Poliéter amida en bloque (PEBA)
Termoplàsticos > ► Poliamidas > ► Poliamidas alifaticas

Polimerización PEBA
Es un copolímero de bloque obtenido por policondensación de una poliamida de ácido carboxílico (PA6, PA11, PA12) con un poliéter de terminación alcohólica (politetrametilenglicol PTMG), PEG). La estructura química general es:
HO - (CO - PA - CO - O - PE - O) n - H
Se obtiene en 2 etapas, en priomo sintetiza el ácido amminododecanoico y laurilattame obtener PA12, en la segunda etapa se añade al poliol (PEG) - (PTHF). Varios grupos de investigación estudiaron la reacción de bloques de poliamida dicarboxílica con bloques de poliéter de diamina o bloques de poliamida de diamina con bloques de poliéter dicarboxílico en estado fundido. La reacción de poli(oxietileno) a,w-bis cloroformiato con cloruro de adipilo y piperazina en solución para dar una poliamida copolímero de bloques de poliéter con enlaces de uretano entre los bloques.
Gama de productos PEBA
Estos TPE tienen un amplio rango de dureza, desde un máximo de 65 Shore D hasta 60 Shore A. Tenemos a su disposición la resina PEBA en una amplia gama de durezas, grados especiales estabilizados al calor, con retardante a la flama hasta V0, para soplado, estabilizados a la hidrólisis y luz UV así como en forma de concentrados de pigmento negro.
Procesamiento PEBA
El PEBA se puede procesar utilizando las siguientes técnicas: Moldeo por inyección, Extrusión, Termoformado, Recubrimiento. No se generan productos de degradación peligrosos mediante el procesamiento de las resinas PEBA. Sin embargo, se deben tomar precauciones especiales al secar los materiales. Los grados PEBA generalmente se suministran como gránulos en envases a prueba de humedad listos para usar. Las condiciones de secado son 4 horas a 80°C (PEBA con Shore D 2 40) o 6 horas a 70°C (PEBA con Shore D < 40) en horno de aire propulsado, horno de aire caliente deshidratado o horno de vacío. Las propiedades reológicas, como se discutió anteriormente, son importantes para comprender el procesamiento. La viscosidad del fundido, que es una función de la velocidad de corte y la temperatura, indica que una temperatura de moldeo alta aumenta la capacidad de flujo. A diferencia del índice de flujo de fusión y la viscosidad de fusión, las longitudes de flujo pueden obtenerse inyectando PEBA a través de un tornillo de Arquímedes o alternativo en un molde con sección rectangular. Durante el moldeo, se pueden determinar las dimensiones de la entrada. Por ejemplo, en el caso de componentes grandes, se puede aumentar el tamaño de la puerta para ampliar el rango de temperatura y presión disponible y facilitar el procesamiento.
Moldeo por inyección PEBA
El equipo utilizado para el moldeo por inyección de poliamida es adecuado para el procesamiento de PEBA. Para los grados flexibles, se pueden usar diseños de moldes adecuados para poliuretanos (particularmente la alimentación por cavidad). La elección de la temperatura de inyección depende principalmente del tiempo que el material permanece en el manguito. Si el ciclo es corto, se debe utilizar una temperatura de inyección alta. Dependiendo del grado, la temperatura recomendada varía de 160 a 280°C. En algunos casos, se reporta una temperatura de inyección de 300°C. Una temperatura más alta da como resultado presiones más bajas dentro del componente durante el enfriamiento. Las velocidades de inyección se eligen de acuerdo con las secciones de flujo más bajas, que provocan las velocidades de corte más altas. PEBA debe moldearse en moldes fríos (20-40°C). que ayudan en el desmoldeo. La temperatura de moldeo correcta controla el acabado del componente. estabilidad dimensional y contracción. Se ha recomendado una presión de inyección en el rango de 500 a 800 bares para grados no reforzados. La presión de retención se aplica cuando la cavidad del molde está llena para compensar la contracción del material durante el enfriamiento.
Extrusión PEBA
El PEBA se puede extruir utilizando los mismos tipos de máquinas y tornillos que se utilizan para la poliamida. Los tornillos utilizados para PVC o PE se pueden utilizar para grados flexibles. La temperatura recomendada para la extrusión de PEBA está entre 160 y 230ºC, dependiendo del grado.
Ensamblaje
Hay algunas formas de ensamblar PEBA a otros materiales: Moldeado de insertos, unión Soldadura. Los parámetros del proceso se pueden ajustar optimizando la adhesión entre el material y los insertos. La técnica de moldeado en horno se utiliza para suelas de calzado deportivo.
Aplicaciónes PEBA
Su transpirabilidad se utiliza en equipos deportivos, las plantas de (zapatos de correr de gama, atletismo, fútbol, béisbol, baloncesto, senderismo, etc.) de alta botas de esquí nórdico, murciélagos de goma y pelotas de golf, bolsas, raquetas de tenis. Industria: cintas, correas, envases. Médica: Catéteres de revestimiento de hilo dental, a los materiales desechables quirúrgicos, batas, guantes, fundas de colchón, aderezos y adhesivos médicos Eléctricos y electrónicos: cables, revestimientos de cables, caja de dispositivos electrónicos, componentes de Ropa: película transpirable non-wovens fibras. Los elastómeros termoplásticos de poli (éter-b-amida) (PEBA) son copolímeros de bloques segmentados donde los bloques duros consisten en segmentos de poliamida, que actúan como reticulaciónes físicas, y los bloques blandos consisten en segmentos de poliéter flexibles que tienen una temperatura de transición vítrea muy por debajo de la temperatura ambiente y actuando como resortes entrópicos.
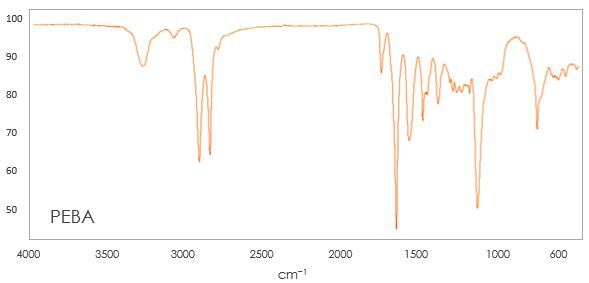
Espectrometría infrarroja por Transformadas de Fourier (FTIR)