SAN estireno acrilonitrilo
Tecnologías > Termoplàsticos > ► Estirénicos Rígido

SAN Propiedades Físico-Mecánicas
Los copolímeros SAN tienen una excelente transparencia (transmisión de luz de hasta 92%), un alto módulo de tracción y cualidades de superficie como brillo y reproducción de microtexturas en herramientas de moldeo, buena rigidez y buena dureza. Como es típico en los plásticos amorfos duros, SAN tiene una alta estabilidad dimensional y precisión. Además de la alta rigidez, SAN es en general fuerte y resistente a los arañazos y tiene buen calor y excelente resistencia química. El acrilonitrilo aporta rigidez, brillo, buena resistencia química y térmica; mientras que el Estireno le aporta facilidad de procesamiento. Esta combinación de propiedades hace del estireno acrilonitrilo un plástico de ingeniería; por esta razón, se utiliza en aplicaciones especiales. Los copolímeros de estireno y acrilonitrilo son generalmente transparentes, contando con una estructura más bien amorfa que resulta fácil procesar. Puede ser utilizado cualquier tipo de tratamiento mecánico en su fabricación. Sus propiedades de impacto, así como las de tensión y flexión, son bastante mejores que las de otros estirenos, gracias a las aportaciones de las propiedades del acrilonitrilo en la mezcla. La resistencia a la tracción de los grados individuales varía de acuerdo con las diferencias en el contenido de acrilonitrilo y las diferencias en la masa molar relativa. La forma de las curvas de tensión-deformación depende de la temperatura de prueba y la tasa de deformación. La baja contracción y la excelente fluidez en el molde permiten realizar moldes con una buena precisión dimensional. SAN polymer puede ofrecer una buena transparencia. Difiere del poliestireno estándar en importantes propiedades tales como tenacidad, resistencia al calor bajo carga, resistencia química y resistencia a la rotura. Estas propiedades quedan determinadas, por la cantidad de acrilonitrilo en su composición, su peso molecular y distribución. Con el incremento del peso molecular, se mejoran sus propiedades de tenacidad y durabilidad de sus propiedades mecánicas. En comparación con el poliestireno puro, los copolímeros de estireno-acrilonitrilo tienen un punto de reblandecimiento más alto y una resistencia al impacto mejorada. También son transparentes pero tienden a tener un ligero tinte amarillo. Debido a la naturaleza polar del acrilonitrilo, los copolímeros son más resistentes a los hidrocarburos y aceites que el poliestireno. Cuanto mayor sea el contenido de acrilonitrilo, mayor será la resistencia al calor, la resistencia al impacto y la resistencia química, pero la facilidad de moldeado disminuye. Los copolímeros de estireno-acrilonitrilo han encontrado algún uso en aplicaciones con requisitos algo más estrictos que los que puede cumplir el poliestireno puro, p. perillas para electrodomésticos, compartimentos del refrigerador, tazones para batidoras, estuches para casetes y jeringas.
Propiedades Térmicas SAN
La temperatura práctica de deflexión térmica es superior a 90°C y, por lo tanto, adecuada para muchas aplicaciones. Sin embargo, en muchos casos, se debe tener cuidado con la estabilidad en la exposición a temperaturas alternas. Con cambios frecuentes y abruptos de temperatura, pueden aparecer pequeñas grietas finas que se amplían con el tiempo, haciendo que el artículo quede inutilizable. SAN es relativamente resistente a tales cambios de temperatura con grados con un alto contenido de AN y un alto peso molecular que muestran una resistencia particularmente buena. Las modificaciones SAN con polivinil carbazol (¡PVK es tóxico!) Resultan en productos extremadamente resistentes a la distorsión térmica pero tóxicos. En particular, el contenido de AN tiene una fuerte influencia en la resistencia al calor. El copolímero de MS y AN (MSAN) tiene una mayor resistencia al calor que SAN con el mismo contenido de AN. Las temperaturas de ablandamiento Vicat de los copolímeros MSAN y SAN son 123°C y 103°C, respectivamente. Las propiedades físicas y la resistencia química del grado modificado son similares a las de SAN. Los métodos de fabricación utilizados para SAN también son adecuados para el copolímero MSAN. Los materiales basados en MS son algo más amarillos que sus contrapartes S. En la práctica, S a menudo solo está parcialmente sustituido por MS, produciendo terpolímeros SMSAN. La proporción de MS depende de la resistencia al calor requerida. El copolímero MSAN también es miscible con PVC y, por lo tanto, puede usarse para hacer mezclas con mayor resistencia al calor y al impacto. SAN resistente a altas temperaturas, es compatible con cloruro de polivinilo (PVC) y, como componente aditivo, puede aumentar la temperatura de funcionamiento continuo del PVC. Esto es ventajoso cuando se utilizan altas temperaturas, por ejemplo, en tuberías de aguas residuales para agua caliente, o cuando se encuentran temperaturas ambientales calientes en países tropicales. Particularmente para el PVC en colores oscuros, una parte importante de la radiación UV se transforma en calor, lo que puede provocar la deformación de las piezas de PVC. La excelente estabilidad a los rayos UV también hace que este material sea una buena opción para cubiertas transparentes de PVC. Los perfiles de PVC a los que se ha añadido SAN se pueden soldar en las mismas condiciones que los perfiles de PVC puro. Se obtienen valores de resistencia de esquina comparables. Las mediciones realizadas de acuerdo con ISO 306 e ISO 75 se utilizan para caracterizar la termoestabilidad de SAN. La resistencia al calor de acuerdo con ISO 306 para grados estándar es de 106-107°C. Además, hay algunos grados con un punto de ablandamiento Vicat más alto de 120°C. El límite superior de temperatura para el uso de piezas fabricadas con SAN es de aproximadamente 85°C, aunque se permiten temperaturas más altas durante períodos cortos. Los valores máximos para SAN reforzado con fibra de vidrio son 90 y 95°C, respectivamente. Estos valores solo son válidos cuando el aire es el medio de transferencia de calor. En agua u otros líquidos, el intercambio de calor es sustancialmente mayor y la distorsión puede producirse a temperaturas más bajas. SAN es considerablemente más resistente a dichos cambios de temperatura que GPPS. Por esa razón, también se utiliza para artículos domésticos de alta calidad.
Características de tensión-deformación
La resistencia a la tracción de los grados individuales varía de acuerdo con las diferencias en el contenido de acrilonitrilo y las diferencias en la masa molar relativa. La forma de las curvas de tensión-deformación depende de la temperatura de prueba y la tasa de deformación.
SAN Ensayo de combustión
Cuando realizamos ensayos de combustión en los copolímeros de estireno y acrilonitrilo, vemos un comportamiento que provoca bastantes cenizas dispuestas en copos, siendo de color amarillo parpadeante en cuanto a la llama se refiere. El olor característicos del SAN polimero en combustión es característico olor a estireno, junto a ácido clorhídrico. Se utiliza en lugar del poliestireno debido a su alta resistencia térmica.
SAN Propiedades Eléctricas
Siendo un material ligeramente polar, con un TG elevado y baja absorción de agua, las propiedades eléctricas prácticamente no son afectadas por la variación de temperatura, frecuencia (hasta 106 Hz) y humedad, dentro de intervalos normales de trabajo. Para aislante de alta frecuencia, el SAN no es apropiado.
SAN Propiedades Òpticas
Debido a su estructura molecular, el SAN pierde transparencia con el moldeo por inyección. La resistencia a los rasguños adicional lo convierte en una elección apta para displays en el punto de venta y artículos cosméticos. Debido a la presencia de la unidad de estireno, la resistencia de SAN a la luz ultravioleta (UV) no es excepcionalmente buena, pero la adición de estabilizadores UV mejora la resistencia a los rayos UV lo suficiente para que algunos grados de SAN se utilicen para acristalamiento y otras aplicaciones en exteriores. Las modificaciones con el éster dimetílico del ácido carbónico también dan como resultado una mayor resistencia química y UV. SAN tiene un ligero color amarillo en comparación con otros plásticos transparentes como PS, acrílicos (o metacrilato de polimetilo (PMMA)) y PC. Este color surge de los cromóforos cíclicos asociados con los segmentos AN y se vuelve más fuerte a medida que aumenta el contenido de AN. Como el amarilleo implica parcialmente reacciones que no son de naturaleza oxidante, los antioxidantes son de uso limitado y la combinación preferible es de fosfito y antioxidante fenólico. Las aminas estéricamente impedidas son particularmente efectivas contra el amarillamiento de los mohos expuestos a los rayos UV. El tinte amarillo de los productos se puede compensar agregando agentes colorantes azules, el resultado de esta adición es un SAN de tonalidad azulada-verdosa. La naturaleza polar de AN también resulta en un ligero deterioro de las propiedades eléctricas en comparación con PS, pero SAN todavía tiene propiedades adecuadas como material de aislamiento. Sin embargo, la resistencia de la superficie conduce a una acumulación de carga estática en el plástico y problemas asociados, como atraer polvo o descargas estáticas. Los compuestos aniónicamente activos, tales como los alquilsulfonatos de sodio, son buenos agentes antiestáticos para ser agregados. En el rango visible, SAN exhibe un 90% de transmisión de luz, pero absorbe en el rango UV. Algunos grados, debido al color natural más claro, la transmisión de luz de estos grados disminuye hacia el extremo UV. Las ligeras diferencias de tono entre los grados SAN, por otro lado, se deben a diferencias en el contenido de acrilonitrilo. Lo mismo ocurre con las diferencias en el índice de refracción.
Multipolímeros relacionados
Los polímeros ABS tienen poca resistencia a la luz ultravioleta exterior y la exposición da como resultado cambios significativos en la apariencia y las propiedades mecánicas. Se pueden realizar mejoras reemplazando el polibutadieno por otros cauchos y algunos polímeros múltiples de estireno-acrilonitrilo de este tipo están disponibles comercialmente. En los polímeros acrílicos-estireno-acrilonitrilo (ASA) se utiliza una goma de acrilato mientras que en los polímeros múltiples de acrilonitrilo-etileno-propileno-estireno (AES) se utiliza una goma de etileno-propileno-dieno. Los multipolímeros de acrilonitrilo-polietileno-estireno clorado (ACS) contienen polietileno elastomérico clorado y además de mostrar una buena resistencia a la intemperie tienen excelentes propiedades retardantes de llama.
SAN Propiedades Químicas
Generalmente buena, aunque depende del grado de la resina, de la concentración química, temperatura y esfuerzos sobre las partes. En este copolímero, el acrilonitrilo no solo proporciona una mayor resistencia química, sino también mayor resistencia, dureza, tenacidad y rigidez. Por lo tanto, SAN es químicamente mucho más resistente que el poliestireno. Los hidrocarburos saturados, los combustibles de carburador poco aromáticos y los aceites minerales, las grasas y aceites vegetales y animales, el agua, las soluciones salinas acuosas, los ácidos diluidos y los álcalis no tienen efecto sobre la SAN. También es más resistente al agrietamiento por estrés que el PS y a la radiación UV que el ABS. Las propiedades eléctricas son peores y la absorción de agua es algo mayor en comparación con el PS. El material sin teñir es transparente. Además no es atacado por el agua químicamente hablando. Los productos comerciales difieren principalmente en peso molecular y contenido de AN, que generalmente está entre 15 y 40% p / p. El aumento del peso molecular o del contenido de AN aumenta la resistencia, la rigidez, la resistencia al impacto, la resistencia al calor y la resistencia al agrietamiento por tensión. En particular, el contenido de AN tiene una fuerte influencia en la resistencia química, resistencia, rigidez y resistencia al calor. Si se mejora este contenido, aumenta la viscosidad del fundido. Los grupos nitrilo son fuertemente dipolares y, a medida que aumenta el nivel de AN, la atracción dipolar entre los grupos AN aumenta la viscosidad de la masa fundida. Además de la resistencia química, la resistencia al agrietamiento por tensión también es importante. Un mayor contenido de AN y un mayor peso molecular favorecen esas propiedades. Sin embargo, el efecto de una sustancia en una pieza de plástico también se ve notablemente afectado por la duración de la exposición, la temperatura, el medio circundante y las tensiones internas y externas, por lo que las investigaciones experimentales siempre deben realizarse bajo las condiciones prácticas relevantes. Las pruebas de inmersión en piezas SAN en diferentes medios de prueba proporcionan una indicación inicial de resistencia química. Cualquier aumento de masa puede servir como medida de los efectos adversos debidos a los productos químicos. Aparte de esta resistencia puramente química, la resistencia al agrietamiento por tensión juega con frecuencia un papel importante. En este caso también influyen favorablemente un contenido de acrilonitrilo más elevado y, en menor medida, una masa molar relativa elevada. Los copolímeros SAN generalmente tienen una mejor resistencia química que el poliestireno estándar y son resistentes al lavavajillas. La resistencia a los productos químicos aumenta abruptamente a medida que aumenta el contenido de acrilonitrilo. Así, a temperatura ambiente SAN es resistente a hidrocarburos saturados, combustibles gaseosos bajos en aromáticos y aceites minerales, grasas y aceites vegetales y animales, agua, soluciones salinas acuosas, ácidos diluidos y álcalis. Los ácidos inorgánicos concentrados, los hidrocarburos aromáticos y clorados, los ésteres, los éteres y las cetonas atacan al SAN. Las pruebas de inmersión en piezas SAN en diferentes medios de prueba proporcionan una indicación inicial de resistencia química. Cualquier aumento de masa puede servir como medida de los efectos adversos debidos a los productos químicos. Aparte de esta resistencia puramente química, la resistencia al agrietamiento por tensión juega con frecuencia un papel importante. Aquí también un mayor contenido de acrilonitrilo y, en menor medida, una masa molar relativa alta tienen un efecto favorable.
SAN amarillentos
Los polímeros SAN amarillentos tienen una tendencia natural a asumir un tinte amarillento cuando se fabrican de manera convencional. Esto surge del oxígeno residual en la alimentación de monómero. Sin embargo, cuando el nivel de oxígeno está por debajo de 2 ppm, este problema se puede controlar.
Microesferas expandibles
Las microesferas SAN expandibles se preparan mediante la polimerización de una mezcla de estireno y AN con un agente de expansión líquido volátil en un sistema de encapsulación. Se obtienen microesferas expandibles de mayor tamaño, distribución de tamaño más estrecha y mejores características de expansión utilizando un alcohol en el sistema de polimerización, es decir, metanol. Las mezclas poliméricas expandibles con SAN se fabrican convencionalmente mediante la incorporación de un agente de soplado, como los clorofluorocarbonos. Se sabe que algunos de estos agentes de expansión son contaminantes ambientales. Se ha encontrado que la incorporación de una pequeña cantidad de trietilenglicol en perlas de SAN expandibles proporciona una expansión equivalente o mejor. Por otro lado, la reacción es más rápida y se necesita menos agente de expansión convencional. En la Figura 10.4, se muestra la eficiencia de soplado de varias formulaciones que contienen triclorofluorometano (CFC) y trietilenglicol como agente de soplado convencional. Las muestras se expanden en una cámara de vapor giratoria durante un tiempo predeterminado (28). Después del recocido, la densidad se vuelve aún más pequeña.
Modificación
Las variedades modificadas de SAN se pueden fabricar mediante injertos, así como también mediante el uso de monómeros variados en lugar de los monómeros básicos, es decir, estireno y acrilonitrilo.
Injerto SAN
Injerto SAN se puede modificar, por ejemplo, mediante injerto. Por ejemplo, el anhídrido maleico (MA) se puede injertar en SAN. Este proceso se lleva a cabo preferentemente en una extrusora de doble husillo por extrusión reactiva. Una ventaja de la extrusión reactiva es la ausencia de disolvente como medio de reacción. Debido a que no se requiere extracción o recuperación de solventes, se evita la contaminación del producto por solventes o impurezas de solventes. Un reactor extrusor es ideal para la producción continua de material una vez que se establece el equilibrio en el cilindro del extrusor para los procesos químicos deseados. La extrusión reactiva se ha tratado en detalle en otro lugar. SAN-g-MA se utiliza como compatibilizador en diversas composiciones. Se puede dejar que los grupos MA reactivos funcionalizados unidos al polímero reaccionen con estabilizadores reactivos que, a su vez, se fijan al esqueleto polimérico. En otras palabras, cuando el estabilizador se une a un polímero se obtiene una mejor combinación cuando se evita que el estabilizador migre fuera del polímero.
Características especiales del copolímero de estireno-acrilonitrilo reforzado con fibra de vidrio
Los grados SAN reforzados con fibras de vidrio (GF-SAN) están disponibles para reemplazar parcialmente los termoplásticos de ingeniería de mayor valor o incluso los metales. Las características especiales de los productos incluyen una rigidez muy alta y una termoestabilidad mejorada, así como un coeficiente de expansión lineal reducido a la par con el de los metales. La contracción del molde es, por tanto, aproximadamente un 60% menor que en el material base SAN. GF-SAN fue desarrollado principalmente para aplicaciones técnicas que requieren baja expansión térmica, alta rigidez, termoestabilidad mejorada, tolerancias dimensionales estrechas y buenas propiedades eléctricas. GF-SAN con 35% GF tiene un módulo de elasticidad de 10 GPa, tres veces más alto que el del material base. Su resistencia a la tracción, por ejemplo, también es considerablemente mayor. Las propiedades mecánicas de las piezas moldeadas por inyección fabricadas con GF-SAN dependen en gran medida de la orientación de las fibras de vidrio y de la dirección de aplicación de la tensión.
Aditivos de bajo brillo
Los termoplásticos que tienen un acabado de bajo brillo son útiles en la fabricación de artículos y componentes para una amplia gama de aplicaciones, desde componentes de automóviles hasta artículos decorativos y carcasas para aparatos electrónicos, como computadoras. Se puede obtener un acabado de bajo brillo para un artículo de plástico usando diferentes métodos. Durante mucho tiempo se ha usado texturizar mecánicamente una superficie de plástico, pero este tipo de acabado superficial es propenso al desgaste y, en última instancia, aumenta su brillo con el uso. Además, el texturizado mecánico agrega etapas de procesamiento y aumenta los costos de fabricación. Por lo tanto, son deseables modificaciones de la propia composición termoplástica moldeable (29). Se han descrito aditivos de bajo brillo, como las resinas epoxi. Además, los copolímeros SAN son específicamente útiles. Los copolímeros SAN adecuados tienen un contenido de estireno del 75%. El gel aditivo de bajo brillo se mezcla por fusión con otra resina, por ejemplo, PC. Como es habitual, se pueden añadir ciertos aditivos a la composición. Entre otros, se ha propuesto el uso de un agente antigoteo, a saber, el poli(tetrafluoroetileno) (PTFE)). El agente antigoteo puede estar encapsulado por un copolímero rígido, por ejemplo, SAN, que se conoce como teflón encapsulado en SAN (TSAN) (29). Los fluoropolímeros encapsulados se pueden preparar polimerizando el polímero encapsulante en presencia del fluoropolímero, por ejemplo, en una dispersión acuosa. TSAN puede proporcionar ventajas significativas sobre PTFE, ya que TSAN puede dispersarse más fácilmente en la composición. Un bote de TSAN adecuado se compone de un 50 % de PTFE y un 50 % de SAN.
Molduras inscritas con láser
La producción de molduras inscritas con láser a partir de PMMA se ha considerado imposible con una calidad satisfactoria sin la adición de aditivos para aumentar los coeficientes de absorción de la radiación láser empleada. Sin embargo, se han descrito mezclas basadas en PMMA y acrílicos relacionados (30). Los artículos moldeados transparentes que tienen una inscripción láser de alto contraste se producen a partir de una mezcla de polímeros que consta de ésteres metacrílicos, SAN y partículas de caucho.
SAN Processabilidad
SAN pellets puede ser fácilmente moldeado por medio de inyección,extrusion o moldeo o utilizando el sistema de rotación. Los de alto impacto son más dificultosos porque al tener un mayor contenido en caucho los hace más viscosos. Sus características son similares a las de los metales no ferrosos, se pueden barrenar, fresar, tornear, aserrar y troquelar. Debido a su estructura molecular, el SAN pierde transparencia con el moldeo por inyección. El SAN presenta una muy baja absorción del agua, y algo que lo hace tan utilizado y extendido en la industria es sin duda si fácil fabricación, así como el bajo coste económico de ésta. En general,el SAN se procesa en condiciones similares a las del poliestireno. Algunas pautas de procesamiento específicas son:
- Pre-secado: 2-4 h / 80°C.
- Temperaturas de la superficie del molde de moldeo por inyección entre 40°C y 80°C.
- Temperaturas de fusión de moldeo por inyección: entre 210°C y 260°C. 230°C y se prefieren 250°C.
- Temperaturas de procesamiento de extrusión: entre aproximadamente 190°C y 250°C.
SAN Síntesis
Los plásticos de estireno-acrilonitrilo son los copolímeros más importantes del estireno. La relación ponderal media de monómeros en la copolimerización es la siguiente: 76% de estireno y 24% de acrilonitrilo. Se fabrican también otros copolímeros con menor y mayor porcentaje de acrilonitrilo. El SAN granulos se obtiene mezclando en un reactor estireno y acrilonitrilo, utilizando como catalizador peróxido de benzoilo y calentado a una temperatura aproximada de 60ºC. La reacción presenta un punto azeotrópico para una composición de 76% p/p de estireno, por este motivo la síntesis se lleva a cabo en la composición de dicho punto. La polimerización puede obtenerse mediante dos procesos: suspensión o emulsión. El acrilonitrilo copolimeriza también con mezclas de estireno y α-metilestireno para formar SAN. La ordenación de los componentes monómeros dentro de las macromoléculas obedece a leyes estadísticas. Los grupos laterales benceno y nitrilo están estéricamente desordenados (atácticos). El estireno-acrilonitrilo es un termoplástico amorfo. Los grados de polimerización son del mismo orden que los que presentan los homopolímeros de estireno.
Polimerización en suspensión
La polimerización se realiza en agua. El monómero y el polímero que se obtienen son insolubles en agua, por lo que se obtiene una suspensión. Para evitar que el polímero se aglomere en el reactor, se disuelve en el agua una pequeña cantidad de alcohol polivinílico, el cual cubre la superficie de las gotitas del polímero y evita que se peguen.
Polimerización en emulsión
La reacción también se produce en agua, pero en lugar de añadir un agente de suspensión como el alcohol polivinílico, se agrega un emulsificante que puede ser un detergente o jabón. Los monómeros forman gotitas de tamaño microscópicos que quedan estabilizadas por el jabón durante todo el proceso de polimerización, y que acaban formando un látex de aspecto lechoso, del cual se hace precipitar el polímero rompiendo la emulsión. Posteriormente se somete el polímero a un proceso de lavado para eliminar los restos del emulsificante.
Polimerización en proceso continuo masivo
El proceso continuo masivo es el método más popular para hacer SAN. Estireno y acrilonitrilo se alimentan continuamente a uno o varios reactores con o sin solventes, como etilbenceno o tolueno. Los monómeros se hacen reaccionar hasta que se alcanza un nivel de conversión de entre 60 y 80% a una temperatura entre 90 y 170°C. La solución de polímero se descarga continuamente del reactor. En la etapa posterior, el disolvente y los monómeros no convertidos se eliminan por calentamiento y destilación a presión reducida. Se pueden usar varios tipos de equipos para este paso. Los volátiles se condensan y reciclan en el proceso de polimerización. Despues del paso de desgasificación, el polímero fundido se enfría y se granula o se transfiere a una unidad de mezcla para mezclar con el caucho injertado. El proceso masivo de SAN da como resultado un producto con claridad y color superiores. Hoy en día este es el proceso dominante para la fabricación de grados comerciales transparentes de SAN.
α-metilestireno
Una variedad de SAN consiste en el uso de α-metilestireno en lugar de estireno ordinario. El copolímero modificado se produce de la misma manera que los copolímeros SAN ordinarios. La polimerización en masa afecta las necesidades especiales de eliminar el calor de las reacciones y, además, no se pueden alcanzar conversiones altas porque la viscosidad del polímero aumenta drásticamente con la conversión. Para evitar una alta viscosidad del producto final antes de la descarga, la polimerización en masa se lleva a cabo en solución. El etilbenceno es un solvente común. Un serio inconveniente de la polimerización en solución es la necesidad de eliminar el solvente residual. Este problema también está presente en las técnicas de polimerización en emulsión, donde el agua debe eliminarse y además limpiarse. Una alternativa para eliminar el solvente residual o el monómero, respectivamente, es la extracción por dióxido de carbono supercrítico. Además, la propia polimerización se puede realizar en dióxido de carbono subcrítico como disolvente. No es que el punto crítico del dióxido de carbono esté a 37°C y 73 bar. Ventajosamente, la alimentación de monómeros se ajusta al punto azeotrópico del par de monómeros, de modo que el polímero tenga la misma composición que el monómero. En realidad, la mayoría de los tipos de SAN tienen una composición cercana al punto azeotrópico, solo por las razones explicadas anteriormente.
Mezcla
Los productos obtenidos por este método son mezclas mecánicas de copolímeros de estirenoacrilonitrilo y cauchos de acrilonitrilo-butadieno. El método preferido de preparación es mezclando látex de los dos copolímeros y coagulando la mezcla. Es posible una amplia gama de productos, dependiendo de la composición de cada copolímero y las cantidades relativas de cada empleado. Una mezcla típica consistiría en lo siguiente (sólidos): 70 partes de copolímero de estireno-acrilonitrilo (70:30) 40 partes de caucho de acrilonitrilo-butadieno (35:65) Se ha encontrado que los cauchos de acrilonitrilo-butadieno no reticulados son compatibles con copolímeros de estireno-acrilonitrilo y las mezclas muestran poca mejora en la resistencia al impacto y tienen puntos de reblandecimiento bajos. Sin embargo, si el caucho está suficientemente reticulado como para que no sea completamente soluble en el copolímero, entonces las mezclas tienen altas resistencias al impacto y altos puntos de reblandecimiento. Un método conveniente para preparar un caucho de acrilonitrilo-butadieno adecuadamente reticulado es llevar una polimerización en emulsión a una alta conversión; alternativamente, se puede agregar una pequeña cantidad de divinilbenceno a la receta de la emulsión. Una vez mezclados los dos látex, se produce la coagulación mediante la adición de un ácido o una sal. La miga resultante se lava, se filtra, se seca, se extruye y se corta en gránulos. Un método alternativo para preparar una mezcla de los dos copolímeros es mezclando los sólidos en un molino de dos rodillos. En este caso, se puede utilizar como material de partida un caucho de acrilonitrilo-butadieno no reticulado. El caucho se reticula en primer lugar moliendo con un peróxido y luego se añade el copolímero de estireno-acrilonitrilo. La naturaleza física de estas mezclas no parece ser la misma que la de los poliestirenos modificados con caucho. Cuando este tipo de polímero ABS se trata con un disolvente como la metiletilcetona, la muestra se hincha y sólo se rompe parcialmente; esto indica que las redes de caucho impregnan la matriz de copolímero de estirenacrilonitrilo. Cuando los poliestirenos modificados con caucho se tratan con un disolvente como el tolueno, se produce una desintegración completa en partículas finas.
Injerto
En este método de preparación de polímeros ABS, se polimerizan acrilonitrilo y estireno en presencia de un látex de polibutadieno. Es posible una amplia gama de productos, dependiendo de las cantidades relativas de reactivos. Una receta típica podría ser la siguiente (partes en peso):
- 34 Látex de polibutadieno (sólidos)
- 24 Acrilonitrilo
- 42 Estireno
- 200 Agua
- 2 Colofonia desproporcionada de sodio
- 2 Mercaptanos terciarios mixtos
- 0.2 Persulfato de potasio
La reacción se lleva a cabo a aproximadamente 50°C. A continuación, el producto sólido se aísla del látex mediante las técnicas descritas en la sección anterior. Los polímeros ABS preparados de esta manera consisten en una matriz continua de copolímero de estireno-acrilonitrilo, partículas dispersas de polibutadieno y una capa límite de polibutadieno injertada con acrilonitrilo y estireno. Los polímeros ABS preparados por injerto contienen cantidades variables de polibutadieno no injertado (que tiene una temperatura de transición vítrea baja) y, por lo tanto, tienen una buena resistencia al impacto a baja temperatura. Además, los polímeros ABS preparados por injerto son superiores a los obtenidos por mezcla en el sentido de que las muestras moldeadas comúnmente tienen una mejor apariencia superficial. En los últimos años, se han producido grados especiales de polímeros ABS en los que está presente un cuarto monómero. Por ejemplo, los grados resistentes al calor contienen a-metilestireno (ver sección 3.5) y los grados transparentes incorporan metacrilato de metilo. Los polímeros ABS se pueden moldear por inyección y extruir y se han utilizado en una gran variedad de aplicaciones que requieren dureza, rigidez y buena apariencia, p. Ej. paneles de fascia y rejillas de radiador de automóviles, electrodomésticos, máquinas comerciales, teléfonos y accesorios de tuberías y tuberías.
Buen consejo
SAN es el poliestireno resistente a químicos. Se utiliza principalmente para alojar piezas sujetas a cargas más altas y también para piezas planas. Impresiona con su extraordinaria transparencia y brillo de color combinado con alta resistencia química, pero también es algo más caro que el poliestireno. Las modificaciones SAN con polivinil carbazol (¡PVK es tóxico!) Resultan en productos extremadamente resistentes a la distorsión térmica pero tóxicos Las modificaciones con el éster dimetílico del ácido carbónico también dan como resultado una mayor resistencia química y UV. SAN se puede reforzar con fibras de vidrio para proporcionar mayor rigidez, resistencia a la rotura y resistencia al impacto con muescas.
Copolímero de estireno-acrilonitrilo reforzado con fibra de vidrio
Los grados SAN reforzados con fibras de vidrio (GF-SAN) están disponibles para reemplazar parcialmente los termoplásticos de ingeniería de mayor valor o incluso los metales. Las características especiales de los productos incluyen una rigidez muy alta y una termoestabilidad mejorada, así como un coeficiente de expansión lineal reducido a la par con el de los metales. La contracción del molde es, por lo tanto, aproximadamente un 60% menor que en el material base. SAN GF-SAN se desarrolló principalmente para aplicaciones técnicas que requieren baja expansión térmica, alta rigidez, termoestabilidad mejorada, tolerancias dimensionales estrechas y buenas propiedades eléctricas. SAB GF30 tiene un módulo de elasticidad de 10 GPa, tres veces más alto que el del material base. Su resistencia a la tracción, por ejemplo, también es considerablemente mayor. Las propiedades mecánicas de las piezas moldeadas por inyección fabricadas con GF-SAN dependen en gran medida de la orientación de las fibras de vidrio y de la dirección de aplicación de la tensión.
Procesamiento
En general, el SAN se procesa en condiciones similares a las del poliestireno. Algunas pautas de procesamiento específicas son:
- Pre-secado: 2-4 h / 80°C
- Temperaturas de la superficie del molde de moldeo por inyección entre 40°C y 80°C
- Temperaturas de la masa fundida de moldeo por inyección: entre 210°C y 260°C, se prefieren 230°C y 250°C
- Temperaturas de procesamiento de extrusión: entre aproximadamente 190°C y 250°C
SAN Aplicaciones
SAN compite con poliestireno, acetato de celulosa y metacrilato de polimetilo. Las aplicaciones para SAN incluyen piezas moldeadas por inyección para dispositivos médicos, conectores de tubos de PVC, productos aptos para lavavajillas y estanterías para refrigeradores. Otras aplicaciones incluyen envases para los mercados farmacéutico y cosmético, equipos automotrices y usos industriales. El SAN puede encontrarse en una amplia gama de aplicaciones, ya sea desde el sector técnico (fabricación de artículos para el hogar), el médico (equipos de diálisis desechables) y la industria alimenticia (por sus cualidades representa una excelente barrera contra la humedad y el CO2, utilizándose como protector de alimentos). SAN se utiliza para artículos del hogar y vajillas, en envases de cosméticos, artículos sanitarios y de tocador, así como en materiales de escritura y artículos de oficina, lentes electrónicos, lentes instrumentales automotrices, cubiertas de polvo, electrodomésticos, vasos, cuerpos de cepillo de dientes, charolas, cubiertas de batería industrial, instrumentos marinos, de paneles, recipientes aptos para lavavajillas, encendedores, desechables, cepillo de cerdas, cubiertas de auto calibrador, estuches cosméticos, jeringas medicas, reflectores, puertas del refrigerador, cajas de batería etc. Un campo de aplicación importante es el inherente a la preparación de resinas ABS: en este caso el SAN se mezcla con copolímeros de injerto de polibutadieno con acrilonitrilo y estireno. El SAN degrada lentamente en los basureros, además de que contiene aditivos dañinos, que incluyen colorantes, estabilizantes y plastificantes.
SAN modificado con olefinas
SAN se puede modificar con olefinas, lo que da como resultado un polímero que se puede extruir y moldear por inyección. Proporcionan resistencia a la intemperie a partes menos costosas, como piscinas, spas y embarcaciones.
Impacto ambiental y reciclaje
Se simuló el reciclaje de SAN en el reprocesamiento mediante moldeo por inyección repetido hasta cinco ciclos. La naturaleza química del SAN obviamente no cambió después del reprocesamiento. Sin embargo, en el reprocesamiento, el peso molecular disminuyó ligeramente. Además, SAN se volvió progresivamente amarillo con ciclos crecientes, sin embargo, sus propiedades mecánicas más importantes permanecieron sin cambios.
Espectrometría infrarroja por Transformadas de Fourier (FTIR) del SAN
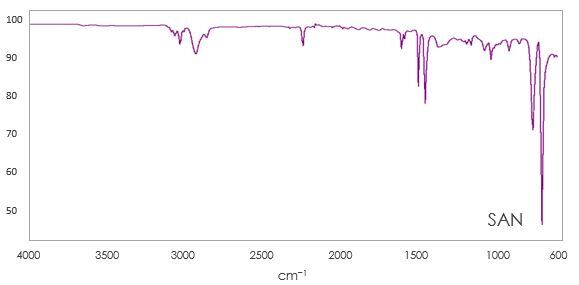
SAN
SAN GF25
SAN GF35
Physical
properties
Method
Unit
density
ASTM D1505
g/cm
1,22
1,34
mould shrinkage
ASTM D955
%
0,1-0,2
0,1-0,2
water absorption (24 h/23°C)
ASTM D570
%
0,15
0,1
MFI melt flow index
ASTM D1238
g/10'
-
-
Mechanical
properties
tensile strenght at yield
ASTM D638
MPa
80
110
elongation at break
ASTM D638
%
2
1,5
flexural modulus
ASTM D790
MPa
7800
9500
IZOD impact strength ,notched 23°C
ASTM D256
J/m
35
40
IZOD impact strength, notched 0°C
ASTM D256
J/m
-
-
IZOD impact strenght notched -30°C
ASTM D256
J/m
-
-
Thermal
properties
VICAT method B (50 °C/h - 50 N)
ASTM D1525
°C
105
108
H.D.T. method A (1.82 MPa)
ASTM D648
°C
102
105
ball pressure test
IEC 335
°C
-
-
Flammability
properties
limited oxigen index
ASTM D2863
%
-
-
flame rating 0.8 mm
UL 94
Class
HB
HB
flame rating 1.6 mm
UL 94
Class
HB
HB
flame rating 3.2 mm
UL 94
Class
HB
HB
needle flame test
IEC 695-2-2
-
-
-
GWFI glow wire flammability index
IEC 695-2-1
°C
-
-
CTI comparative tracking index
IEC 112
Volt
-
-
| SAN | SAN GF25 | SAN GF35 | ||
| Physical properties | Method | Unit | ||
| density | ASTM D1505 | g/cm | 1,22 | 1,34 |
| mould shrinkage | ASTM D955 | % | 0,1-0,2 | 0,1-0,2 |
| water absorption (24 h/23°C) | ASTM D570 | % | 0,15 | 0,1 |
| MFI melt flow index | ASTM D1238 | g/10' | - | - |
| Mechanical properties | ||||
| tensile strenght at yield | ASTM D638 | MPa | 80 | 110 |
| elongation at break | ASTM D638 | % | 2 | 1,5 |
| flexural modulus | ASTM D790 | MPa | 7800 | 9500 |
| IZOD impact strength ,notched 23°C | ASTM D256 | J/m | 35 | 40 |
| IZOD impact strength, notched 0°C | ASTM D256 | J/m | - | - |
| IZOD impact strenght notched -30°C | ASTM D256 | J/m | - | - |
| Thermal properties | ||||
| VICAT method B (50 °C/h - 50 N) | ASTM D1525 | °C | 105 | 108 |
| H.D.T. method A (1.82 MPa) | ASTM D648 | °C | 102 | 105 |
| ball pressure test | IEC 335 | °C | - | - |
| Flammability properties | ||||
| limited oxigen index | ASTM D2863 | % | - | - |
| flame rating 0.8 mm | UL 94 | Class | HB | HB |
| flame rating 1.6 mm | UL 94 | Class | HB | HB |
| flame rating 3.2 mm | UL 94 | Class | HB | HB |
| needle flame test | IEC 695-2-2 | - | - | - |
| GWFI glow wire flammability index | IEC 695-2-1 | °C | - | - |
| CTI comparative tracking index | IEC 112 | Volt | - | - |