MABS
Thermoplastics > Styrenics

MABS | ||||||||
| MABS Products range(ACRYX) | ||||||||
MABS - Methylmethacrylate Acrylonitrile Butadiene Styrene In Mexpolimeros we offer a wide range of MABS resin and its compounds developed according to your needs, guaranteeing quality in products and service. It is offered in a wide variety of grades with special additives and special lubricant, colored grades, high gloss, high impact, with improved thermal properties, with flame retardant, conductors. The impact strength and tenacity offered by methyl methacrylate acrylonitrile butadiene styrene (MABS) are two of its most critical mechanical properties. In addition, modifications can be made to methyl acrylonitrile butadiene styrene methacrylate (MABS) to further improve its toughness and resistance to heat and impact. The impact resistance of methyl methacrylate acrylonitrile butadiene styrene (MABS) is not greatly affected by temperature fluctuations. |  | |||||||
| MABS Copolymer of methyl methacrylate, acrylonitrile, butadiene and styrene | ||||||||
Styrene Copolymers Methyl methacrylate acrylonitrile butadiene styrene, or MABS, a new modification of ABS. MABS is an amorphous thermoplastic. The properties of MABS resins depend on their composition. The butadiene part provides flexibility and high impact resistance, while the methacrylate-styrene-acrylonitrile part provides strength, good dimensional stability and creep resistance. It is sometimes called transparent ABS, a copolymer of methyl methacrylate, acrylonitrile, butadiene and styrene (MABS). The key properties of MABS are excellent transparency, high impact strength, and good chemical resistance. This is an exceptional combination of properties for a modified impact thermoplastic. MABS can be used to create particularly bright visual effects, such as very deep colors, pearlescent effects or flashes. It is easy process and can also be printed on. The incorporation of methyl methacrylate monomer (MMA) in the SAN rigid phase and retouching with the composition of the gummy phase, the refractive index values were coincident and therefore a high transparency could be achieved. Effect of manipulation of chemical composition transparent MABS can not compete with the impact of ABS grades. However MABS can overcome polystyrene, SAN and PMMA for impact resistance and has similar heat distortion temperatures. |  | |||||||
Symbols | ||||||||
|  | |||||||
| MABS Properties | ||||||||
|  | |||||||
| MABS Physical and mechanical properties | ||||||||
It can not compete with the impact resistance of the ABS or the high temperature heat resistance. However MABS can overcome polystyrene, SAN and PMMA for impact resistance and has similar heat distortion temperatures. Polycarbonate can overcome MABS for both impact resistance and high temperature performance but MABS thermoplastic scores well for crack resistance by tension and processability, with good flow characteristics in the molten state. It has excellent processability and high impact resistance, as well as excellent scratch resistance and coloration property originated from PMMA. |  | |||||||
| MABS Thermal properties | ||||||||
| Similar level of heat distortion temperatures with PMMA, stable property during the injection process. To the detriment, the M-ABS granules have a lower temperature of thermal deflection. MABS products are not considered weather resistant polymeric materials. |  | |||||||
| MABS Electrical properties | ||||||||
| Being a slightly polar material, with a high TG and low water absorption, the electrical properties are practically not affected by the variation of temperature, frequency (up to 106 Hz) and humidity, within normal working intervals. It also exhibits electrical properties that are consistent in a varied series of frequencies. |  | |||||||
| MABS Optical properties | ||||||||
ABS is a two-phase system that can be considered as small particles of rubber dispersed in a rigid thermoplastic matrix of styrene-acrylonitrile copolymer (SAN). The SAN provides rigidity and the rubber particles provide an impact resistance. One of the characteristics of a two-phase system is that light scatters as it passes from one phase to another, resulting in very low levels of light transmission. The incorporation of methyl methacrylate monomer (MMA) into the rigid SAN phase and retouching with the composition of the rubbery phase resulted in coincident refractive index values and therefore high transparency could be achieved. MABS pellets offer excellent transparency, similar optical property with polycarbonate, adjustable optical property as the fusion of materials can be used to create particularly bright visual effects such as deep colors, pearlescent or sparkle effects and can be injected. |  | |||||||
| MABS Chemical resistance | ||||||||
| Generally good although it depends on the grade of the resin, the chemical concentration, temperature and efforts on the parts. In general they are not affected by water, inorganic salts, alkalis and by many acids. They are soluble in esters, acetone, aldehydes and in some chlorinated hydrocarbons. Do not degrade the oils are recommended for bearings subjected to loads and moderate speeds.They will also be characterized by a high chemical stability and a high resistance to stress cracking. |  | |||||||
| MABS Processability | ||||||||
MABS can be easily molded by means of injection, extrusion or molding or using the rotation system. The high impact is more difficult because having a higher rubber content makes them more viscous. Their characteristics are similar to those of non-ferrous metals, they can be drilled, milled, turned, sawed and die cut. They adapt well to secondary forming operations. When they are heated, the extruded profiles can be bent and stamped. Their characteristics are similar to those of non-ferrous metals, they can be drilled, milled, turned, sawed and die-cut. Surface finishes They can be finished by vacuum plating and electroplating. |  | |||||||
| MABS Polimerization | ||||||||
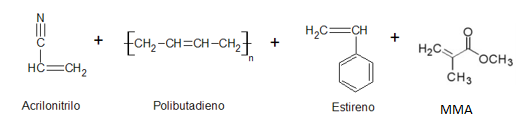
Currently MABS is added MMA monomer, SBR instead of PB in a SAN phase. The process is very delicate because to obtain a transparent ABS, the refractive index has to match between the three phases. There are three business processes for the manufacture of ABS:
MABS Emulsion polymerization The emulsion polymerization process involves two steps. An SBR rubber latex is produced and then the styrene-acrylonitrile SAN and MMA is polymerized in the presence of the rubber to produce an ABS latex. This latex is then processed to insulate the MABS resin. MABS Mass polymerization In the mass process the polymerization is conducted more than in water in a monomer. This process usually consists of a series of two or more continuous reactors in which the rubber used in this process is commonly a polymerized solution of linear polybutadiene. MABS Suspension polymerization The suspension process uses a mass reaction to produce a mixture in which there is material partially converted to polymer and monomers and then employs a suspension reaction technique to complete the polymerization. The morphology and properties of the suspension are similar to those obtained by the mass polymerization process but with the advantages of the emulsion technique compared to the low viscosity and the water's ability to remove heat. The physical properties of ABS plastic vary with the manufacturing method but vary more with the composition. In general, the emulsion process is used to make high impact strength materials and the dough process is preferred for materials with less impact resistance.  |  | |||||||
| MABS vs. MBS vs. PC vs. PMMA vs. SAN | ||||||||
Polymers based on methyl methacrylate acrylonitrile butadiene styrene (MABS resin) are also classified as specialties within the family of styrene copolymers. As its profile of properties closely resembles that of acrylonitrile butadiene styrene (ABS), especially its mechanical properties, and as some application segments are similar, they overlap with the transparent polymers of MBS described above. The transparent ABS polymers called MABS outperform MBS materials in two important properties: resistance to chemicals, especially fats and oils. The M-ABS offers a more homogeneous polymerization, better melt processability, a lighter color and greater stability against ultraviolet light aging than ABS. To the detriment, the M-ABS has a lower temperature of thermal deflection. MABS thermoplastic is used even in many applications to replace polycarbonate. Transparent ABS (strictly speaking, MABS) can not compete with the impact resistance of the ABS impact grades or with the heat resistance of the high-heat ABS grades. However, transparent ABS can outperform polystyrene, SAN and PMMA in terms of impact resistance and has similar heat distortion temperatures. Polycarbonate can overcome clear MABS for both impact resistance and high temperature performance. Transparent MABS are superior to polycarbonates in terms of moldability and flexibility, and are also characterized by their low density. However, clear ABS has a good score for resistance to stress cracking and processing capacity, with good melt flow characteristics. Better chemical resistance to PVC alcohol, lipids and plasticizers and even better union to the PVC tube |  | |||||||
| MABS Applications | ||||||||
Typical applications include household products, peripherals, cosmetic containers, medical components and sports and leisure items, housings, toys, gardening articles, various consumer goods, boxes and lipstick caps. Electrical and electronic materials is taking the lead in the market of scratch resistant materials for TV housing, air conditioning panels, washing machine covers, vacuum cleaner boxes, product / appliance boxes, stationery. Its superior surface quality It makes it suitable for the outer parts of devices. MABS has established itself firmly among the preferred materials for numerous medical applications, such as connectors, filters and dialyzers. Polymers based on methyl methacrylate acrylonitrile butadiene styrene (MABS polymer) are also classified as specialties within the family of styrene copolymers. As its profile of properties closely resembles that of acrylonitrile butadiene styrene (ABS), especially its mechanical properties, and as some application segments are similar, they overlap with the transparent polymers of MBS described above. The heat-resistant MABS is also used in the construction of vehicles, naturally without the addition of adhesives. MABS polymer has established itself firmly among the preferred materials for numerous medical applications, such as connectors, filters and dialysis. Its good chemical resistance also supports the production of transparent and opaque cosmetic packaging that features exceptional intensity and color depth printing. |  | |||||||
Processability | ||
MABS can be easily molded by means of injection, extrusion or using the rotation system. It has a higher volumetric fluidity index, this excellent fluidity facilitates the transformation of the material into multiple molds, of several cavities, and also allows economically producing particularly complex transparent components. MABS can be the majority of conventional injection molding machines. It can be processed at temperatures ranging from 175 to 250 ° C.) However, its main benefits of optical clarity and impact resistance can be diminished as temperatures are processed. The thermal degradation can be caused by high melting temperatures by a prolonged residence time in the molding machine or in the mold distribution system. As the resin degrades, it becomes more and less less and yellows and darkens until black spots form. In molded parts, the thermally degraded resin appears as high turbidity, poor clarity, silvery streaks, black spots or a poor surface finish, such as "separation marks". To minimize the temperature degradation, the material should be uniformly laminated with minimal heat. |  | |
| Drying | ||
Because they do not absorb moisture, MABS generally does not require drying. They can, however, retain enough surface moisture to require drying if stored in open containers under wet conditions. To avoid degradation of the resin, the grinding flakes should be carefully dried. The recommended moisture content is less than 0.1%, more desirable is 0.05%. In general, the following pre-drying conditions are recommended; Ventilated hot air dryer: 80 ° C; 3 ÷ 5 hours 90 ° C; 2 ÷ 4 hours Excessive drying times or temperatures should not be allowed even if the resin is not degraded, its surface could soften enough to adhere to other granules, thus interrupting the resin feed to the injection. | | |
Molds Temperature | ||
Mold temperature affects residual stress in molded products. To provide a molded product with excellent surface finish and less residual stress, the mold temperature is allowed to be between 40 ° C ~ 80 ° C. However, a higher mold temperature can cause a longer cycle time and a problem of warping. |  | |
| Cilynder Temperature | ||
In general, the temperature of the cylinder of the injection molding machine should increase from the hopper to the nozzle gradually, typical configuration of the barrel temperature: 200 ~ 240 ° C. | | |
| Injection speed and pressure | ||
The injection speed will be in the form of the products, the structure of the gate and the dimensions of the runner. The basically moderate injection speed is preferable to avoid orientation of the rubber particle with an excessive shearing stress. The injection pressure must be controlled based on appearance. Many parameters affect the injection pressure, such as the shape of the part, products, nozzle size, gate size, drawer dimensions and mold temperature. Typical injection pressure range is 75 ÷ 145 MPa. |  | |
| Purge | ||
General maintenance and cleaning of the equipment should include frequent purges with natural ABS resin. If prolonged shutdown is required, reduce the barrel temperatures to less than 150 ° C, remove the material from the injection machine and purge with ABS resin. Continue this operation until the hopper is empty and confirm the temperature of the barrel has been reduced to less than 150 ° C. |  | |
Polymer | Code | Density | Rifraction | Transmittance | UVA/UVB | Nr.Abbe | Tg | T melt | Haze | Impact |
| Unit | gr/cm3 | nd20 | % | % / % | - | °C | °C | % | kJ/m2 | |
Glass | - | 2.2-6.3 | 1.52 | 90 | - | - | - | - | ||
Poly(methyl methacrylate) | 1.19 | 1.49 | 93 | 58 | 110 | - | 0.1 | 2-2.2 | ||
Methyl methacrylate-acrylonitrile-butadiene-styrene | - | - | 88 | - | - | 2 | 13 | |||
Policarbonate | 1.21 | 1.59 | 89 | 100% / 100% | 30 | 145-148 | - | 1 | 70-95 | |
Styrene maleic anhydride | SMA | 1.12 | 125 | |||||||
Styrene Methyl Methacrylate | SMMA | 1.12 | 125 | 0.3 | 3 | |||||
| Poli dietilenglicole bis-allilcarbonato | - | 1.32 | 1.50 | 90 | 100% / 90% | 58 | ||||
Polyethylene Terephthalate Glycol | PETG | 1.27 | 1.6 | 88 | - | 190 | 0.8 | - | ||
| Policicloesilendimetiletereftalato - Glicole | PCTG | 1.20 | 89 | 76 | 202 | 0.3 | 8 | |||
Polyethylene naphthalate | PEN | 1.33 | 1.638 | 88 | ||||||
Cyclic olefin copolymer | COC | 0.95 | 1.53 | 92 | 135 | - | - | - | ||
Poly-N-Methyl Methacrylimide | PMMI | 1.21 | 1.53 | 90 | 151-172 | - | - | - | ||
Polymethylpentene* | PMP | 0.83 | 1.463 | 93 | 50 | 245 | - | 4.9 | ||
Polystyrene | 1.05 | 1.59 | 90 | 100 | - | - | 1.5-2 | |||
Styrene acrylonitrile | 1.07 | 1.58 | 86 | - | - | - | 1.5 | |||
Polysulfones | PSU | 1.24 | 1.634 | 86 | - | - | - | 7 | ||
Polyethylenimine | PEI | 1.27 | 1.623 | 81 | 216 | |||||
Poly(ether sulfones) | PES | 1.36 | 1.635 | 80 | 225 | 9 | ||||
| Polyphenylsulfone | PPSU | 1.30 | 1.675 | 80 | 65 | |||||
| Polyurethane | PUR | 1.11 | 1.53 | 83 | 100% / 100% | 44 | ||||
Polyvinyl chloride | 1.31 | - | 87 | 80 | - | - | - | |||
Polytrimethylhexamethylene terephthalamide | PA63T | 1.12 | 1.56 | 90 | 150 | - | - | - | ||
| Polypropylene Random | PP R | 0.92 | 1.356 | 83 | -18 | 165 | 6 | 6 | ||
Micro crystal polyamide | PA63Tµc | 1.02 | 1.52 | 85-90 | 140 | - | 250 | 14 |