BMC (Bulk Moulding Compound)
Procesos > ► Otros procesos
BMC (Bulk Moulding Compound)
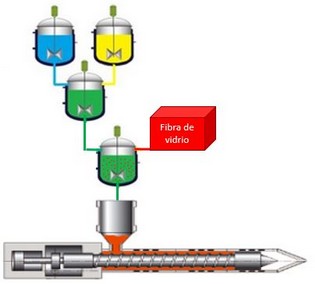 BMC (Bulk Moulding Compound) es un compuesto reforzado con fibras, en una matriz de resina termoendurecible, con cargas minerales y diferentes aditivos. Generalmente se utilizan resinas termoendurecibles de poliéster insaturado o de éster de vinilo como matriz orgánica. Con el objetivo de potenciar sus características y mejorar su transformación, se añaden otros componentes: catalizadores, inhibidores, aditivos termoplásticos, desmoldeantes, espesantes y pigmentos. Las resinas, los rellenos y los aditivos se pesan y mezclan automáticamente para formar la pasta madre. En un segundo mezclador, más cargas, pigmentos de color y fibra de vidrio picada se pesan y mezclan automáticamente dentro de un proceso controlado por computadora para garantizar una impregnación perfecta o mojado de la fibra de vidrio. La mezcla resultante se envía luego a una extrusora, que compacta el material BMC y lo empaqueta en bolsas. Al final del proceso, después de que las bolsas BMC pasan por un detector de metales para evitar que el material tenga algún objeto extraño metálico, las bolsas BMC se empaquetan en cajas. BMC es similar a SMC pero se suministra en una mezcla a granel de los componentes y se moldea por inyección con presiones de 100-150 bar. Los aditivos juegan un papel importante en la formulación y desde entonces no solo deben estar presentes agentes de curado y químicos desmoldantes, pero también espesantes, humectantes (de fibra y relleno) y aditivos de dispersión. Un agente de bajo perfil mejora la suavidad de la superficie, que puede mostrar perfiles después de curar y contraer. El moldeo por inyección de BMC está bien desarrollado mediante el cual el producto se inyecta en un molde caliente (160°C). El BMC se calienta y fluye fácilmente hacia la cavidad. El tiempo de curado puede ser un poco más rápido que con SMC. Una de las ventajas sobre SMC es mayor libertad de diseño. Como se mencionó anteriormente, la rugosidad de la superficie es menor que con el moldeo por compresión. El recorte es necesario después del moldeo. Recientemente fue lanzado un compuesto de moldeo en láminas de alto módulo llamado HMC, que tiene alrededor de un 40% mejores propiedades mecánicas que el SMC estándar. Se basa en una mezcla de resinas termoendurecibles de poliéster y viniléster y fibras de vidrio muy largas. El capó del algunos carros estan hecho en SMC con la parte interior en BMC moldeado por inyección y compresión. ha dado libertad de estilo y menor costo de inversión en comparación con la chapa de acero tradicional. Las vigas de parachoques están en SMC con beneficios de libertad de estilo, menor costo de inversión, baja deflexión durante resistencia al impacto y a la corrosión. El marco del techo corredizo también es de SMC de baja densidad con material reciclado añadido. Se realiza una reducción de peso del 25%. Un ejemplo de una fórmula estándar de BMC para aplicaciones automotrices es:
BMC (Bulk Moulding Compound) es un compuesto reforzado con fibras, en una matriz de resina termoendurecible, con cargas minerales y diferentes aditivos. Generalmente se utilizan resinas termoendurecibles de poliéster insaturado o de éster de vinilo como matriz orgánica. Con el objetivo de potenciar sus características y mejorar su transformación, se añaden otros componentes: catalizadores, inhibidores, aditivos termoplásticos, desmoldeantes, espesantes y pigmentos. Las resinas, los rellenos y los aditivos se pesan y mezclan automáticamente para formar la pasta madre. En un segundo mezclador, más cargas, pigmentos de color y fibra de vidrio picada se pesan y mezclan automáticamente dentro de un proceso controlado por computadora para garantizar una impregnación perfecta o mojado de la fibra de vidrio. La mezcla resultante se envía luego a una extrusora, que compacta el material BMC y lo empaqueta en bolsas. Al final del proceso, después de que las bolsas BMC pasan por un detector de metales para evitar que el material tenga algún objeto extraño metálico, las bolsas BMC se empaquetan en cajas. BMC es similar a SMC pero se suministra en una mezcla a granel de los componentes y se moldea por inyección con presiones de 100-150 bar. Los aditivos juegan un papel importante en la formulación y desde entonces no solo deben estar presentes agentes de curado y químicos desmoldantes, pero también espesantes, humectantes (de fibra y relleno) y aditivos de dispersión. Un agente de bajo perfil mejora la suavidad de la superficie, que puede mostrar perfiles después de curar y contraer. El moldeo por inyección de BMC está bien desarrollado mediante el cual el producto se inyecta en un molde caliente (160°C). El BMC se calienta y fluye fácilmente hacia la cavidad. El tiempo de curado puede ser un poco más rápido que con SMC. Una de las ventajas sobre SMC es mayor libertad de diseño. Como se mencionó anteriormente, la rugosidad de la superficie es menor que con el moldeo por compresión. El recorte es necesario después del moldeo. Recientemente fue lanzado un compuesto de moldeo en láminas de alto módulo llamado HMC, que tiene alrededor de un 40% mejores propiedades mecánicas que el SMC estándar. Se basa en una mezcla de resinas termoendurecibles de poliéster y viniléster y fibras de vidrio muy largas. El capó del algunos carros estan hecho en SMC con la parte interior en BMC moldeado por inyección y compresión. ha dado libertad de estilo y menor costo de inversión en comparación con la chapa de acero tradicional. Las vigas de parachoques están en SMC con beneficios de libertad de estilo, menor costo de inversión, baja deflexión durante resistencia al impacto y a la corrosión. El marco del techo corredizo también es de SMC de baja densidad con material reciclado añadido. Se realiza una reducción de peso del 25%. Un ejemplo de una fórmula estándar de BMC para aplicaciones automotrices es:- Resina Fibras de vidrio
- Agente de bajo perfil
- Otros (peróxidos, agentes desmoldantes)
- Carbonato de calcio
Existe una amplia gama de máquinas de inyección especialmente diseñadas para el moldeo BMC. Se recomiendan moldes de acero con alto contenido de cromo para aumentar la durabilidad. Se recomiendan los bordes cortantes, especialmente para el moldeo por inyección-compresión. La desgasificación debe ser asistida por pasadores de expulsión y asistencia de vacío opcional. Los sistemas de correderas, canal frío y cortadora de puertas son tan habituales como el estampado de núcleos. Capacidad de calentamiento de 130 a 200°C. BMC se puede moldear tanto en procesos de inyección como de compresión para la producción a gran escala de piezas complejas de tamaño mediano o pequeño. Aunque las actividades de moldeo las realizan nuestros clientes, Astar ayuda durante las pruebas de moldeo y ofrece asistencia técnica completa siempre que se requiera. BMC debe madurar antes de que alcance las condiciones óptimas para el moldeado. Normalmente, el tiempo de maduración requerido es de entre 2 y 4 días, dependiendo de la formulación específica. Incluso después de que el material ha madurado, continúa espesándose a una velocidad que depende de la temperatura de almacenamiento. Por lo tanto, existe un período de utilización óptimo de típicamente, entre 1 y 6 meses, dependiendo principalmente de la formulación específica y la temperatura de almacenamiento, que se recomienda entre 15 y 25ºC. Las temperaturas de almacenamiento más altas pueden reducir significativamente el tiempo de uso de BMC.
Proceso de moldeo por inyección, inyección compresión BMC
1.- Alimentación BMC: el material BMC se coloca en la tolva de alimentación de la máquina de moldeo por inyección.
2.- Moldeo por inyección: el BMC se calienta en la inyección y fluye fácilmente hacia la cavidad. Debido al método de calentamiento especial, la velocidad de curado es algo más rápida que con el proceso de moldeo por compresión.
3.- Desmoldeo y desmoldeo : después del curado, se abre el molde y se expulsan las piezas, normalmente con ayuda de pines expulsores. Las piezas suelen ser retiradas por robots automatizados, que las preparan para operaciones secundarias.
4.- Operaciones secundarias: al retirar la pieza del molde, es necesario el recorte del borde flash. Otras operaciones secundarias, como perforación, enrutamiento, etc., se realizan fácilmente en piezas BMC y también se pueden automatizar por completo.
Aplicaciónes
Dependiendo de la aplicación de uso final, los compuestos de moldeo a granel se formulan para lograr un control dimensional cercano, resistencia a las llamas y a las huellas, aislamiento eléctrico, resistencia a la corrosión y a las manchas, propiedades mecánicas superiores, baja contracción y estabilidad del color. Sus excelentes características de flujo, propiedades dieléctricas y resistencia a las llamas, hacen que el material. BMC sea adecuado para una amplia variedad de aplicaciones, que requieren precisión en los detalles y dimensiones, así como un alto rendimiento.