Necking
Polypedia > Defects in polymers
| Neck-in - Necking | ||
| What is neck-in? Neck-in is the reduction in the width of the molten polymer as it leaves the matrix. It is measured as half the difference between the width of the coating in the nip and the width of the matrix, as indicated in the figure. Edge and neck weaving in performance are related properties although changes in neck performance are potentially more important (up to 50 mm) and affect both the processed and the final product. The neck may arise as a result of the surface tension as the polymer leaves the die, as well as due to the effects of melt elasticity that occur during the process. | 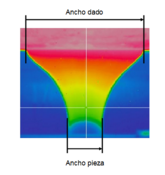 | |
| Causas | ||
There are a number of potential root causes for this problem, most of which can also cause edge tissue. These include high melting temperatures, high drawing ratio and the melting strength of the polymer is inadequate for the extraction speed of the process. It should be noted that some of these changes (including the adjustment of the position of the matrix) can create other problems in the process of extrusion coating. | 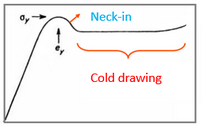 | |
| Reduce the neck-in | ||
There is a range of different ways to improve the neck-in: Reduce the draw ratio by increasing the weight of the coating, which will result in additional material costs or decrease the air gap (distance between the die and the nip to cool the roll) contact point), which can affect the adhesion to the substrate Reduce the melting temperature however it is recommended to perform additional tests to ensure that adhesion to the substrate is still adequate Test a polymer with a higher melting strength to improve neck performance: once again, contact us for further assistance and advice. Adjust line speed to cope with neck performance The mechanical behavior of polymers depends on their amorphous and crystalline phases. That is why the width of the flat film obtainable with a flat die (cast film) will be a little narrower than the size of the die. | 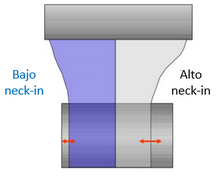 |