Soplado
Procesos > ► Extrusión
Blow molding

El moldeo por soplado es un proceso que se utiliza ampliamente para la producción de botellas y otros artículos de plástico huecos con paredes delgadas. Los objetos moldeados por soplado pueden variar en tamaño desde menos de 1 oz hasta unos cientos de galones. El proceso de moldeo por soplado sigue los pasos básicos que se encuentran en el soplado de vidrio. El proceso de moldeo por soplado está diseñado para fabricar objetos huecos de una pieza de gran volumen. Si necesita hacer muchas botellas, este es el proceso para usted. El moldeo por soplado crea recipientes de paredes delgadas muy uniformes. Y puede hacerlo de forma muy económica. El moldeo por soplado ofrece varias ventajas distintas que incluyen:
- Los costos en el moldeo por soplado son menores en comparación con el moldeo por inyección
- Los costos de maquinaria también suelen ser más bajos
Moldeo por soplado
El moldeo por soplado se define como un proceso de plástico mediante el cual un material termoplástico se calienta a su temperatura de formación, que es inferior a la de los materiales plásticos que se utilizan; en su punto de fusión se hace para formar un tubo hueco llamado parisón o preforma. Este material plástico homogéneo calentado se coloca luego entre dos moldes hembra que se enfrían a través de un medio. Los dos moldes femeninos se cierran sobre el parisón o preforma calentado y un gas, generalmente aire, entra a través de un extremo abierto del parisón a través de un alfiler o una aguja; el gas se sopla en las mitades del molde hembra cerrado, tomando la forma del molde cerrado hembra interno, se deja enfriar y luego se envía a través de un escape. A continuación, se separan los dos moldes hembra y la parte hueca con forma enfriada se expulsa o se deja caer para que se repita el ciclo. En el primer intento, hace más de 100 años, para moldear por soplado objetos huecos, se sujetaron dos hojas de nitrato de celulosa entre dos mitades de molde hembra. El vapor inyectado entre las láminas suavizó el material, selló los bordes y expandió las láminas calentadas para formar la forma interior de las dos mitades hembra del molde. Sin embargo, la alta inflamabilidad del nitrato de celulosa limitó la utilidad de esta técnica. A principios de la década de 1930, se desarrollaron materiales más adecuados, como el acetato de celulosa y el poliestireno (PS). Desafortunadamente, el alto costo y el bajo rendimiento de estos materiales desalentaron el rápido desarrollo; no ofrecieron ninguna ventaja sobre las botellas de vidrio. Finalmente, la introducción del polietileno de baja densidad (LDPE) a mediados de la década de 1940 proporcionó la ventaja de la capacidad de compresión, que el vidrio no podía igualar. A principios de la década de 1950, se desarrolló el polietileno de alta densidad (HDPE) y hoy en día el moldeo por soplado es el mayor usuario de HDPE, que es el termoplástico de mayor volumen producido en el mundo, con más de mil millones de libras producidas en todo el mundo. El moldeo por soplado, hasta los últimos años, era el principal proceso de plástico utilizado para producir un objeto hueco. En los últimos años, otros procesos plásticos, como el moldeo rotacional y el termoformado de doble hoja, han evolucionado con logros técnicos y mejoras en las materias primas plásticas hasta donde hoy pueden competir con el moldeo por soplado para muchos usos como juguetes, tanques de gasolina, tanques de almacenamiento. etc. Las máquinas de moldeo por inyección-soplado son producidas por diferentes fabricantes de maquinaria de moldeo por inyección-soplado, pueden usar herramientas diseñadas para cualquier máquina con ligeros cambios en el diseño del molde debido al patrón de pernos o los platos utilizados por cada productor independiente de maquinaria de IBM. No existe un patrón de pernos estándar en la industria del moldeo por soplado para montar las herramientas necesarias en las máquinas.
Procesos
Hay tres procesos principales utilizado por la industria del soplado para suministrar envases y productos huecos al mercado del soplado: moldeo por inyección-soplado, extrusión-soplado y estirado-soplado. Generalmente, el moldeo por inyección y soplado se utiliza para botellas pequeñas y piezas de menos de 500 ml de volumen. El proceso está libre de desperdicios, con un control extremadamente preciso del peso y el acabado del cuello. Sin embargo, las proporciones de las piezas son limitadas y el método no es práctico para contenedores con asas y los costos de herramientas son relativamente altos. El moldeo por extrusión-soplado, el proceso más común, se utiliza para botellas o piezas de 250 ml de volumen o más. Se han moldeado por soplado tanques de hasta 1040L que pesan 120 kg; las herramientas son menos costosas y las proporciones de las piezas no están muy limitadas. Los contenedores con asas y cuellos descentrados se fabrican fácilmente. Por otro lado, la resina flash o de desecho debe recortarse de cada parte y reciclarse. La habilidad del operador es más crucial para el control del peso y la calidad de la pieza. Los dos procesos se comparan en la Tabla 1. El moldeo por soplado y estirado se usa para botellas entre 237 L y 2 L de tamaño, y ocasionalmente tan grandes como 25 L. La orientación molecular biaxial de ciertas resinas mejora la rigidez, el impacto y el desempeño de barrera, y permite la reducción de peso.
Moldeo por inyección y soplado
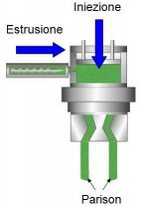
En el moldeo por inyección y soplado, la resina plástica derretida se inyecta en una cavidad de parisón y alrededor de una varilla de núcleo. Este parisón en forma de tubo de ensayo, mientras aún está caliente, se transfiere en la varilla del núcleo a la cavidad del molde de soplado de la botella. A continuación, se hace pasar aire a través de la varilla del núcleo, expandiendo el parisón contra la cavidad, que, a su vez, enfría la pieza. Las primeras técnicas de moldeo por inyección y soplado en dos posiciones utilizaban adaptaciones de equipos de moldeo por inyección estándar equipados con herramientas especiales. El método de Piotrowski utilizó un eje giratorio de 180°◦ con dos juegos de varillas de núcleo y un juego de cavidades de parisón y de botella. Los métodos de Farkas, Moslo y Gussoni utilizaron una lanzadera alterna con dos juegos de varillas de núcleo, un juego de cavidades de parisón y dos juegos de cavidades de botella. La dificultad de estos métodos era que las estaciones de moldeo por inyección y soplado permanecían inactivas mientras se retiraban las piezas terminadas. En 1961, en Italia, Gussoni desarrolló el método de tres posiciones, que utilizaba un cabezal de indexación horizontal de 120◦ con cavidades de parisón y botella de molde dividido y tres juegos de varillas de núcleo. La tercera estación estaba destinada a la extracción de la pieza, y las fases de parisón y de moldeo de botellas se completaron simultáneamente. Se requería una máquina especial y, a fines de la década de 1960, esta técnica se perfeccionó; es el sistema principal que se utiliza en la actualidad. En la Figura se muestra un diseño de la máquina estándar de tres estaciones. La adición de la cuarta estación permitió tiempos de ciclo más rápidos ya que la mesa giratoria que contenía las varillas de núcleo solo se indexó 90° en lugar de 120° como en la tercera estación. La adición de la cuarta estación se colocó después de la estación de expulsión y antes de la estación de inyección. Esta estación adicional también podría usarse como una estación de seguridad para garantizar que las varillas del núcleo estén libres de escombros. Esta estación también podría usarse para decoración en molde y también para acondicionar las varillas de núcleo antes de pasar a la estación de inyección para tener un moldeo por inyección de parisón en cada varilla de núcleo. Una de las principales características que siempre se debe tener en cuenta es el tiempo del ciclo de secado de la máquina. El tiempo del ciclo de secado es el tiempo que se tarda en abrir la abrazadera, levantar la mesa giratoria, indexar a la siguiente estación, colocar la mesa giratoria en su posición y cerrar la abrazadera o las mitades del molde. No hay procesamiento durante el ciclo de secado. El tiempo de procesamiento se sumará al tiempo del ciclo de secado. Normalmente, en una máquina de tres estaciones, el tiempo del ciclo de secado variará de 2.8 a 3.5 s. En una máquina de cuatro estaciones, el ciclo de secado puede variar de 1.8 a 2.6 s.
Herramientas de moldeo por inyección-soplado
El moldeo por inyección-soplado requiere dos moldes: uno para moldear la preforma o parisón, y el otro para moldear la botella. El molde de preforma consta de la cavidad de la preforma, la boquilla de inyección, el inserto de anillo de cuello y el conjunto de núcleo y varilla. El molde de soplado consta de la cavidad de la botella, el inserto del anillo del cuello y el inserto del tapón inferior. El diseño de la cavidad de la preforma se rige por cuatro reglas o restricciones básicas. La primera regla se refiere a la relación entre la longitud del núcleo y la varilla o la cavidad y el diámetro, que idealmente se aproxima a 10:1 o menos. Esta proporción se basa frecuentemente en la altura total y el diámetro del cuello de la botella. Asegura un mínimo de deflexión entre el núcleo y la varilla de las presiones de inyección, lo que, a su vez, proporciona una distribución uniforme de la pared y calor. Se han utilizado relaciones más altas, pero a menudo requieren pasadores deslizantes para centrar momentáneamente el extremo de la varilla del núcleo durante la fase de inyección. La segunda regla se refiere a la relación entre el tamaño de la preforma y el tamaño máximo de la botella, es decir, la relación de inflado, que idealmente es 3:1 o menos. La mayoría de las veces, se basa en el diámetro, el ancho o la profundidad máximos de la botella y el diámetro del final del cuello. Mantener esta proporción proporciona una distribución uniforme y consistente de la pared de la sección transversal de la botella. Si la relación es mayor, el parisón tiende a flotar durante la expansión, lo que aumenta las posibilidades de una distribución excéntrica de la pared. La tercera regla se refiere al espesor de la pared del parisón, idealmente entre 2 y 5 mm. Una pared de más de 6 mm es difícil de acondicionar la temperatura y puede actuar de manera impredecible durante la expansión. Una pared de menos de 2 mm de espesor también puede actuar de manera impredecible. Para un peso dado, una pared delgada también aumenta el área proyectada y, por lo tanto, posiblemente excede la capacidad de la prensa, o ambas. Esto es particularmente importante con botellas ovaladas y conduce a la cuarta regla: en una sección transversal anular, el área más pesada no debe ser más de un 30% más gruesa que el área más liviana. Generalmente, el modelado se realiza en la cavidad y la varilla del núcleo es redonda. Con una relación más alta, el llenado selectivo de material durante la fase de inyección provoca una línea de soldadura vertical en la botella. Evitar esta condición, a su vez, restringe la ovalidad de la botella a 2: 1, es decir, el ancho no debe exceder el doble de la profundidad. En configuraciones de múltiples cavidades, cada cavidad del parisón está equipada con una boquilla de inyección de tamaños decrecientes. El flujo de material a través del colector de inyección está equilibrado, lo que permite que cada cavidad se llene a la misma velocidad. El inserto del anillo del cuello tiene cuatro funciones: (1) forma el acabado o la sección del cuello roscado de la botella; (2) debido a que es un inserto, proporciona un método fácil y de costo relativamente bajo para cambiar el tamaño o el estilo del acabado; (3) centra firmemente y ubica la varilla de núcleo en la cavidad del parisón; y (4) proporciona ventilación y rotura térmica. Durante el proceso, el área de terminación del cuello del parisón debe enfriarse para conservar su forma; el resto del parisón se mantiene caliente para su posterior expansión en la cavidad de la botella. Dependiendo del material plástico de moldeo, la temperatura del parisón está entre 65 y 135°C. El inserto del anillo del cuello a veces se enfría a tan solo 5°C. Las líneas de agua tanto para la cavidad como para el anillo del cuello generalmente se perforan tan cerca como sea posible, perpendiculares al eje de la cavidad. El agua fluye de una cavidad a la siguiente. El conjunto núcleo-varilla también tiene cuatro funciones: (1) forma el interior del preformar; (2) soporta el parisón o la botella durante la transferencia; (3) abastece a la válvula por donde entra aire para expandir el parisón (la válvula está ubicada en el área del hombro o en la punta, según la forma de la botella o la relación entre la longitud de la varilla y el diámetro; botellas de boca ancha , es decir, las varillas de núcleo con relaciones de longitud a diámetro bajas, generalmente están equipadas con una válvula de hombro); y (4) tiene una ranura de "golpe por". Esta ranura anular, ubicada cerca del vástago de asiento, de 0,1 a 0,25 mm de profundidad, es necesaria para sellar el parisón para evitar una pérdida excesiva de aire durante el soplado y para eliminar la retracción elástica del parisón durante la transferencia entre cavidades. Se utilizan varios materiales para construir la cavidad del parisón y las varillas de núcleo. Para las resinas de poliolefina no rígidas, la cavidad del parisón está hecha de acero para herramientas P-20 preendurecido con una dureza de 31 a 35 HRC. Para las resinas rígidas, la cavidad del parisón está hecha de acero para herramientas A-2, endurecido al aire a 52–54 HRC. El inserto de anillo de cuello para la mayoría de las resinas está hecho de acero para herramientas A-2. La varilla central, para mayor resistencia, está hecha de acero para herramientas L-6, endurecido a 52–54 HRC. En todos los casos, las superficies de las cavidades están muy pulidas y cromadas, excepto el inserto de anillo de cuello para resinas de poliolefina, que ocasionalmente se lija con un grano No. 120. La cavidad define la forma final de la botella. La única restricción de diseño es que el ancho de la cavidad no debe exceder el doble de la profundidad. Para compensar la contracción de la resina después del moldeo, las dimensiones de la cavidad se agrandan ligeramente. Las tasas de contracción específicas varían según el tipo de resina y las condiciones del proceso. Para las resinas de poliolefina no rígidas, la contracción está entre el 1,6 y el 2,0%; para resinas rígidas, se agrega 0.5% de contracción. Por lo general, se aplican proporciones ligeramente más altas a la dimensión de acabado del cuello más pesada que a la del cuerpo. Los respiraderos se colocan a lo largo de la superficie de separación del molde para permitir el escape del aire atrapado entre el parisón en expansión y la cavidad. Si son demasiado profundos, se deja una marca objetable en la botella. Debido a que se usa una presión de aire de 1 MPa (145 psi) en el moldeo por inyección y soplado, estos respiraderos se mantienen a menos de 0.05 mm de profundidad. El inserto de anillo de cuello se usa en la cavidad de la botella de una manera similar a su uso en la cavidad del parisón, aunque no son idénticos. Las dimensiones del diámetro de la rosca en la cavidad de la botella son 0.05–0.25 mm más grandes que en la cavidad del parisón. El tamaño adicional proporciona espacio, reduciendo el cambio de distorsión. El inserto de tapón inferior forma el fondo o el área de empuje hacia arriba del contenedor; en algunos moldes, este inserto debe ser retráctil. Generalmente, la flexión de las botellas de poliolefina se puede quitar sin acción lateral si la altura es inferior a 5 mm. Con resinas rígidas, esta altura se reduce a 0,8 mm. Cuando se requiere acción lateral, se utiliza un cilindro de aire, una leva o un mecanismo de resorte. Aluminio, acero o berilio: el cobre se utiliza para la cavidad de la botella y el anillo del cuello. Para las resinas de poliolefina, se utiliza el aluminio No. 7075, así como QC-7. La superficie suele tener un acabado con chorro de arena de grano 120, que aumenta la ventilación del aire atrapado. Para resinas rígidas, se utiliza acero para herramientas A-2 endurecido al aire a 52–54 HRC. El acabado de la superficie está altamente pulido con cromado. El berilio-cobre fundido se usa a menudo para detalles minuciosos. Al igual que con la cavidad del parisón, las líneas de agua se perforan lo más juntas posible, perpendiculares al eje de la cavidad. Los moldes de parisón y botella se montan en un juego de matrices, que luego se monta en los platos del moldeador de inyección y soplado. Se utilizan chaveteros en dos direcciones, en las placas superior e inferior, para colocar con precisión las cavidades. Los postes indicadores y los bujes mantienen una alineación precisa entre las placas. Para acelerar la operación, se cambia todo el conjunto de matrices o moldes durante un cambio de trabajo. Se considera una falsa economía reutilizar el juego de matrices con otro juego de moldes. Las herramientas de moldeo por inyección y soplado deben diseñarse para tolerancias muy precisas, con dimensiones que a menudo se mantienen en ± 0.015 mm; de lo contrario, la calidad de la botella será inconsistente. Por ejemplo, las varillas del núcleo deben estar ubicadas muy cerca hacia adelante y hacia atrás, ya la izquierda y a la derecha de la línea central de las cavidades del parisón y de la botella. Si está demasiado apretado, el molde podría dañarse o el conjunto podría atascarse. Si está demasiado suelta, la resina podría destellar alrededor del área del vástago de la varilla central, o la varilla central podría desplazarse hacia los lados, causando una distribución desigual de la pared. Además, muchas partes y secciones de la configuración del molde deben encajar y ser intercambiables. Varias varillas de núcleo deben caber en el bolsillo del parisón o en las cavidades de la botella. Estas varillas de núcleo se apilan una junto a la otra en una barra frontal. Claramente, la necesidad de precisión es el factor más crucial en el alto costo de las herramientas de moldeo por inyección-soplado. Sin embargo, una vez ensamblado correctamente, el proceso de moldeo por inyección y soplado puede proporcionar un alto rendimiento y una producción sin problemas. Las herramientas adicionales para la instalación de la máquina de moldeo por inyección y soplado incluirían la placa de desprendimiento (véanse las figuras 11 y 12) para quitar los recipientes formados de las varillas de núcleo. El separador consta de una base de separador y una placa de separador más los tornillos y arandelas.
Descripción del proceso
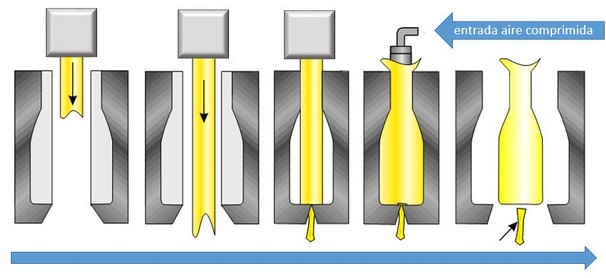
El proceso de moldeo por soplado consiste en una secuencia de pasos que conducen a la producción de un tubo hueco o parisón a partir de una resina termoplástica fundida. A continuación, se atrapa entre las dos mitades de un molde de la forma deseada. Se sopla aire, generalmente a aproximadamente 100 psi, en el parisón blando, expandiéndolo contra los contornos de la cavidad del molde frío. La pieza se enfría y se saca del molde y, cuando es necesario, el exceso de material plástico o flash que acompaña a la pieza moldeada se recorta y recupera para su reutilización. Por lo tanto, el proceso de moldeo por soplado implica esencialmente dos operaciones debidamente sincronizadas: formación del parisón a partir del material plástico y soplado del parisón en la forma de la pieza deseada. Hay dos técnicas para plastificar la resina para la formación de parisón. Estos son el moldeo por extrusión-soplado (que es el método más común y que se caracteriza por la producción de chatarra) y el moldeo por inyección-soplado. Este último proceso es versátil y sin desperdicios, y los procesadores están comenzando a comprenderlo y aceptarlo mejor.
Construcción de una pieza
Construcción de una pieza para que no sea necesario conectar las mitades de las piezas, lo que puede lograr formas que el moldeo por inyección no puede producir. Con el moldeo por soplado, un tubo de plástico se calienta y se llena con aire hasta que esencialmente se convierte en un globo de plástico caliente llamado "parisón". Luego se sujeta un molde alrededor de esto, atrapando el plástico mientras el aire continúa llenando el parisón en la forma de su pieza. El tamaño de la máquina y los costos asociados para producir un producto moldeado por soplado se basan en el peso de la granalla de plástico utilizada en el molde. A diferencia de otros procesos de extrusión, no existe un extractor para extraer el producto del extrusor. En cambio, la formulación plastificada, entregada por la extrusora, ingresa a un acumulador, donde el material se entrega periódicamente a un molde en forma de un tubo largo, hueco y fundido llamado parisón. El molde se cierra alrededor del parisón, y se inyecta aire en el centro del parisón, inflándolo para duplicar la forma del molde. Después de que el polímero se solidifica y se enfría en la herramienta, se libera la presión, el molde se abre y la pieza se expulsa y se retira del molde. El proceso se repite con un nuevo parisón del acumulador. En comparación con otros procesos de extrusión, el moldeo por extrusión-soplado requiere más espacio vertical y menos espacio en el piso para producir piezas terminadas. La altura de la máquina depende de las dimensiones finales de las piezas que se producen. El acumulador y la matriz se asientan sobre la herramienta, permitiendo que el parisón pase entre las dos mitades del molde con un pasador insertado en la parte inferior para inyectar aire en el parisón, expandiéndolo a la superficie del molde. El parisón debe ser lo suficientemente viscoso como para mantener su estabilidad como una estructura vertical libre antes del soplado. Esto se relaciona con la resistencia de la masa fundida "melt strenght" que requiere mayores pesos moleculares que en la inyección, particularmente cuando el parisón se produce por extrusión. El flujo es esencialmente viscoelástico, donde debe tenerse en cuenta la expansión del chorro libre, lo que eventualmente también determina el grosor del producto. Soplar en el molde representa el flujo inducido por tensiones normales (sin tensiones de corte). Esto se caracteriza por la viscosidad elongacional que difiere de la viscosidad convencional. El análisis reológico del flujo, combinado con el estiramiento, es bastante complicado. Existe un proceso de fabricación para cuerpos de diferentes espesores en diferentes zonas (con refuerzo local y ahorro de material). Aquí, el grosor del parisón varía ya sea alterando la velocidad de flujo, lo que afecta el soplado a la salida o directamente de forma mecánica.
Moldes de soplado
Los moldes de soplado tienen más libertad de diseño entre las mitades del molde, ya que cada mitad forma su propia forma de pared. Con el moldeo por soplado, la creación del molde es importante, pero también existen variables como el adelgazamiento de la pared, las fugas de aire, el destello y las rayas que deben monitorearse. Por ejemplo, la variación del grosor de la pared suele ser un factor esencial que los diseñadores de productos deben considerar. El control de calidad es una parte importante del proceso. Y es importante buscar un proveedor que esté calificado y capacitado para medir, monitorear y mejorar todos los aspectos del producto.
Procesos de soplado
 Hay dos procesos diferentes de moldeo por extrusión-soplado: entrega continua o intermitente de parison. En ambas operaciones, el extrusor funciona continuamente, pero el parison se entrega de una manera diferente a la del proceso cíclico debajo del dado. En el proceso continuo, la extrusora alimenta el polímero al troquel, donde se forma el parisón y se transfiere a moldes rotativos o de lanzadera. El segundo proceso usa un acumulador. Durante el proceso de moldeo, el extrusor rellena el acumulador en preparación para el siguiente disparo. Para aumentar la productividad, se pueden ejecutar dos acumuladores desde una extrusora. La extrusora está montada en una plataforma sobre el molde, con el parisón expulsado del acumulador y la cabeza del troquel directamente en el molde. En la mayoría de las operaciones, se usa una extrusora de tornillo único para suministrar la masa fundida al acumulador. Dependiendo de la resina, la extrusora puede estar equipada con una garganta de alimentación ranurada para aumentar el rendimiento. Dependiendo de la resina, la extrusora puede estar equipada con una garganta de alimentación ranurada para aumentar el rendimiento. En
Hay dos procesos diferentes de moldeo por extrusión-soplado: entrega continua o intermitente de parison. En ambas operaciones, el extrusor funciona continuamente, pero el parison se entrega de una manera diferente a la del proceso cíclico debajo del dado. En el proceso continuo, la extrusora alimenta el polímero al troquel, donde se forma el parisón y se transfiere a moldes rotativos o de lanzadera. El segundo proceso usa un acumulador. Durante el proceso de moldeo, el extrusor rellena el acumulador en preparación para el siguiente disparo. Para aumentar la productividad, se pueden ejecutar dos acumuladores desde una extrusora. La extrusora está montada en una plataforma sobre el molde, con el parisón expulsado del acumulador y la cabeza del troquel directamente en el molde. En la mayoría de las operaciones, se usa una extrusora de tornillo único para suministrar la masa fundida al acumulador. Dependiendo de la resina, la extrusora puede estar equipada con una garganta de alimentación ranurada para aumentar el rendimiento. Dependiendo de la resina, la extrusora puede estar equipada con una garganta de alimentación ranurada para aumentar el rendimiento. En  el moldeo por soplado de coextrusión, se montan dos o más extrusoras en la plataforma sobre el molde, lo que proporciona un fácil acceso de la masa fundida al acumulador y a la matriz. Dependiendo del tamaño de la pieza, se monta una herramienta grande directamente debajo del troquel en una posición vertical entre dos platos horizontales. Durante la operación de formación, la herramienta se cierra alrededor del parisón, con aproximadamente 100 psi de presión de aire inyectado en el parisón, soplando el polímero para tomar la forma del molde. La parte de extrusión de un proceso de moldeo por soplado es continua, y el resto de la operación es cíclica. En la operación continua, se utilizan varios métodos para transportar moldes al troquel parison. Cuando el parisón sale del dado, se coloca entre las dos mitades de una herramienta abierta. Tan pronto como el parisón alcanza la longitud adecuada, el molde se cierra, corta el parisón y, mientras inyecta aire en la herramienta para expandir el parisón, la siguiente herramienta se mueve a la línea con el parisón que cae, mientras el proceso se repite. La relación de expansión del parisón es la cavidad del molde dividida por las dimensiones del parisón. Las relaciones de expansión del orden de 5/6: 1 son comunes.
el moldeo por soplado de coextrusión, se montan dos o más extrusoras en la plataforma sobre el molde, lo que proporciona un fácil acceso de la masa fundida al acumulador y a la matriz. Dependiendo del tamaño de la pieza, se monta una herramienta grande directamente debajo del troquel en una posición vertical entre dos platos horizontales. Durante la operación de formación, la herramienta se cierra alrededor del parisón, con aproximadamente 100 psi de presión de aire inyectado en el parisón, soplando el polímero para tomar la forma del molde. La parte de extrusión de un proceso de moldeo por soplado es continua, y el resto de la operación es cíclica. En la operación continua, se utilizan varios métodos para transportar moldes al troquel parison. Cuando el parisón sale del dado, se coloca entre las dos mitades de una herramienta abierta. Tan pronto como el parisón alcanza la longitud adecuada, el molde se cierra, corta el parisón y, mientras inyecta aire en la herramienta para expandir el parisón, la siguiente herramienta se mueve a la línea con el parisón que cae, mientras el proceso se repite. La relación de expansión del parisón es la cavidad del molde dividida por las dimensiones del parisón. Las relaciones de expansión del orden de 5/6: 1 son comunes. Moldeo por extrusión-soplado
En el moldeo por extrusión-soplado, se utiliza una extrusora, como se describe en la Sección II, para plastificar la resina y formar el parisón. El proceso puede ser continuo o intermitente. En el proceso continuo, se forma un parisón continuo a una velocidad sincronizada con las velocidades de soplado, enfriamiento y remoción de la pieza. Se utilizan dos mecanismos generales de sujeción del molde para la formación de piezas a partir del parisón extruido. En la primera disposición o sistema de lanzadera, la estación de soplado está situada en uno o ambos lados de la extrusora. Tan pronto como se extruye una longitud adecuada de parisón, el mecanismo de sujeción se mueve desde la estación de soplado a una posición debajo del cabezal de la matriz, captura y corta el parisón y luego regresa a la estación de soplado para soplar, enfriar y retirar las piezas. Esto asegura que no haya interferencia con la formación del parisón. En el segundo sistema o sistema giratorio, varias estaciones de sujeción se montan en una rueda vertical u horizontal. A medida que la rueda gira a una velocidad predeterminada, las estaciones de soplado pasan sucesivamente por la (s) cabeza (s) del parisón donde quedan atrapadas para la formación posterior de la pieza. En este caso, el atrapamiento y el soplado del parisón, el enfriamiento de la pieza y la remoción ocurren simultáneamente en varias estaciones de soplado adyacentes. En el proceso de extrusión intermitente, el moldeo, el enfriamiento y la extracción de piezas se llevan a cabo debajo del cabezal de extrusión. Un sistema de extrusión, que puede ser del tipo tornillo alternativo, acumulador de pistón o cabezal acumulador, extruye el parisón en una dirección hacia abajo donde se captura en el momento adecuado entre las dos mitades del molde. Luego, la pieza se forma y se expulsa y comienza un nuevo ciclo. Como sugiere el nombre, en el proceso de moldeo por soplado por extrusión intermitente, la formación del parisón no es continua. Por ejemplo, con la máquina de tornillo alternativo, después de extruir el parisón, la masa fundida se acumula delante del tornillo provocando una retracción del tornillo. Una vez que la pieza moldeada se ha enfriado y el molde se abre y expulsa la pieza, el tornillo se empuja inmediatamente hacia adelante mediante presión hidráulica, lo que obliga a la masa fundida a entrar en la matriz para iniciar la formación del próximo parisón.
Proceso de moldeo por inyección-soplado
El proceso de moldeo por inyección-soplado es un proceso cíclico discontinuo que consta esencialmente de dos fases. En la primera fase, se moldea una preforma inyectando plástico fundido en una cavidad de molde de acero donde se mantiene caliente y acondicionada. En la segunda fase o la siguiente, la preforma se dosifica en el molde de soplado donde tiene lugar la operación de soplado para formar la pieza final. Las principales ventajas del moldeo por inyección y soplado son la calidad de la pieza moldeada y la productividad. No hay producción de flash. Por lo tanto, la pieza moldeada no tiene una cicatriz que se desprenda de la rebaba ni requiere un recorte adicional u otros pasos de acabado para la recuperación de desechos. Además, las piezas moldeadas apenas muestran variación de peso, grosor de pared y volumen con respecto a la preforma moldeada con precisión. Sin embargo, solo las piezas moldeadas por soplado con tamaño y forma limitados y sin asas son factibles con el proceso de moldeo por inyección y soplado.
Piezas grandes
El moldeo por soplado de piezas grandes, también conocido como moldeo por soplado industrial o moldeo por extrusión y soplado, es similar al moldeo por inyección y soplado, con la excepción de que el acumulador, el parisón y las piezas son mucho más grandes. El moldeo por soplado se utiliza para producir piezas grandes, irregulares y huecas en una sola operación.
Las ventajas del moldeo por soplado de piezas grandes incluyen el seguimiento:
Los costos de herramientas son bajos en comparación con los de moldeo por inyección o compresión como herramientas puede estar hecho de aluminio y aún proporcionar una larga vida. El proceso de baja presión puede usar compuesto herramientas para prototipos o tiradas cortas de producción.
Son posibles piezas muy grandes, con acumulador:
- Cabezas con cotizaciones de hasta 1000 lb.
- El proceso puede agregar funcionalidad a moldeado partes, con alfombra u otra cubierta de superficie adjunto durante la operación de moldeo
- Piezas de pared delgada y piezas con pared variable
- Se pueden hacer espesores cambiando el perfil de parison
- Las piezas huecas se producen en línea sin necesidad de montaje
- Las piezas son más resistentes a las resinas de bajo flujo de fusión o resinas de alto peso molecular utilizadas para proporcionar mejor resistencia al derretimiento para mantener la forma del parisón
- Partículas de goma agregadas para mejorar el parison la resistencia a la fusión se traduce en una mayor resistencia al impacto
Las desventajas del moldeo por soplado de piezas grandes son como sigue:
- Las esquinas afiladas son difíciles de obtener
- Se requiere desbarbado en todas las partes
- La superficie de alto brillo obtenible con inyección no se puede duplicar
- Las líneas de separación del molde pueden estar presentes
- Pueden aparecer líneas de soldadura en la parte inferior y superior
- Se requiere un perfil de espesor de pared de Parison para mantener un espesor de pared constante.