPPS.
PS de alta fluidez
En base a su naturaleza química, es difícil obtener PS con alta fluidez superior a 20 g/10' a 200°C/5 Kg. Hay algunos grados comerciales con valores de MFI entre 35 y 60 g/10' a 200°C/5 Kg. Es posible aumentar la fluidez del PS mediante la adición de 2 aditivos específicos, que reducen la viscosidad y aumentan la fluidez MFI o MFR. Para más información contacte con el servicio técnico tech@mexpolimeros.com
PS Polimerización
La polimerización de adición del estireno se produce espontáneamente aunque sea muy lenta a temperatura ambiente si el estireno no contiene compuestos inhibidores apropiados, para la producción industrial se usan peróxidos como iniciadores para crear radicales libres muy activos de acuerdo con tres principios:
A granel, el reactor contiene solo el estireno y el iniciador, siendo exotérmico, la temperatura se controla y se mantiene entre 50°C y 150°C.
En suspensión, el estireno se mantiene en suspensión en agua por agitación continua, luego se agrega el iniciador, lo que provoca la polimerización de las gotas de estireno en emulsión, el estireno se mantiene en emulsión en agua a través de productos tensioactivos adecuados.
Compound
Este material de moldeo de PS puede contener pequeñas cantidades de lubricantes (interna o externamente) para ayudar a procesar la resina para el uso final. Además, con frecuencia se añaden agentes antiestáticos, estabilizantes UV, fibras de vidrio o colorantes mediante un proceso de formulación.
Mezclas de estireno
El PS es miscible con varios polímeros, a saber, éter de polifenileno (PPE), éter de polivinilmetilo (PVME), poli-2-cloroestireno (PCS), polimetilestireno (PMS), policarbonato de tetrametil bisfenol-A (TMPC), copolicarbonato de bisfenol -A y tetrametil bisfenol-A, acrilato de policiclohexilo (PCHA), metacrilato de polietilo (PEMA), metacrilato de poli-n-propilo (PPMA), metacrilato de policiclohexilo (PCHMA), copolímeros de metacrilato de ciclohexilo, o metacrilato de metilo, etc. Ver más >>
Tipos de poliestireno: características y usos
En el mercado se encuentran cuatro tipos principales de poliestirenos :
- GPPS (del inglés: General Purpose Polystyrene) o PS cristal , transparente, rígido, fragil y quebradizo.
- HIPS (del inglés: High Impact Polystyrene) o poliestireno de alto impacto lo cual es resistente al impacto pero opaco blanquecino.
- EPS (del inglés: Expandable Polystyrene; PSE en francés) o poliestireno expandido es muy ligero utilizado por empaque.
- PSe poliestireno extruido, similares al expandido pero con mayor densidad y impermeable.
Transformación
El poliestireno se puede procesar mediante todas las técnicas habitualmente utilizadas para los termoplásticos. Tiene una buena estabilidad térmica y se puede procesar en una amplia gama de condiciones Las composiciones de poliestireno para moldear normalmente no tienen que secarse previamente antes del moldeo por inyección, pero se recomienda el secado previo si se han almacenado en una tolva al aire libre (secado previo a 60-80°C durante 2-3 horas). Dado que incluso pequeñas cantidades de humedad pueden causar problemas en la extrusión, siempre es recomendable realizar un presecado o utilizar tornillos ventilados al vacío. Normalmente, los grados PS son compatibles entre sí. En general, es posible cambiar de un grado PS a otro, por ejemplo, de poliestireno de semi alto impacto a alto impacto, sin necesidad de medidas especiales. Por otro lado, el PS es incompatible con productos que contienen acrilonitrilo y con polietileno, poliamida, poliéster y muchos otros termoplásticos. En estos casos, la maquinaria debe purgarse a fondo antes de un cambio de material. El poliestireno triturado es totalmente reprocesable siempre que el material reciclado no haya sido dañado por un cizallamiento o temperatura excesivamente altos. No obstante, la usabilidad del triturado debe comprobarse cuidadosamente en cada caso para las piezas que tienen requisitos de alta calidad. Los indicios de daño del producto son:
- Un aumento en el contenido de mono-estireno
- Una disminución en el peso molecular de la matriz
- Reticulación del caucho
- Un cambio en la morfología del caucho (fragmentación)
Tendencia visible al amarilleo
El triturado debe estar libre de contaminación. Para proteger las regiones de la máquina de procesamiento que entran en contacto con la masa fundida, debe, cuando sea posible, pasar a través de un tamiz magnético antes de introducirse en la tolva de alimentación. El triturado con partículas de tamaños muy diferentes y con una densidad aparente baja puede causar problemas para mantener un rendimiento estable de la extrusora. Las finas tienen un efecto particularmente perjudicial, lo que resulta en un deslizamiento del tornillo. Deben eliminarse en un ciclón para garantizar una alimentación y un procesamiento suaves de los gránulos.
Aditivos del PS
Los lubricantes mejoran la fluidez y regulan la adherencia, además también pueden actuar como aceleradores del fundido, agentes cristalizantes, agentes antiblocantes y antiadherentes. Como lubricantes internos se utilizan estearatos de butileno y parafina, y como externos ceras y estearatos de zinc, estos normalmente son mezclados en seco en proporciones del 0.1 al 0.5%. En lo referente al color, se puede utilizar tanto colorantes como tintes, dependiendo si el objetivo final es obtener un color opaco o un color transparente. La adición de este tipo de aditivo se realiza en forma de gránulo, polvo o pasta. El poliestireno por su composición se trata de un material que arde con mucha facilidad y la propagación de la llama es muy rápida, es por ello que en muchas ocasiones se utilicen agentes ignifugantes que retardan los efectos de la llama. (Hexabromociclodecano, trihidrato de aluminio) Los agentes antiestáticos se pueden clasificar en dos tipos, internos y externos. En este campo se han realizado profundas investigaciones lo que ha permitido un aumento en la aplicación de este polímero en aplicaciones eléctricas y electrónicas. En el caso de agentes antiestáticos internos, se utilizan concentraciones del 2 al 4%. El PS presenta una pequeña fluorescencia, la descomposición de productos debido a un elevado calentamiento durante el procesado ocasiona la pérdida de dicha fluorescencia y la aparición de trazos amarillentos. Las tonalidades amarillas pueden ser compensadas con la adición de 50 ppm de blanqueadores ópticos.
Rellenos y refuerzos
Rellenos y refuerzos no pueden ser utilizados para disminuir la dureza, la fragilidad o la facilidad a fractura que presenta el PS. Este únicamente puede ser aditivado con elastómeros como por ejemplo cauchos naturales de elevado peso molecular. Rellenos como el carbonato cálcico y el papel se utilizan como agentes nucleantes en espumas de poliestireno. El talco aumenta la resistencia al impacto y mejora la fluidez, además refuerzos como la fibra o esferas de vidrio incrementan algunas propiedades mecánicas; sin embargo estos refuerzos o rellenos cambian propiedades básicas de relevancia para aplicaciones industriales. Por esta razón, los rellenos y refuerzos no tienen importancia técnica o comercial.
Procesado
El poliestireno puede ser procesado por todas las técnicas habitualmente utilizadas para los termoplásticos. Tiene buena estabilidad térmica y se puede procesar en una amplia gama de condiciones. Las composiciones de moldeo de poliestireno normalmente no tienen que secarse previamente antes del moldeo por inyección, pero se recomienda un secado previo si se han almacenado en una tolva al aire libre (secado previo a 60-80°C durante 2-3 horas). Dado que incluso pequeñas cantidades de humedad pueden causar problemas en la extrusión, siempre es recomendable realizar un secado previo o utilizar tornillos ventilados al vacío. Por lo general, los grados de PS son compatibles entre sí. En general es posible cambiar de un grado de PS a otro, por ejemplo, de poliestireno de semi-alto impacto a poliestireno de alto impacto, sin necesidad de medidas especiales. Por otro lado, el PS es incompatible con productos que contienen acrilonitrilo y con polietileno, poliamida, poliéster y muchos otros termoplásticos. En estos casos, la maquinaria debe ser purgada a fondo antes de un cambio de material. El material triturado de poliestireno es completamente reprocesable siempre que el material reciclado no haya sido dañado por un corte o una temperatura excesivamente altos. Sin embargo, la usabilidad del triturado debe verificarse cuidadosamente en cada caso para piezas que tienen requisitos de alta calidad. Las indicaciones de daños en el producto son:
- Un aumento en el contenido de monoestireno
- Una disminución en el peso molecular de la matriz
- Entrecruzamiento del caucho
- Un cambio en la morfología del caucho (fragmentación)
Notoria tendencia al amarillamiento
El triturado debe estar libre de contaminación. Para proteger las regiones de la máquina de procesamiento que entran en contacto con la masa fundida, en la medida de lo posible, debe pasarse a través de un tamiz magnético antes de introducirse en la tolva de alimentación. El triturado con partículas de tamaños muy diferentes y con una densidad aparente baja puede causar problemas para mantener un rendimiento estable de la extrusora. Los finos tienen un efecto particularmente perjudicial, lo que provoca el deslizamiento del tornillo. Deben eliminarse en un ciclón para garantizar una alimentación y un procesamiento de gránulos sin problemas.
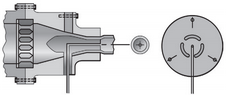
Moldeo por inyección de PS
 El poliestireno se moldea por inyección predominantemente en máquinas de tipo tornillo. Solo en casos excepcionales, por ejemplo, molduras con efecto mármol, se utilizan máquinas de moldeo por inyección con tornillos o pistones especiales. Debido a su estructura amorfa, las masas de moldeo de PS tienen no solo un amplio rango de procesamiento, sino también una baja tendencia a deformarse y mostrar una baja contracción. Se pueden utilizar tornillos convencionales para todo uso. Se obtienen buenos resultados utilizando tornillos de tres zonas que tienen una relación longitud/diámetro (L/D) de 16:1 a 20:1. Aunque los tornillos más largos funden los gránulos de manera más uniforme, al mismo tiempo aumentan el tiempo de residencia de la masa de moldeo en el cilindro. Una forma confiable de garantizar un efecto de amortiguación constante y una presión de seguimiento es instalar una válvula de retención que evite que la masa fundida fluya hacia atrás en los vuelos del tornillo frontal durante las fases de inyección y seguimiento. Dado que se encuentran disponibles diseños que brindan un flujo excelente, siempre se debe usar una válvula de retención como una cuestión de principio al fabricar piezas de precisión. Sin embargo, no se debe permitir que el tornillo gire durante la inyección, de lo contrario se pueden producir daños en la máquina. Las molduras de paredes gruesas frecuentemente requieren ciclos de varios minutos. Si, en tales casos, la composición de moldeo por inyección no se elimina completamente del orificio de la boquilla, puede enfriarse excesivamente allí y, por lo tanto, dar lugar a rayas en el siguiente disparo. Los mejores resultados se han obtenido mediante boquillas con válvulas de aguja accionadas mecánica o hidráulicamente, aunque la caída de presión en dicha boquilla no es despreciable. En principio, son posibles todos los tipos de puertas convencionales. La sección transversal de la compuerta debe ser lo suficientemente grande para evitar temperaturas de fusión y presiones de inyección innecesariamente altas, que podrían provocar rayas, marcas de quemaduras, huecos y marcas de hundimiento. Como regla general, el PS se puede desmoldar sin dificultad. Una conicidad de 1: 100 o 30 en un lado es un calado suficientemente grande. De hecho, si el molde se pule en la dirección de la máquina, los calados de hasta 10 son adecuados. Los insertos de metal no obstruyen el flujo uniforme de PS, pero deben calentarse a 80-120°C antes de colocarlos en el molde para evitar tensiones de moldeado. Deben estar bien desengrasados y fijados en el molde mediante cantos fresados, ranuras circunferenciales o similares. Los bordes de metal deben estar bien redondeados. El poliestireno se puede moldear por inyección a temperaturas de fusión entre 180°C y 260°C. La temperatura de fusión tiene una influencia significativa sobre la tenacidad de las piezas acabadas, particularmente la de la masa de moldeo de poliestireno modificado con caucho. Si el tiempo de residencia de la masa fundida en el tambor es relativamente largo, la temperatura no debería estar en el límite superior del intervalo o incluso por encima de él, de lo contrario puede producirse una degradación térmica y / o un aumento del contenido de estireno residual. La degradación térmica generalmente puede reconocerse por rayas plateadas o marcas de quemaduras. También puede ocurrir un cambio de color. La temperatura de la masa fundida se controla mejor por medio de un termómetro de penetración en la composición extraída. Las características de alimentación de PS están influenciadas por la geometría del tornillo y la velocidad de rotación, la contrapresión, los ajustes de temperatura en las secciones de plastificación y alimentación y también por la forma y naturaleza de los gránulos (lubricados externamente o sin lubricar). Como regla general, el PS puede plastificarse uniformemente y sin degradación térmica incluso a altas velocidades de tornillo. Normalmente, la capacidad de plastificación aumenta con el aumento de temperatura. Una regla general para el PS es que el molde debe llenarse lo más rápido posible para evitar marcas en las líneas de soldadura y para garantizar que las líneas de soldadura sean lo más fuertes posible. Otra ventaja de una alta tasa de inyección para la mayoría de los PS es que produce molduras brillantes y brillantes. Los grados de PS para los que la inyección muy rápida puede tener un efecto perjudicial son los grados de alto impacto con alta resistencia a la deformación por calor, en cuyo caso pueden aparecer zonas concéntricas mate alrededor del tornillo en algunas circunstancias. Los productos de color oscuro son particularmente propensos a este efecto. Las fluctuaciones en la velocidad de inyección también pueden causar rayas mate en estos productos. En tales casos, una inyección más lenta a temperaturas más altas de fusión y del molde conduce a un flujo más uniforme y mejora la superficie. Se deben tomar medidas para garantizar que el aire pueda escapar fácilmente del molde en puntos adecuados para evitar quemaduras como resultado del aire comprimido (efecto diesel). Para obtener piezas moldeadas por inyección de alta calidad y evitar la formación de huecos, la presión de seguimiento y el tiempo de avance del tornillo deben ser lo suficientemente altos para compensar la contracción de volumen al enfriar la masa fundida. Esto requiere que las compuertas sean lo suficientemente grandes para evitar que la masa fundida se solidifique en su vecindad antes de que haya transcurrido el tiempo de avance del tornillo y, por lo tanto, detenga la presión de seguimiento para que no actúe sobre la moldura mientras todavía es plástico en el interior. Sin embargo, la expansión de volumen experimentada por el PS como resultado del calentamiento puede compensarse con creces mediante la alta presión. Un factor que definitivamente afecta la duración del ciclo de inyección es el tiempo que tarda el PS en enfriarse desde la temperatura de fusión hasta el punto de solidificación. Cuanto menor sea esta diferencia de temperatura, menor será el tiempo de enfriamiento y, por tanto, normalmente el tiempo del ciclo. La diferencia entre la temperatura de fusión y el punto de solidificación depende del grado de PS particular. Una medida del punto de solidificación es la temperatura de ablandamiento Vicat. Cuanto mayor sea el flujo de PS, menor será la temperatura a la que se puede procesar, por lo que los grados de PS que fluyen fácilmente y al mismo tiempo se solidifican rápidamente pueden procesarse más rápidamente. El PS, como polímero amorfo, sufre una contracción considerablemente menor que los plásticos parcialmente cristalinos. Aunque es principalmente una propiedad del material, también se ve influida decisivamente por la geometría de las molduras (contracción restringida o libre) y por las condiciones de procesamiento como la temperatura de fusión, la temperatura de la superficie del molde y la presión de seguimiento. La interacción local entre estos parámetros puede causar grandes diferencias en la contracción dentro de una misma moldura. Como regla general, la contracción de procesamiento está entre 0.4% y 0.7%, pero en casos excepcionales puede ser significativamente por debajo del 0,4%. Incluso puede ser cero en zonas dentro de la moldura que están sujetas a una alta presión de permanencia (cerca del bebedero). Después de que la contracción puede despreciarse en la mayoría de las aplicaciones, representa aproximadamente el 10% de la contracción total. La mayoría de los polímeros de estireno están moldeados por inyección. Las temperaturas de fusión varían de 180 a 280°C, las temperaturas del molde de 5°C (artículos producidos en masa de corta duración) a 80°C. Las bajas temperaturas del molde y las altas tasas de inyección causan tensiones y orientación congeladas y reducirán la calidad a largo plazo de las piezas producidas. La baja contracción facilita el moldeo de precisión. Los modificadores de impacto aumentan la viscosidad de la masa fundida, disminuyendo así la velocidad de flujo de la masa fundida. Los grados con agentes de expansión añadidos pueden moldearse por inyección en piezas estructurales. En general, todos los polímeros de estireno pueden extruirse en perfiles, películas y láminas (PS-S). SB y ABS en particular se utilizan para producir láminas para termoformado de componentes de área grande. El moldeo por inyección y extrusión por soplado son métodos de procesamiento comunes. La metalización al vacío de PS estándar con aluminio da como resultado superficies espejadas. El ABS, en particular, es muy adecuado para el recubrimiento después de un tratamiento previo especial de la superficie. Es posible pintar, imprimir y etiquetar con láser. La adhesión se puede lograr con pegamentos que se ajustan al tipo de polímero, o con adhesivos de 2 componentes. Se pueden utilizar procesos de soldadura comunes utilizados para materiales termoplásticos.
El poliestireno se moldea por inyección predominantemente en máquinas de tipo tornillo. Solo en casos excepcionales, por ejemplo, molduras con efecto mármol, se utilizan máquinas de moldeo por inyección con tornillos o pistones especiales. Debido a su estructura amorfa, las masas de moldeo de PS tienen no solo un amplio rango de procesamiento, sino también una baja tendencia a deformarse y mostrar una baja contracción. Se pueden utilizar tornillos convencionales para todo uso. Se obtienen buenos resultados utilizando tornillos de tres zonas que tienen una relación longitud/diámetro (L/D) de 16:1 a 20:1. Aunque los tornillos más largos funden los gránulos de manera más uniforme, al mismo tiempo aumentan el tiempo de residencia de la masa de moldeo en el cilindro. Una forma confiable de garantizar un efecto de amortiguación constante y una presión de seguimiento es instalar una válvula de retención que evite que la masa fundida fluya hacia atrás en los vuelos del tornillo frontal durante las fases de inyección y seguimiento. Dado que se encuentran disponibles diseños que brindan un flujo excelente, siempre se debe usar una válvula de retención como una cuestión de principio al fabricar piezas de precisión. Sin embargo, no se debe permitir que el tornillo gire durante la inyección, de lo contrario se pueden producir daños en la máquina. Las molduras de paredes gruesas frecuentemente requieren ciclos de varios minutos. Si, en tales casos, la composición de moldeo por inyección no se elimina completamente del orificio de la boquilla, puede enfriarse excesivamente allí y, por lo tanto, dar lugar a rayas en el siguiente disparo. Los mejores resultados se han obtenido mediante boquillas con válvulas de aguja accionadas mecánica o hidráulicamente, aunque la caída de presión en dicha boquilla no es despreciable. En principio, son posibles todos los tipos de puertas convencionales. La sección transversal de la compuerta debe ser lo suficientemente grande para evitar temperaturas de fusión y presiones de inyección innecesariamente altas, que podrían provocar rayas, marcas de quemaduras, huecos y marcas de hundimiento. Como regla general, el PS se puede desmoldar sin dificultad. Una conicidad de 1: 100 o 30 en un lado es un calado suficientemente grande. De hecho, si el molde se pule en la dirección de la máquina, los calados de hasta 10 son adecuados. Los insertos de metal no obstruyen el flujo uniforme de PS, pero deben calentarse a 80-120°C antes de colocarlos en el molde para evitar tensiones de moldeado. Deben estar bien desengrasados y fijados en el molde mediante cantos fresados, ranuras circunferenciales o similares. Los bordes de metal deben estar bien redondeados. El poliestireno se puede moldear por inyección a temperaturas de fusión entre 180°C y 260°C. La temperatura de fusión tiene una influencia significativa sobre la tenacidad de las piezas acabadas, particularmente la de la masa de moldeo de poliestireno modificado con caucho. Si el tiempo de residencia de la masa fundida en el tambor es relativamente largo, la temperatura no debería estar en el límite superior del intervalo o incluso por encima de él, de lo contrario puede producirse una degradación térmica y / o un aumento del contenido de estireno residual. La degradación térmica generalmente puede reconocerse por rayas plateadas o marcas de quemaduras. También puede ocurrir un cambio de color. La temperatura de la masa fundida se controla mejor por medio de un termómetro de penetración en la composición extraída. Las características de alimentación de PS están influenciadas por la geometría del tornillo y la velocidad de rotación, la contrapresión, los ajustes de temperatura en las secciones de plastificación y alimentación y también por la forma y naturaleza de los gránulos (lubricados externamente o sin lubricar). Como regla general, el PS puede plastificarse uniformemente y sin degradación térmica incluso a altas velocidades de tornillo. Normalmente, la capacidad de plastificación aumenta con el aumento de temperatura. Una regla general para el PS es que el molde debe llenarse lo más rápido posible para evitar marcas en las líneas de soldadura y para garantizar que las líneas de soldadura sean lo más fuertes posible. Otra ventaja de una alta tasa de inyección para la mayoría de los PS es que produce molduras brillantes y brillantes. Los grados de PS para los que la inyección muy rápida puede tener un efecto perjudicial son los grados de alto impacto con alta resistencia a la deformación por calor, en cuyo caso pueden aparecer zonas concéntricas mate alrededor del tornillo en algunas circunstancias. Los productos de color oscuro son particularmente propensos a este efecto. Las fluctuaciones en la velocidad de inyección también pueden causar rayas mate en estos productos. En tales casos, una inyección más lenta a temperaturas más altas de fusión y del molde conduce a un flujo más uniforme y mejora la superficie. Se deben tomar medidas para garantizar que el aire pueda escapar fácilmente del molde en puntos adecuados para evitar quemaduras como resultado del aire comprimido (efecto diesel). Para obtener piezas moldeadas por inyección de alta calidad y evitar la formación de huecos, la presión de seguimiento y el tiempo de avance del tornillo deben ser lo suficientemente altos para compensar la contracción de volumen al enfriar la masa fundida. Esto requiere que las compuertas sean lo suficientemente grandes para evitar que la masa fundida se solidifique en su vecindad antes de que haya transcurrido el tiempo de avance del tornillo y, por lo tanto, detenga la presión de seguimiento para que no actúe sobre la moldura mientras todavía es plástico en el interior. Sin embargo, la expansión de volumen experimentada por el PS como resultado del calentamiento puede compensarse con creces mediante la alta presión. Un factor que definitivamente afecta la duración del ciclo de inyección es el tiempo que tarda el PS en enfriarse desde la temperatura de fusión hasta el punto de solidificación. Cuanto menor sea esta diferencia de temperatura, menor será el tiempo de enfriamiento y, por tanto, normalmente el tiempo del ciclo. La diferencia entre la temperatura de fusión y el punto de solidificación depende del grado de PS particular. Una medida del punto de solidificación es la temperatura de ablandamiento Vicat. Cuanto mayor sea el flujo de PS, menor será la temperatura a la que se puede procesar, por lo que los grados de PS que fluyen fácilmente y al mismo tiempo se solidifican rápidamente pueden procesarse más rápidamente. El PS, como polímero amorfo, sufre una contracción considerablemente menor que los plásticos parcialmente cristalinos. Aunque es principalmente una propiedad del material, también se ve influida decisivamente por la geometría de las molduras (contracción restringida o libre) y por las condiciones de procesamiento como la temperatura de fusión, la temperatura de la superficie del molde y la presión de seguimiento. La interacción local entre estos parámetros puede causar grandes diferencias en la contracción dentro de una misma moldura. Como regla general, la contracción de procesamiento está entre 0.4% y 0.7%, pero en casos excepcionales puede ser significativamente por debajo del 0,4%. Incluso puede ser cero en zonas dentro de la moldura que están sujetas a una alta presión de permanencia (cerca del bebedero). Después de que la contracción puede despreciarse en la mayoría de las aplicaciones, representa aproximadamente el 10% de la contracción total. La mayoría de los polímeros de estireno están moldeados por inyección. Las temperaturas de fusión varían de 180 a 280°C, las temperaturas del molde de 5°C (artículos producidos en masa de corta duración) a 80°C. Las bajas temperaturas del molde y las altas tasas de inyección causan tensiones y orientación congeladas y reducirán la calidad a largo plazo de las piezas producidas. La baja contracción facilita el moldeo de precisión. Los modificadores de impacto aumentan la viscosidad de la masa fundida, disminuyendo así la velocidad de flujo de la masa fundida. Los grados con agentes de expansión añadidos pueden moldearse por inyección en piezas estructurales. En general, todos los polímeros de estireno pueden extruirse en perfiles, películas y láminas (PS-S). SB y ABS en particular se utilizan para producir láminas para termoformado de componentes de área grande. El moldeo por inyección y extrusión por soplado son métodos de procesamiento comunes. La metalización al vacío de PS estándar con aluminio da como resultado superficies espejadas. El ABS, en particular, es muy adecuado para el recubrimiento después de un tratamiento previo especial de la superficie. Es posible pintar, imprimir y etiquetar con láser. La adhesión se puede lograr con pegamentos que se ajustan al tipo de polímero, o con adhesivos de 2 componentes. Se pueden utilizar procesos de soldadura comunes utilizados para materiales termoplásticos.Extrusión PS
 Los PS más adecuados para la extrusión son aquellos con una alta viscosidad, es decir, productos con un índice de volumen de fusión (MVR) de 200/5 en el extremo inferior. Sin embargo, los materiales con un MVR más alto también se utilizan para compuestos multicapa y algunas espumas. La relación deseada de rigidez a tenacidad se puede obtener mezclando HIPS y GPPS. Un punto importante a observar para asegurar una masa fundida homogénea es que las características de flujo de los componentes de la mezcla no difieren demasiado. Los equipos necesarios son un dispositivo de dosificación y mezcla antes de la entrada de la extrusora y un elemento de mezcla en la zona de fusión aguas arriba de la matriz. Las temperaturas de procesamiento para PS se encuentran entre 180°C y 240°C, en casos individuales incluso ligeramente más altas. Como regla general, los grados con una viscosidad más alta se extruyen a una temperatura más alta. Siempre que sea posible, la presión y la temperatura del polímero deberían medirse mediante dispositivos adecuados. En la práctica, la presión del tornillo varía de 10 a 20 MPa. Por razones de seguridad, se debe instalar un dispositivo de advertencia de presión máxima. Las extrusoras ventiladas permiten la extracción de componentes volátiles, por ejemplo, fracciones de bajo peso molecular y humedad, de la masa fundida y la eliminación del aire atrapado. El tornillo extrusor ventilado "clásico" es similar a dos tornillos de tres zonas dispuestos en tándem. La longitud de las extrusoras ventiladas está típicamente en el intervalo de 30 a 36 D. La relación de compresión debería estar generalmente entre 1:2 y 1: 2,5 para PS. También se pueden emplear relaciones de compresión de 1:3 cuando se procesa hasta un 50% de regrind. La ventilación se produce entre las dos secciones de tornillo; Las sustancias se recogen en forma de líquidos o pastas en el condensador entre el puerto de ventilación y la bomba de vacío. El efecto de ventilación se inicia por la caída de presión que se produce aguas abajo de la primera sección de dosificación y se refuerza con un aumento de presión parcial que se produce al elevar la temperatura de la masa fundida delante de la sección de ventilación. En el rango superior de velocidades del tornillo, es posible que parte del aire presente en los intersticios entre los gránulos ya no pueda escapar a través de la tolva de alimentación. El aire atrapado genera burbujas y agujeros en el extruido. Por lo tanto, las rejillas de ventilación de las extrusoras de alto rendimiento deben diseñarse con dimensiones generosas. La ventilación debe ser horizontal o inclinada ligeramente hacia abajo para evitar que el material condensado y degradado térmicamente vuelva a caer en el canal del tornillo. En principio, el PS también puede extruirse sin el uso de una extrusora ventilada. En este caso, los gránulos se pueden secar previamente, dependiendo de la temperatura de ablandamiento Vicat del PS utilizado, a temperaturas de 60-70 ° C durante 3-4 horas, por ejemplo, en un secador de aire caliente o en un horno de secado al vacío. Los tornillos de la extrusora ventilados generalmente tienen secciones de alimentación lisas. A veces también se utilizan secciones de alimentación ligeramente ranuradas para un comportamiento de transporte y alimentación mejor y más estable. Prácticamente no se utilizan casquillos ranurados reales, por ejemplo, con ranuras rectangulares, ya que la fusión en la primera etapa y el transporte en la segunda etapa son generalmente insatisfactorios para los altos rendimientos de los casquillos ranurados. Además, la extrusión de material reciclado (triturado de la extrusión de termoformado y otras láminas) se enfrenta a los límites de procesamiento (constancia del transporte) cuando se emplean casquillos ranurados. Dado que ambas etapas de un tornillo extrusor ventilado están acopladas rígidamente entre sí, los rendimientos de las dos secciones de tornillo deben coincidir. Si este no es el caso, se producirán los siguientes problemas: la masa fundida puede exudar por el respiradero si el rendimiento de la primera sección del tornillo es demasiado alto (inundación), aumentando si el rendimiento de la primera sección del tornillo es demasiado bajo (demasiado grande parcialmente lleno regiones en la segunda etapa). Una bomba de masa fundida es un componente adicional de la extrusora que puede mejorar la calidad del extruido. La instalación de una bomba de masa fundida permite uniformizar el rendimiento y la segunda sección de tornillo se libera en gran medida de la tarea de aumentar la presión para superar la resistencia del troquel. Solo se debe generar la presión mínima para un funcionamiento sin problemas de la bomba de fusión, lo que reduce la presión en la extrusora. En consecuencia, los tornillos de alto rendimiento para extrusoras ventiladas con bombas de fusión pueden diseñarse para capacidades de plastificación más altas que los de las extrusoras ventiladas sin bombas de fusión. Sin embargo, esto significa que se requiere una mayor capacidad de fusión en la primera sección de tornillo. También es necesario tener en cuenta que la bomba de fusión introduce cizallamiento y por lo tanto aumenta ligeramente la temperatura de fusión. Además de lograr el rendimiento deseado (sin inundaciones ni subidas), la fusión completa y correcta es de importancia decisiva para evaluar una unidad de plastificación. Es de poco valor lograr un rendimiento máximo a menos que se pueda lograr una fusión completa antes de la ventilación para que pueda tener lugar una ventilación satisfactoria. El porcentaje de masa fundida y el ancho del lecho de sólidos adimensionales se calculan mediante un programa de simulación. Debido al comportamiento de extrusión relativamente sencillo del PS, rara vez se han encontrado tornillos de barrera. No obstante, en casos particulares pueden ser una alternativa interesante por sus características específicas de fusión. Todas las extrusoras de zona de barrera funcionan de la misma manera. El rasgo característico es la división del canal del tornillo en un canal de sólidos y un canal de fusión. El canal de sólidos está separado del canal de masa fundida por la barrera de vuelo. El espacio entre el tramo de barrera y el barril es mayor que para el tramo principal, de modo que solo el material o las partículas fundidas, que son (al menos en una dirección) más pequeñas que el espacio, pueden entrar en el canal de fusión. Al pasar sobre el vuelo de la barrera, estas partículas se someten a un cizallamiento definido adicional, lo que conduce a una mayor fusión de las partículas sólidas restantes. Además, el vuelo de barrera contribuye a la homogeneización de la masa fundida. Las ventajas de la sección de barrera son el proceso de fusión controlado y el mayor número de grados de libertad en el diseño de la geometría del tornillo. Esta última característica permite que la geometría del tornillo se adapte más a una aplicación particular, aunque el sistema también tiene más posibles fuentes de error, que deben descartarse. En los últimos años se han obtenido buenos resultados en la extrusión de otros termoplásticos utilizando el concepto de tornillo de barrera. En la actualidad, se están realizando esfuerzos para aplicar esta experiencia al campo de los tornillos de extrusión ventilados con el objetivo de incrementar la plastificación. Los tornillos extrusores ventilados con zonas de barrera, como otros diseños de tornillos, deben estar provistos de una sección de mezcla en la punta del tornillo para lograr una homogeneización suficiente al procesar las mezclas.
Los PS más adecuados para la extrusión son aquellos con una alta viscosidad, es decir, productos con un índice de volumen de fusión (MVR) de 200/5 en el extremo inferior. Sin embargo, los materiales con un MVR más alto también se utilizan para compuestos multicapa y algunas espumas. La relación deseada de rigidez a tenacidad se puede obtener mezclando HIPS y GPPS. Un punto importante a observar para asegurar una masa fundida homogénea es que las características de flujo de los componentes de la mezcla no difieren demasiado. Los equipos necesarios son un dispositivo de dosificación y mezcla antes de la entrada de la extrusora y un elemento de mezcla en la zona de fusión aguas arriba de la matriz. Las temperaturas de procesamiento para PS se encuentran entre 180°C y 240°C, en casos individuales incluso ligeramente más altas. Como regla general, los grados con una viscosidad más alta se extruyen a una temperatura más alta. Siempre que sea posible, la presión y la temperatura del polímero deberían medirse mediante dispositivos adecuados. En la práctica, la presión del tornillo varía de 10 a 20 MPa. Por razones de seguridad, se debe instalar un dispositivo de advertencia de presión máxima. Las extrusoras ventiladas permiten la extracción de componentes volátiles, por ejemplo, fracciones de bajo peso molecular y humedad, de la masa fundida y la eliminación del aire atrapado. El tornillo extrusor ventilado "clásico" es similar a dos tornillos de tres zonas dispuestos en tándem. La longitud de las extrusoras ventiladas está típicamente en el intervalo de 30 a 36 D. La relación de compresión debería estar generalmente entre 1:2 y 1: 2,5 para PS. También se pueden emplear relaciones de compresión de 1:3 cuando se procesa hasta un 50% de regrind. La ventilación se produce entre las dos secciones de tornillo; Las sustancias se recogen en forma de líquidos o pastas en el condensador entre el puerto de ventilación y la bomba de vacío. El efecto de ventilación se inicia por la caída de presión que se produce aguas abajo de la primera sección de dosificación y se refuerza con un aumento de presión parcial que se produce al elevar la temperatura de la masa fundida delante de la sección de ventilación. En el rango superior de velocidades del tornillo, es posible que parte del aire presente en los intersticios entre los gránulos ya no pueda escapar a través de la tolva de alimentación. El aire atrapado genera burbujas y agujeros en el extruido. Por lo tanto, las rejillas de ventilación de las extrusoras de alto rendimiento deben diseñarse con dimensiones generosas. La ventilación debe ser horizontal o inclinada ligeramente hacia abajo para evitar que el material condensado y degradado térmicamente vuelva a caer en el canal del tornillo. En principio, el PS también puede extruirse sin el uso de una extrusora ventilada. En este caso, los gránulos se pueden secar previamente, dependiendo de la temperatura de ablandamiento Vicat del PS utilizado, a temperaturas de 60-70 ° C durante 3-4 horas, por ejemplo, en un secador de aire caliente o en un horno de secado al vacío. Los tornillos de la extrusora ventilados generalmente tienen secciones de alimentación lisas. A veces también se utilizan secciones de alimentación ligeramente ranuradas para un comportamiento de transporte y alimentación mejor y más estable. Prácticamente no se utilizan casquillos ranurados reales, por ejemplo, con ranuras rectangulares, ya que la fusión en la primera etapa y el transporte en la segunda etapa son generalmente insatisfactorios para los altos rendimientos de los casquillos ranurados. Además, la extrusión de material reciclado (triturado de la extrusión de termoformado y otras láminas) se enfrenta a los límites de procesamiento (constancia del transporte) cuando se emplean casquillos ranurados. Dado que ambas etapas de un tornillo extrusor ventilado están acopladas rígidamente entre sí, los rendimientos de las dos secciones de tornillo deben coincidir. Si este no es el caso, se producirán los siguientes problemas: la masa fundida puede exudar por el respiradero si el rendimiento de la primera sección del tornillo es demasiado alto (inundación), aumentando si el rendimiento de la primera sección del tornillo es demasiado bajo (demasiado grande parcialmente lleno regiones en la segunda etapa). Una bomba de masa fundida es un componente adicional de la extrusora que puede mejorar la calidad del extruido. La instalación de una bomba de masa fundida permite uniformizar el rendimiento y la segunda sección de tornillo se libera en gran medida de la tarea de aumentar la presión para superar la resistencia del troquel. Solo se debe generar la presión mínima para un funcionamiento sin problemas de la bomba de fusión, lo que reduce la presión en la extrusora. En consecuencia, los tornillos de alto rendimiento para extrusoras ventiladas con bombas de fusión pueden diseñarse para capacidades de plastificación más altas que los de las extrusoras ventiladas sin bombas de fusión. Sin embargo, esto significa que se requiere una mayor capacidad de fusión en la primera sección de tornillo. También es necesario tener en cuenta que la bomba de fusión introduce cizallamiento y por lo tanto aumenta ligeramente la temperatura de fusión. Además de lograr el rendimiento deseado (sin inundaciones ni subidas), la fusión completa y correcta es de importancia decisiva para evaluar una unidad de plastificación. Es de poco valor lograr un rendimiento máximo a menos que se pueda lograr una fusión completa antes de la ventilación para que pueda tener lugar una ventilación satisfactoria. El porcentaje de masa fundida y el ancho del lecho de sólidos adimensionales se calculan mediante un programa de simulación. Debido al comportamiento de extrusión relativamente sencillo del PS, rara vez se han encontrado tornillos de barrera. No obstante, en casos particulares pueden ser una alternativa interesante por sus características específicas de fusión. Todas las extrusoras de zona de barrera funcionan de la misma manera. El rasgo característico es la división del canal del tornillo en un canal de sólidos y un canal de fusión. El canal de sólidos está separado del canal de masa fundida por la barrera de vuelo. El espacio entre el tramo de barrera y el barril es mayor que para el tramo principal, de modo que solo el material o las partículas fundidas, que son (al menos en una dirección) más pequeñas que el espacio, pueden entrar en el canal de fusión. Al pasar sobre el vuelo de la barrera, estas partículas se someten a un cizallamiento definido adicional, lo que conduce a una mayor fusión de las partículas sólidas restantes. Además, el vuelo de barrera contribuye a la homogeneización de la masa fundida. Las ventajas de la sección de barrera son el proceso de fusión controlado y el mayor número de grados de libertad en el diseño de la geometría del tornillo. Esta última característica permite que la geometría del tornillo se adapte más a una aplicación particular, aunque el sistema también tiene más posibles fuentes de error, que deben descartarse. En los últimos años se han obtenido buenos resultados en la extrusión de otros termoplásticos utilizando el concepto de tornillo de barrera. En la actualidad, se están realizando esfuerzos para aplicar esta experiencia al campo de los tornillos de extrusión ventilados con el objetivo de incrementar la plastificación. Los tornillos extrusores ventilados con zonas de barrera, como otros diseños de tornillos, deben estar provistos de una sección de mezcla en la punta del tornillo para lograr una homogeneización suficiente al procesar las mezclas.
Los PS más adecuados para la extrusión son aquellos con una alta viscosidad, es decir, productos con un índice de volumen de fusión (MVR) de 200/5 en el extremo inferior. Sin embargo, los materiales con un MVR más alto también se utilizan para compuestos multicapa y algunas espumas. La relación deseada de rigidez a tenacidad se puede obtener mezclando HIPS y GPPS. Un punto importante a observar para asegurar una masa fundida homogénea es que las características de flujo de los componentes de la mezcla no difieren demasiado. Los equipos necesarios son un dispositivo de dosificación y mezcla antes de la entrada de la extrusora y un elemento de mezcla en la zona de fusión aguas arriba de la matriz. Las temperaturas de procesamiento para PS se encuentran entre 180°C y 240°C, en casos individuales incluso ligeramente más altas. Como regla general, los grados con una viscosidad más alta se extruyen a una temperatura más alta. Siempre que sea posible, la presión y la temperatura del polímero deberían medirse mediante dispositivos adecuados. En la práctica, la presión del tornillo varía de 10 a 20 MPa. Por razones de seguridad, se debe instalar un dispositivo de advertencia de presión máxima. Las extrusoras ventiladas permiten la extracción de componentes volátiles, por ejemplo, fracciones de bajo peso molecular y humedad, de la masa fundida y la eliminación del aire atrapado. El tornillo extrusor ventilado "clásico" es similar a dos tornillos de tres zonas dispuestos en tándem. La longitud de las extrusoras ventiladas está típicamente en el intervalo de 30 a 36 D. La relación de compresión debería estar generalmente entre 1:2 y 1: 2,5 para PS. También se pueden emplear relaciones de compresión de 1:3 cuando se procesa hasta un 50% de regrind. La ventilación se produce entre las dos secciones de tornillo; Las sustancias se recogen en forma de líquidos o pastas en el condensador entre el puerto de ventilación y la bomba de vacío. El efecto de ventilación se inicia por la caída de presión que se produce aguas abajo de la primera sección de dosificación y se refuerza con un aumento de presión parcial que se produce al elevar la temperatura de la masa fundida delante de la sección de ventilación. En el rango superior de velocidades del tornillo, es posible que parte del aire presente en los intersticios entre los gránulos ya no pueda escapar a través de la tolva de alimentación. El aire atrapado genera burbujas y agujeros en el extruido. Por lo tanto, las rejillas de ventilación de las extrusoras de alto rendimiento deben diseñarse con dimensiones generosas. La ventilación debe ser horizontal o inclinada ligeramente hacia abajo para evitar que el material condensado y degradado térmicamente vuelva a caer en el canal del tornillo. En principio, el PS también puede extruirse sin el uso de una extrusora ventilada. En este caso, los gránulos se pueden secar previamente, dependiendo de la temperatura de ablandamiento Vicat del PS utilizado, a temperaturas de 60-70 ° C durante 3-4 horas, por ejemplo, en un secador de aire caliente o en un horno de secado al vacío. Los tornillos de la extrusora ventilados generalmente tienen secciones de alimentación lisas. A veces también se utilizan secciones de alimentación ligeramente ranuradas para un comportamiento de transporte y alimentación mejor y más estable. Prácticamente no se utilizan casquillos ranurados reales, por ejemplo, con ranuras rectangulares, ya que la fusión en la primera etapa y el transporte en la segunda etapa son generalmente insatisfactorios para los altos rendimientos de los casquillos ranurados. Además, la extrusión de material reciclado (triturado de la extrusión de termoformado y otras láminas) se enfrenta a los límites de procesamiento (constancia del transporte) cuando se emplean casquillos ranurados. Dado que ambas etapas de un tornillo extrusor ventilado están acopladas rígidamente entre sí, los rendimientos de las dos secciones de tornillo deben coincidir. Si este no es el caso, se producirán los siguientes problemas: la masa fundida puede exudar por el respiradero si el rendimiento de la primera sección del tornillo es demasiado alto (inundación), aumentando si el rendimiento de la primera sección del tornillo es demasiado bajo (demasiado grande parcialmente lleno regiones en la segunda etapa). Una bomba de masa fundida es un componente adicional de la extrusora que puede mejorar la calidad del extruido. La instalación de una bomba de masa fundida permite uniformizar el rendimiento y la segunda sección de tornillo se libera en gran medida de la tarea de aumentar la presión para superar la resistencia del troquel. Solo se debe generar la presión mínima para un funcionamiento sin problemas de la bomba de fusión, lo que reduce la presión en la extrusora. En consecuencia, los tornillos de alto rendimiento para extrusoras ventiladas con bombas de fusión pueden diseñarse para capacidades de plastificación más altas que los de las extrusoras ventiladas sin bombas de fusión. Sin embargo, esto significa que se requiere una mayor capacidad de fusión en la primera sección de tornillo. También es necesario tener en cuenta que la bomba de fusión introduce cizallamiento y por lo tanto aumenta ligeramente la temperatura de fusión. Además de lograr el rendimiento deseado (sin inundaciones ni subidas), la fusión completa y correcta es de importancia decisiva para evaluar una unidad de plastificación. Es de poco valor lograr un rendimiento máximo a menos que se pueda lograr una fusión completa antes de la ventilación para que pueda tener lugar una ventilación satisfactoria. El porcentaje de masa fundida y el ancho del lecho de sólidos adimensionales se calculan mediante un programa de simulación. Debido al comportamiento de extrusión relativamente sencillo del PS, rara vez se han encontrado tornillos de barrera. No obstante, en casos particulares pueden ser una alternativa interesante por sus características específicas de fusión. Todas las extrusoras de zona de barrera funcionan de la misma manera. El rasgo característico es la división del canal del tornillo en un canal de sólidos y un canal de fusión. El canal de sólidos está separado del canal de masa fundida por la barrera de vuelo. El espacio entre el tramo de barrera y el barril es mayor que para el tramo principal, de modo que solo el material o las partículas fundidas, que son (al menos en una dirección) más pequeñas que el espacio, pueden entrar en el canal de fusión. Al pasar sobre el vuelo de la barrera, estas partículas se someten a un cizallamiento definido adicional, lo que conduce a una mayor fusión de las partículas sólidas restantes. Además, el vuelo de barrera contribuye a la homogeneización de la masa fundida. Las ventajas de la sección de barrera son el proceso de fusión controlado y el mayor número de grados de libertad en el diseño de la geometría del tornillo. Esta última característica permite que la geometría del tornillo se adapte más a una aplicación particular, aunque el sistema también tiene más posibles fuentes de error, que deben descartarse. En los últimos años se han obtenido buenos resultados en la extrusión de otros termoplásticos utilizando el concepto de tornillo de barrera. En la actualidad, se están realizando esfuerzos para aplicar esta experiencia al campo de los tornillos de extrusión ventilados con el objetivo de incrementar la plastificación. Los tornillos extrusores ventilados con zonas de barrera, como otros diseños de tornillos, deben estar provistos de una sección de mezcla en la punta del tornillo para lograr una homogeneización suficiente al procesar las mezclas.Termoformado
Debido a su amplio rango viscoelástico, las láminas y películas de PS son especialmente adecuadas para el termoformado. La temperatura de formación debe estar entre 130°C y 150°C. Los grados de extrusión de poliestireno pueden lograr altas relaciones de estiramiento. Por lo tanto, son comunes relaciones de estiramiento de, por ejemplo, 5:1 en la producción de vasos de precipitados y en el termoformado de contenedores interiores de refrigeradores. Este valor a veces puede ser incluso mayor, como en el caso de las nervaduras de refuerzo en la parte inferior de los componentes o las depresiones en las ondulaciones. El alargamiento se registra en función de la temperatura. Junto con el acrilonitrilo-butadieno-estireno (ABS), el PS muestra el aumento de elongación más uniforme y, por lo tanto, ofrece una ventana de procesamiento más amplia que las poliolefinas, incluso con relaciones de estiramiento relativamente altas. En este último, el aumento del alargamiento es significativamente más brusco, por lo que la distribución del espesor de pared es considerablemente más difícil de controlar mediante diferentes temperaturas del calentador. Otra ventaja de usar PS es que absorbe menos calor hasta la temperatura de termoformado, lo que tiene un efecto favorable en el balance de energía y el tiempo de ciclo. Además, la absorción de calor es uniforme y, por lo tanto, se puede controlar más fácilmente.
Envases
Los envases para los que se utiliza PS son principalmente del tipo de pared delgada, como las tinas. El PS es líder en este campo, junto con el PP y el tereftalato de polietileno. Aproximadamente uno de cada dos kilogramos de envases de PS producidos se utiliza para productos lácteos, por ejemplo, para tarrinas de yogur y suero de leche, y postres lácteos. En los países occidentales, aproximadamente el 20% se utiliza en 'embalajes de servicio', en su mayoría vajillas desechables y cubiertos de plástico. Otras aplicaciones importantes son los envases rígidos hechos de poliestireno orientado biaxialmente (BOPS) y carcasas de poliestireno expandido, por ejemplo, para envasar carne. En BOPS, por lo general, un pequeño porcentaje de SBC se agrega a GPPS de alto peso molecular, se funde en una extrusora y se procesa en una película de calibre definido. Al orientarse longitudinal y transversalmente a la dirección de extrusión a temperaturas por debajo de la Tg, las cadenas de polímero se extienden en ambas direcciones y hacen que la película BOPS sea una película de empaque transparente y altamente rígida pero resistente. Las películas y láminas BOPS se utilizan para películas de embalaje decorativas, blisters para alimentos, etc. En GPPS, la resistencia al desgarro y el alargamiento a la rotura aumentan casi un 100 % debido al efecto de orientación en BOPS. Se pueden observar efectos similares con HIPS. Además de GPPS, el estiramiento de las partículas de caucho crea una mayor resistencia mecánica. El estiramiento de las partículas de HIPS o HIPS/GPPS normalmente se produce ligeramente por encima de la Tg durante el proceso de termoformado de la lámina extruida en vasos de precipitados, copas o similares. Normalmente, el estiramiento es de 10 a 20 veces mayor que el diámetro de la partícula, lo que da como resultado partículas elipsoidales extremadamente alargadas. La morfología resultante es similar a la de los copolímeros de bloques SBC altamente dúctiles. Las partículas de goma muy estiradas se pueden encontrar, por ejemplo, en botes de yogur. Los efectos de la orientación se pueden visualizar calentando el recipiente de yogur por encima de su Tg: después de un breve período de tiempo, el recipiente se deforma de modo que se relaja la tensión 'congelada'. Por lo tanto, las propiedades mecánicas de las macetas de HIPS termoformadas dependen en gran medida del grado de orientación del caucho. Seleccionando cuidadosamente los productos y las condiciones de termoformado es posible optimizar las propiedades mecánicas por orientación:
- Seleccione una temperatura de termoformado (Tt) cercana a la Tg de PS (orientación a Tt = 140°C << 120°C)
- Una velocidad de enfriamiento rápida previene/retrasa la relajación de la orientación
- Seleccione un PS de peso molecular medio a alto
- Seleccione PS con un tamaño de partícula bastante mayor
Ejemplos de aplicaciones para envases típicos fabricados con PS son: tarros de yogur, vasos para beber, bandejas de espuma para carne fresca, aves o tazones de carne, frutas y verduras, envases convenientes para crema de café, tapas, etc. Incluso los envases más sencillos, como los de yogur o tarros de postre, suelen tener una estructura multicapa compleja. Dado que las macetas se producen por extrusión y posterior termoformado, el estampado de los envases a menudo crea lo que se denomina "chatarra" que se retroalimenta a una capa separada, a menudo incrustada en dos capas (interior y exterior) de polímero "virgen". Para evitar el apilamiento de los vasos de precipitados por la electrostática, se coextruye una capa de PS especial con baja resistividad superficial en el exterior. Para proteger los productos envasados de la luz, a menudo se cargan con pigmento de dióxido de titanio en concentraciones de aproximadamente el 3 %. Como se mencionó, las propiedades de barrera de HIPS contra el oxígeno, el dióxido de carbono o el vapor de agua son relativamente moderadas, pero suficientes para productos con una vida útil corta. Para mejorar la vida útil protegiendo los alimentos contra el oxígeno y evitando la evaporación del agua, el HIPS a menudo se coextruye con otros polímeros, utilizando promotores de adhesión si es necesario. Los envases de poliestireno se pueden producir y llenar en diferentes etapas de la cadena de valor. En el proceso Form Fill Seal Process (FFS), los productos completamente envasados se producen en línea, a partir de gránulos de polímero, (co)extrusión de polímeros, termoformado, llenado y sellado. El poliestireno es el material de elección debido a sus propiedades mecánicas equilibradas. El poliestireno (HIPS) por un lado es fácilmente termoformable y sellable y tiene suficiente rigidez/resistencia para proteger los alimentos envasados. Por otro lado, no es demasiado dúctil, por lo que es posible separar envases individuales de un paquete preformado de cuatro. Las modernas máquinas SBB son capaces de producir más de 100.000 envases por hora. Dependiendo de la sensibilidad de los productos envasados frente a bacterias, hongos o virus, es necesaria una esterilización de la lámina FFS. Esto se logra mediante irradiación UV, tratamiento con peróxido de hidrógeno y vapor de agua a presión. El sellado de las macetas se logra con papel de aluminio, tratado con una capa de sellado.
Espuma de poliestireno extruido
La espuma de poliestireno extruido (XPS) es una de las principales aplicaciones del poliestireno. XPS se utiliza para la fabricación de una variedad de envases de alimentos, como bandejas de carne espumadas, carcasas de sujeción para vasos de bebidas o alimentos fríos y calientes. Otras aplicaciones importantes son las placas de espuma XPS (gruesas) para fines de aislamiento. Los tableros de espuma XPS encuentran un uso generalizado en la edificación y la construcción. Debido a su estabilidad hidrolítica, XPS se usa con frecuencia donde los aislamientos térmicos están en contacto con el suelo, pero también se puede encontrar en el aislamiento de fachadas y techos. ► Leer más
No biodegradable
El poliestireno de desecho tarda cientos de años en biodegradarse y es resistente a la fotooxidación. El poliestireno generalmente se considera no biodegradable. Sin embargo, algunos organismos son capaces de degradarlo, aunque muy lentamente. En 2015, los investigadores encontraron que los gusanos de la harina, la forma larvaria del escarabajo tenebrio molitor, podían digerir y sobrevivir de manera saludable con una dieta EPS. Aproximadamente 100 gusanos de la harina podrían consumir entre 34 y 39 miligramos de esta espuma blanca en un día. Se ha descubierto que los excrementos de gusanos de la harina son seguros para su uso como medio de cultivo.
PS Aplicaciones
Adicionalmente, debido a su elevada transmisión de luz visible y escasa opacidad es muy apreciado en usos que requieren gran transparencia. Electrodomésticos; refrigeradores, aires acondicionados, hornos, microondas, aspiradoras, licuadoras, estos y otros dispositivos a menudo se hacen con poliestireno (espuma sólida), porque es inerte (no reacciona con otros materiales), económico y largo durata.Settore automotriz; Poliestireno (sólido y espuma) se utiliza para fabricar muchas piezas de automóviles, incluidos perillas, tableros de instrumentos, molduras, paneles de energía absorbente y espuma que absorbe el sonido. La espuma de poliestireno es también ampliamente utilizado en los asientos de protezione. Electronica; el poliestireno se utiliza para la vivienda y otras partes para televisores, ordenadores y todo tipo de equipos, en los que la combinación de la forma, función y estética son esenciales, servicio de catering, poliestireno de embalaje restauración típicamente isla mejor, mantiene los alimentos frescos por más tiempo y cuesta menos que la alternative.Isolamento; Poliestireno espuma ligera ofrece un excelente aislamiento térmico en muchas aplicaciones, tales como la construcción de paredes y techos, refrigeradores y congeladores, y sistemas de refrigeración industrial. aislamiento de poliestireno es inerte, duradero y resistente a los daños de acqua. Medico; Debido a su claridad y facilidad de esterilización, poliestireno se utiliza para una amplia gama de aplicaciones médicas, incluyendo placas de cultivos de tejidos, tubos de ensayo, placas de Petri, componentes de diagnóstico, cajas de prueba y dispositivos médicos. Empaquetado: El poliestireno (sólido y espuma) es ampliamente utilizado para proteger los productos de consumo. Los estuches de CD y DVD, los paquetes de espuma de maní para envío, los envases de alimentos, las carnes / aves y las bandejas de huevos son cajas de cartón hechas típicamente de poliestireno para protección contra daños o deterioro. El PS es usado ampliamente como un material moldeable por inyección y conformable en vacío gracias a su bajo costo, buena (fácil y rápida) moldeabilidad, baja absorción de agua, buena estabilidad dimensional, buenas características como aislante eléctrico y térmico, adecuadas resistencia y rigidez, colorabilidad y razonable resistencia química.
Espectrometría infrarroja por Transformadas de Fourier (FTIR)
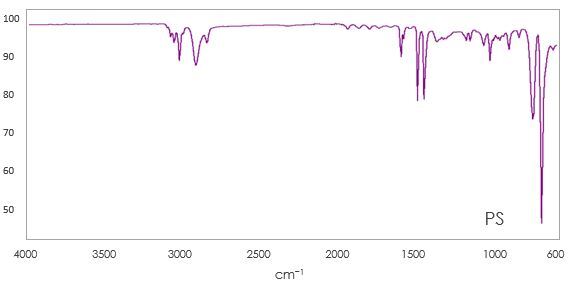
Poliestireno orientado
El poliestireno orientado (OPS) se produce estirando la película PS extruida, mejorando la visibilidad a través del material al reducir la turbidez y aumentar la rigidez. Tanto el OPS (Poliestireno Orientado) como el PET (Tereftalato de Polietileno) tienen claridad cristalina para una visibilidad superior del producto. Esto se usa a menudo en empaques donde el fabricante desea que el consumidor vea el producto incluido. Algunas de las ventajas de OPS son que es menos costoso de producir que otros plásticos transparentes como polipropileno (PP), (PET) y poliestireno resistente al impacto (HIPS) y es menos turbio que HIPS o PP. La principal desventaja del OPS es que es frágil y se rompe o se desgarra con facilidad.
Descripción del producto
La película OPS (Poliestireno Orientado) es liviana, duradera y resistente. Producido al estirar una película PS extruida, el material ha mejorado la visibilidad y ha aumentado la rigidez. Debido a que es rentable y sus propiedades transparentes, OPS se ve más comúnmente en el Gráficos / Imprimir y Embalaje las industrias.
- Transparencia
- La durabilidad
- Mayor rigidez y resistencia
- Ligeras
- Frágil / fácil de romper y rasgar
Aplicaciones OPS comunes
- Etiquetas
- Sobres
- Cajas plegables
- Película de la ventana
- Laminación
- Embalaje