
Tratamiento corona
Procesos > ► Modificacion superficial
Tratamiento corona
 El tratamiento corona representa la técnica más utilizada para el tratamiento de películas poliméricas debido a la velocidad muy alta del tratamiento, muy buena eficiencia y bajos costos de operación. Los PP y PE que pertenecen al grupo de las poliolefinas exhiben baja energía superficial debido al carácter hidrofóbico, que deteriora la humectabilidad de las tintas, barnices o adhesivos. La tensión superficial del PP es de aproximadamente 30 dyn/cm, mientras que el valor mínimo requerido para el proceso de impresión y laminación es generalmente de aproximadamente 37 y 42 dyn/cm, respectivamente. Tratamiento superficial de corona es un término aplicado a varias tecnologías que utilizan alto voltaje descarga eléctrica en el aire. El gas se ioniza cuando los electrones libres siempre están presentes en el aire se acelera en un campo de alto voltaje cuando se aplica a través de un espacio de aire. Electrón la avalancha ocurre cuando un campo eléctrico muy fuerte causa colisiones de alta velocidad electrones con moléculas de gas que no producen pérdida de impulso. Los electrones generados en esta descarga impactan la superficie con energías de dos a tres veces las necesarias para romper los enlaces moleculares en la superficie de la mayoría de los sustratos, creando así radicales libres. Los radicales libres muy reactivos así creados pueden reaccionar rápidamente en presencia de oxígeno para formar varios grupos químicos funcionales en la superficie del sustrato. El aumento de la energía superficial resulta de esta reacción de oxidación. Esto ocurre sin afectar significativamente el equilibrio de la pieza. Es un proceso más conocido para el tratamiento de películas o láminas planas con un espesor máximo de 0.25 pulgadas. En este proceso se utilizan voltajes de 10 a 12 kV. El fabricante se refiere a él como un "tratamiento de superficie eléctrico tridimensional" y utiliza voltajes de hasta 50 kV para lograr un tratamiento de superficie tridimensional en piezas de hasta 1.5 pulg. Más allá de la limitación de altura, el tamaño puede ser ilimitado . El aparato produce energías superficiales de 50 a 72 dyn/cm con una uniformidad muy alta y puede operar a velocidades de hasta 60 pies / min. Los costos operativos son bajos, pero la inversión inicial puede ser de $ 12,000 a $ 200,000. Los principales activos de este equipo son alta velocidad y versatilidad; Varias otras versiones utilizan plasma de gas generado en una descarga para tratar sustratos de plástico. En una variedad del tratamiento tridimensional, el "tratador de arco asistido por aire", dos electrodos de alambre están montados uno frente al otro en el área de tratamiento que también contiene un ventilador montado detrás de los electrodos. Los electrodos reciben un alto voltaje a una frecuencia de 60 Hz. El arco resultante es lo suficientemente caliente como para derretir el sustrato plástico. Sin embargo, el plasma generado no lo es, y se sopla sobre la superficie del sustrato en un penacho que puede alcanzar una pulgada de los electrodos. Aunque este proceso se limita a áreas pequeñas y velocidades de tratamiento de hasta 15 pies / min, puede manejar formas ligeramente curvas, así como áreas planas. No hay problemas regulatorios, y las energías superficiales que se pueden alcanzar es de 50 dyn/cm. Los principales activos de este equipo son sus bajos costos de inversión y operación, más su versatilidad, que se presta bien a las líneas de producción. La efectividad de este método se ve afectada por la velocidad a la que la parte pasa los electrodos. Para una parte de polipropileno, la energía de la superficie puede caer de 50 dyn / cm a 35 dyn / cm a medida que la velocidad aumenta de 10 pies / min a 30 pies/min. La distancia también es un factor. Para la misma parte, la energía de la superficie puede caer de 53 dyn/cm a 29 dyn/cm a medida que la distancia de la superficie del sustrato aumenta de 0.5 pulgada a 2.0 pulgada. Los sistemas de descarga corona son excelentes para piezas pequeñas, sin embargo, funcionan con alto voltaje y tienen una alta inversión inicial. Además, requieren un ozono filtro para hacer frente al ozono creado por el proceso.
El tratamiento corona representa la técnica más utilizada para el tratamiento de películas poliméricas debido a la velocidad muy alta del tratamiento, muy buena eficiencia y bajos costos de operación. Los PP y PE que pertenecen al grupo de las poliolefinas exhiben baja energía superficial debido al carácter hidrofóbico, que deteriora la humectabilidad de las tintas, barnices o adhesivos. La tensión superficial del PP es de aproximadamente 30 dyn/cm, mientras que el valor mínimo requerido para el proceso de impresión y laminación es generalmente de aproximadamente 37 y 42 dyn/cm, respectivamente. Tratamiento superficial de corona es un término aplicado a varias tecnologías que utilizan alto voltaje descarga eléctrica en el aire. El gas se ioniza cuando los electrones libres siempre están presentes en el aire se acelera en un campo de alto voltaje cuando se aplica a través de un espacio de aire. Electrón la avalancha ocurre cuando un campo eléctrico muy fuerte causa colisiones de alta velocidad electrones con moléculas de gas que no producen pérdida de impulso. Los electrones generados en esta descarga impactan la superficie con energías de dos a tres veces las necesarias para romper los enlaces moleculares en la superficie de la mayoría de los sustratos, creando así radicales libres. Los radicales libres muy reactivos así creados pueden reaccionar rápidamente en presencia de oxígeno para formar varios grupos químicos funcionales en la superficie del sustrato. El aumento de la energía superficial resulta de esta reacción de oxidación. Esto ocurre sin afectar significativamente el equilibrio de la pieza. Es un proceso más conocido para el tratamiento de películas o láminas planas con un espesor máximo de 0.25 pulgadas. En este proceso se utilizan voltajes de 10 a 12 kV. El fabricante se refiere a él como un "tratamiento de superficie eléctrico tridimensional" y utiliza voltajes de hasta 50 kV para lograr un tratamiento de superficie tridimensional en piezas de hasta 1.5 pulg. Más allá de la limitación de altura, el tamaño puede ser ilimitado . El aparato produce energías superficiales de 50 a 72 dyn/cm con una uniformidad muy alta y puede operar a velocidades de hasta 60 pies / min. Los costos operativos son bajos, pero la inversión inicial puede ser de $ 12,000 a $ 200,000. Los principales activos de este equipo son alta velocidad y versatilidad; Varias otras versiones utilizan plasma de gas generado en una descarga para tratar sustratos de plástico. En una variedad del tratamiento tridimensional, el "tratador de arco asistido por aire", dos electrodos de alambre están montados uno frente al otro en el área de tratamiento que también contiene un ventilador montado detrás de los electrodos. Los electrodos reciben un alto voltaje a una frecuencia de 60 Hz. El arco resultante es lo suficientemente caliente como para derretir el sustrato plástico. Sin embargo, el plasma generado no lo es, y se sopla sobre la superficie del sustrato en un penacho que puede alcanzar una pulgada de los electrodos. Aunque este proceso se limita a áreas pequeñas y velocidades de tratamiento de hasta 15 pies / min, puede manejar formas ligeramente curvas, así como áreas planas. No hay problemas regulatorios, y las energías superficiales que se pueden alcanzar es de 50 dyn/cm. Los principales activos de este equipo son sus bajos costos de inversión y operación, más su versatilidad, que se presta bien a las líneas de producción. La efectividad de este método se ve afectada por la velocidad a la que la parte pasa los electrodos. Para una parte de polipropileno, la energía de la superficie puede caer de 50 dyn / cm a 35 dyn / cm a medida que la velocidad aumenta de 10 pies / min a 30 pies/min. La distancia también es un factor. Para la misma parte, la energía de la superficie puede caer de 53 dyn/cm a 29 dyn/cm a medida que la distancia de la superficie del sustrato aumenta de 0.5 pulgada a 2.0 pulgada. Los sistemas de descarga corona son excelentes para piezas pequeñas, sin embargo, funcionan con alto voltaje y tienen una alta inversión inicial. Además, requieren un ozono filtro para hacer frente al ozono creado por el proceso.Vida útil de los tratamientos de superficie
El nivel elevado de energía superficial creado por el tratamiento superficial no es permanente. De hecho, comienza a caer bruscamente inmediatamente después del tratamiento. Se pierden 10 dyn/cm en 3 h, y espués de un día, 18 dyn/cm se han ido. La pérdida se debe a la migración a la superficie de componentes de bajo peso molecular como amidas y agentes antibloqueantes. La pureza de la resina es un factor determinante, pero el entorno de almacenamiento y el tipo de tratamiento superficial también son significativos. Sin embargo, tenga en cuenta que los lavados con solventes pueden restaurar gran parte de la pérdida.
Principio
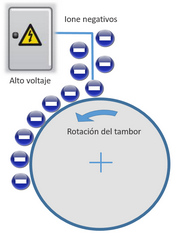
El tratamiento corona se genera mediante una descarga eléctrica no destructiva, continua y mantenible, cuando se utiliza un voltaje alto suficiente entre dos electrodos de forma asimétrica, como un alambre delgado y un cilindro. La ionización del aire está permitida por un campo eléctrico muy alto formado en la región cercana de alambre delgado o punta y los iones formados son conducidos hacia el cilindro que tiene un campo eléctrico bajo la corriente negativa, positiva, directa o alterna pertenece a algunas configuraciones de operación que se pueden aplicar durante el tratamiento corona, que dependen de la corriente en el dispositivo y la polaridad del electrodo activo. Las superficies resultantes después del tratamiento corona se pueden variar según la configuración utilizada durante el tratamiento. El efecto de degradación de la superficie de PP presente después del tratamiento corona se debe principalmente al proceso oxidativo que conduce a la formación de especies oxigenadas, como carbonilo, peróxido, ésteres o ácidos carboxílicos.
El sobretratamiento no causará una disminución en los resultados de la prueba de dina a menos que se use demasiada presión o fuerza abrasiva durante la prueba. Los polímeros pierden tratamiento, especialmente cuando son inducidos por tratamiento corona, con el tiempo y con el procesamiento posterior, por lo que si una película prueba a 56 dinas / cm al final de la línea de extrusión de su proveedor, es posible que tenga una energía superficial tan baja como 44 dinas / cm unas semanas después, cuando esté listo para imprimirlo ( ejemplo solo para fines explicativos). Después de unos meses de almacenamiento en un ambiente cálido y húmedo, es posible que haya caído por debajo de 40 dinas / cm. Los agentes de deslizamiento son especialmente problemáticos cuando se trata de pérdidas de tratamiento con el tiempo, especialmente a temperaturas elevadas.
Fenómenos de envejecimiento en la oxidación superficial de plásticos
Uno de los principales inconvenientes del tratamiento corona, así como de los tratamientos con plasma y llama, es el deterioro del nivel de tratamiento en función del tiempo, también conocido como fenómeno de envejecimiento o recuperación hidrófoba. Las posibles explicaciones incluyen: la reorientación (rotación) impulsada termodinámicamente de los grupos polares de la superficie a la masa, la migración de aditivos de bajo peso molecular de la mayor parte del plástico a la superficie y la contaminación de las superficies en el aire debido a condiciones de almacenamiento, especialmente en el caso de superficies poliméricas oxidadas en la superficie.
Aplicaciónes
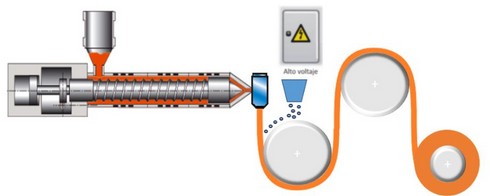
Esta técnica se usa principalmente para activar la superficie de láminas y películas pasándolas entre dos electrodos de rollo con un espacio de aprox. 1 mm. Las energías superficiales alcanzables son altas a pesar de los tiempos de tratamiento relativamente cortos. Los tiempos de tratamiento dependen del rendimiento eléctrico del equipo aunque éste está limitado por posibles averías eléctricas del sustrato. Mientras que las molduras huecas de forma regular son relativamente aptas para el tratamiento corona colocándolas sobre contraelectrodos formados apropiadamente, la técnica es difícil de aplicar a artículos de forma irregular. En tales casos, se utilizan técnicas sin contraelectrodos en las que, mediante la aplicación de voltajes muy altos, los portadores de carga pueden rociarse desde haces de cables sobre el componente de plástico. Con sustratos que contienen aditivos de bajo peso molecular (p. ej., lubricantes, plastificantes), se puede observar una disminución de la energía superficial con el tiempo de almacenamiento después del tratamiento. Esto es causado por la migración de los componentes de baja masa molecular. Las sustancias tóxicas, como los óxidos de nitrógeno y el ozono, que se generan en gran cantidad en el campo de descarga deben ser eliminadas.
