Extrusion
Process
| Extrusión de polímero | ||
| ¿Qué es Extrusión? | ||
El proceso de extrusión de polímeros o elastómeros se lleva a cabo en máquinas denominadas extrusoras. La palabra extrusión proviene de raíces latinas, de la voz “extrusĭon”, “extrusiōnis” que quiere decir forzamiento. Otras fuentes exponen que viene del latín “extrudiere” que significa expulsar. De forma general extrusión es la acción y el efecto de extrudir; por otra parte de una manera más específica, puede definirse como aquel proceso de prensado, modelado y conformado de una determinada materia prima para crear ciertos objetos con cortes transversales definidos y fijos, por medio de un flujo continuo con presión, tensión o fuerza. La extrusora es un equipo de transformación, responsable del transporte, compactación, fusión, mezclado, homogeneización, plastificación y el conformado de las resinas plásticas en él procesadas. Aunque existen extrusoras de diversos tipos, las más utilizadas son las husillo simple. El tornillo, fuerza el paso de la resina a través del dado, logrando que la resina tome la forma deseada. Las materias primas procesadas se calientan por calor, que se libera durante el proceso de superar la fricción interna y la deformación del material, y también debido al calentamiento externo. El material extruido se enfría y se solidifica a medida que es jalado a través del dado o en una tina de agua. |  | |
| Tolva | ||
La tolva es el depósito de materia prima en donde se colocan los pellets de material plástico para la alimentación continua del extrusor. El volumen deberá ser proporcional a la capacidad de la máquina normalmente equivalente al ancho del tornillo. Es importante que la temperatura de la garganta sea baja, de hecho con la mayoría de los materiales poliméricos, y en especial las poli olefinas, es necesario mantener la temperatura de la zona de alimentación al tornillo, al menos a 50°C por debajo de la temperatura de fusión del polímero. Una temperatura baja en la zona de alimentación impide que la fusión de la resina produzca la adhesión de los pellets entre ellos y a la superficie del tornillo, bloqueando la alimentación. Algunos materiales , puede tener una forma "free flow" , como producto molido , y puede resulta problemático alimentarlo por eso se puede usar la tolva con sistema vibratorio la cual rompiendo los puentes de material formados, permite la caída del material en la garganta de alimentación. Tal vez la tolva de alimentación es un componente separado con enfriamiento por agua alrededor del cuello de alimentación. También la tolva puede estar un secador o deshumidificador. Las tolvas de secado son usadas para eliminar la humedad del material que está siendo procesado, sustituyen a equipos de secado independientes de la máquina |  | |
| Husillo o tornillo | ||
Los principales tipos de equipos para el procesamiento de materiales poliméricos a través del método de extrusión incluyen extrusoras de un solo husillo, doble husillo, pistón y disco. La parte más importante en un extrusor es el tornillo ya que es la parte que mezclará, fundirá y transformará el plástico fundido, La configuración de los tornillos interiores son una fuerza motriz dependiente del tipo de polímero o elastómero. Los tornillos constan de álabes, éstos son las roscas del tornillo que impulsan el material a través del extrusor. Se puede aplicar en una gran variedad de formas. Se pueden dividir en dos tipos, simple o doble tornillo, el simple tornillo se usan para la producción de tubería PVC, TPU y la extrusora de doble tornillo o de tornillos gemelos, la cual presenta una mejora en la mezcla y en el transporte del polímero. |  | |
| Barril o Cañón: | ||
El barril es un cilindro de acero que aloja al husillo y constituye el cuerpo principal de una máquina de extrusión, la cámara de fusión y bombeo de la extrusora. La dureza del cañón se consigue utilizando aceros de diferentes tipos y cuando es necesario se aplican métodos de endurecimiento superficial de las paredes internas del cañón, que son las que están expuestas a los efectos de la abrasión y la corrosión durante la operación del equipo. Las cámaras y el tornillo se construyen con aceros de alta resistencia nitrurados, protegiéndose contra la corrosión mediante cromo duro. La protección contra el desgaste se obtiene carburizando la cámara y endureciendo el núcleo del tornillo. El cañón cuenta con resistencias eléctricas que proporcionan una parte de la energía térmica que el material requiere para ser fundido. El sistema de resistencias, en algunos casos va complementado con un sistema de enfriamiento que puede ser flujo de líquido o por ventiladores de aire. Para la mejor conservación de la temperatura a lo largo del cañón y prevenir cambios en la calidad de la producción por variaciones en la temperatura ambiente, se acostumbra aislar el cuerpo del cañón con algún material de baja conductividad térmica como la fibra de vidrio. |  | |
| Breaker | ||
Otros elementos como los restrictores volantes de la punta de la cámara, los alimentadores laterales o los distribuidores del fundido permiten obtener distribuciones uniformes del fundido en la hilera. Este elemento se intercala al extremo del extrusor, entre el tornillo y la boquilla, y consiste, como ya de había dicho anteriormente, en el disco metálico de acero inoxidable perforado , en el también se puede poner un paquete de filtros-tamices, mallas o como se llama en la tecnología: “Screen-Pack”. Básicamente la función del “Breaker-Plate” y el “Screen-Pack”, consiste en filtrar cualquier material extraño que pude estar presente en el material fundido, pero además tiene las siguientes funciones, como romper el flujo de material plástico fundido, distribuirlos convenientemente, y dar un movimiento consistente hacia adelante, con una contrapresión controlada, impedir la continuidad de porciones frías de material hasta que tenga la misma plasticidad que el resto del material, retener, en general, impurezas y en especial “geles” y aglomerados que podrían contaminar el producto final deseado, controlar la presión desarrollada por el extrusor y transforma el movimiento helicoidal que le suministra el tornillo al fundir un flujo paralelo mas regular. |  | |
| Dado o cabezal | ||
Los materiales para dados de extrusión en caliente incluyen aceros de herramienta y aceros aleados. Las propiedades más importantes de estos materiales son alta resistencia al desgaste, alta dureza en caliente y alta conductividad térmica para remover el calor del proceso. La boquilla de extrusión es el componente del cabezal encargado de la conformación final del extrudido. Se debe velar por que el polímero fluya, con volumen y velocidad de flujo uniforme, alrededor de toda la circunferencia de la boquilla, de manera de lograr espesores uniformes. El tipo de cabezal y dado dependen en gran medida del producto a fabricar ya que sirve para dar la forma a una medida requerida. La resina fluye a través del cuerpo del dado dividiéndose en tres o mas flujos , dependiendo del tipo de araña. La resina llega al dado y mandril donde se le dará la forma cilíndrica de la tubería. El dado también es colocado en el cuerpo del cabezal por medio de un anillo el cual es apretado por varios tornillos. Notar que el dado es diseñado para que se adapte a la superficie de la taza y el anillo y que puede ser empujado por varios tornillos. Por ejemplo, durante el inicio de la extrusión de la tubería, el centrado del dado con respecto al mandriles una de las primeras cosas que deberán de ser ajustadas. Esto aféctala excentricidad del espesor de las paredes del tubo. |  | |
| Las partes principales que componen un cabezal son las siguientes : | ||
La olla el cuerpo base principal del cabezal, que sostiene el cono internamente y conecta el cabezal con la recámara, una ves que la resina pasa del tornillo a la olla , encuentra el cono lo cual modifica el patrón de flujo en espiral separándolo y distribuyéndolo hacia la araña. En la parte interior del cono están insertos llamados pines de calentamiento, su función es mantener la temperatura adecuada durante el proceso de modelación de la resina. La resina fluye a través del cuerpo del dado dividiéndose en tres o mas flujos , dependiendo del tipo de araña. El araña más utilizada es la de punta de diamante, ésta tiene como finalidad el cortar el material que viene directo del cono. El housing une nuevamente el material cortado por la araña, la función principal es la correcta plastificación luego de haber sido separada por la araña. Para mantener un espesor constante y preciso al centro del cabezal se hay el candelao mandril es el encargado de darle el diámetro y espesor interno a la tubería, éste se mantiene en posición fija al cabezal y para lograr que la candela y el dado sean concéntricos, se cuenta con unos tornillos especiales para centrar la posición del dado. El dado de extrusión es el componente del cabezal encargado de la conformación final del extruido dándole la forma final de la tubería o del perfil. Como elementos auxiliares entre extrusora e hilera pueden citarse los manguitos de restricción de flujo, anchuras de punta ajustables en el extremo delantero del tornillo o placas perforadas que se utilizan para adaptar la presión del fundido a la resistencia de la hilera. 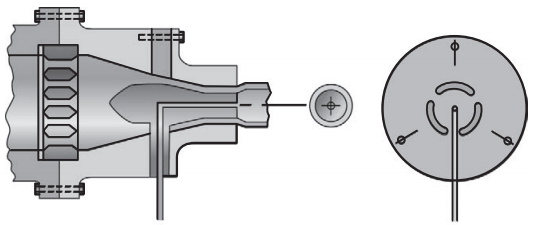 |  | |
| Formador o calibrador | ||
| Calibración a presión El extruido tubular pasa directamente dentro de un tubo de bronce el cual tiene un calibre igual al diámetro exterior final requerido. El tubo extruido pasa directo nel calibrador, a través de un orificio especial se inserta aire comprimido , asi que el tubo por presión interna conservar el diametro. El tubo es enfriado con agua al pasar por la cavidad. Calibraciónpor anillo de vacío y tanque de enfriamiento El extruido tubular pasa através de un anillo de vacio (como un pequeño tubo regularmente forado ) del tamaño de la tubería. La presión atmosférica negativa , creada del vacio dentro de la tina , mantiene la tuberia a su diametro final. |  | |
| Tina d enfriamiento | ||
| Para el enfriamiento de la tubería o perfil se utilizan una tinas de agua la cual es hecha con varias cámaras o secciones de enfriamiento la primera , que es la mas importante se puede aplicar el vacío donde se encuentra el tubo calibrador para formar la tubería extruida. El enfriamiento deberá ser muy eficiente para lograr que en poco tiempo se enfrié el perfil o la tubería y no se deforme posteriormente. |  | |
| Unidad de tiro o jalador | ||
La principal función de la unidad de tiro , es el de jalar la tubería que sale del extrusor permitiendo que el perfil o la tubería pasen por el calibrador y la tina de enfriamiento a una velocidad requerida. El jalador es normalmente de oruga de tipo neumático, empleando estos elementos para atrapar la tubería e impartir una fuerza de tracción constante. |  | |
| Unidad de impresión | ||
En alcunos casos es necesario marcar el perfil o la tuberia , por eso se utiliza la unidad de impresión las cuales son diseñadas exclusivamente para tubería y perfiles se conocen como “Impresoras Jet”. Estas unidades realizan la marcación parecida a un sprayy son de alta precisión. |  | |
| Proceso de extrusión | ||
La extrusora en general consiste en uno o dos tornillos que rotan dentro de un barril cañón caliente, en practica el material polimérico es alimentado por medio de una tolva en un extremo de la máquina , entran en un cañón y debido a la acción de una series de resistencia eléctricas se funde, fluye y se mezcla en el cañón , el material es empujado hacia adelante por el tornillo en un cierto estado de masa fundida y homogeneizada. La conversión del plástico solido en este estado y en particular los cambios morfológicos implicados, son usualmente llamados gelación o plastificación. El material es moldeado y forzado a salir a través de un dado formado y se obtiene un perfil geométrico preestablecido. Los parámetros de funcionamiento más importantes son la velocidad y par del tornillo, el perfil de temperatura a lo largo de la cámara hasta la hilera, y la tasa de suministro del material y su temperatura. Éstos determinan la presión del fundido y la temperatura en la cabeza del tornillo y, conjuntamente con el equipo corriente adelante de la hilera, determinan la calidad del producto, que puede monitorizarse mediante control sin contacto de los contornos, espesores de pared y peso. |  | |
| Método de extrusión su proceso y aplicación | ||
El proceso de extrusión se puede aplicar a casi todos los tipos principales de polímeros: termoplásticos, elastómeros, termo-endurecibles, para la producción de tubos extruidos, películas, membranas para cables, sistemas ópticos de elementos de compuestos de caucho, mangueras, perfiles. |  | |