Procesos de secados
Procesos
Procesos de secado
Si el ambiente seco consiste en un flujo de aire caliente, el proceso de secado lógicamente se acelera, pero las variables del proceso mantienen la misma tendencia. En un proceso de secado, el aire caliente golpea el gránulo de plástico que se coloca en una tolva. La humedad interna del gránulo, estresada por la temperatura, migra al exterior y es absorbida, junto con la humedad superficial, por el flujo de aire. Las variables del proceso de secado son:
- humedad inicial del gránulo
- humedad residual requerida
- punto de rocío del aire utilizado
- temperatura del aire
- caudal de aire
- tamaño del grano
- tiempo de secado
Humedad inicial
A medida que aumenta el valor de la humedad inicial del gránulo, lógicamente aumenta el tiempo necesario para el secado. La humedad inicial depende del tipo de gránulo, su proceso de producción y las condiciones de almacenamiento. Los productores de gránulos normalmente deberían garantizar no solo la humedad de "producción", sino también la humedad de "entrega". Sin embargo, es una buena idea realizar un control antes del procesamiento ya que, después de la producción y entrega, hasta el uso, intervienen factores que modifican el contenido de humedad.
Humedad residual
Todo el proceso de secado del gránulo está influenciado por la humedad residual que se requiere para una buena transformación. En función de este parámetro se elige el sistema de secado (con aire ambiente caliente normal o con aire previamente secado). El valor de la humedad residual se fija en función del tipo de material plástico y de las características deseadas para el producto acabado. Los fabricantes de resinas plásticas deberán indicar el valor de humedad residual (límite de uso) por encima del cual no se garantizan las características del tipo de material plástico utilizado para el producto.
Punto de rocío del aire de proceso
Ya hemos visto en el artículo anterior cómo se comporta un gránulo húmedo en un ambiente seco. Una vez establecido el valor de humedad residual que desea, deberá ver con qué punto de rocío del aire de proceso se puede alcanzar este valor. Entonces se decidirá si utilizar aparatos que utilicen aire ambiente normal (normalmente llamados “secadores”) o aparatos que utilicen aire previamente secado (llamados “deshumidificadores”). En el segundo caso, también se debe elegir el tipo de generador a utilizar, según el valor del punto de rocío, que garantice la deshumidificación necesaria. La humedad residual indicada por la línea sólida requiere un aire de proceso que tenga un punto de rocío de -40°C. Será necesario, por tanto, para alcanzar esa humedad residual, utilizar un aparato que utilice aire previamente secado (deshumidificador).
Temperatura del aire de proceso
Hemos visto cómo el valor de humedad residual que se puede alcanzar depende del punto de rocío del aire de proceso. Una vez que se ha establecido una curva de deshumidificación para un valor de punto de rocío determinado, esta curva se desplaza hacia la izquierda a medida que aumenta la temperatura del aire. Como resultado, el tiempo de deshumidificación disminuye. Por tanto, hay que intentar trabajar a la temperatura más alta posible, compatible con los límites que marca cada tipo de material plástico (ver temperatura de reblandecimiento, temperatura de liberación de contaminantes, etc.).
Flujo de aire de proceso
El valor de humedad residual alcanzable depende del valor del punto de rocío del aire utilizado. Con el mismo aire, en un punto de rocío dado, se puede alcanzar más rápidamente la misma humedad residual aumentando el caudal de aire. De hecho, a medida que aumenta el flujo de aire, la curva se desplaza hacia la izquierda. Para cada tipo de material se establece un valor óptimo de requerimiento de aire (K), por debajo del cual no se trabaja en condiciones ideales. El requerimiento se expresa en metros cúbicos de aire por cada kilogramo de gránulos a secar. El valor óptimo, según el tipo de gránulo, puede oscilar entre un mínimo de 0,5 m3/kg y un máximo de 3,5-4 m3/kg. En la tabla 1 se muestran los valores de K = m3/kg para algunos tipos de materiales plásticos. Con el valor de K se puede obtener el caudal de aire que debe tener el generador de aire seco, para un caudal horario determinado en kg/h de material a secar. Por lo tanto, es recomendable que el caudal de aire sea lo más alto posible, compatible con los inconvenientes que puede traer un caudal demasiado alto. Los inconvenientes incluyen: manejo y transporte del granulado dentro de la tolva; la temperatura demasiado alta que puede asentarse en la parte superior de la tolva. Esto último implica la necesidad de un enfriamiento más intenso del aire, antes de volver al generador. En el cálculo global, lógicamente es necesario tener en cuenta el caudal “efectivo” del circuito en las condiciones de trabajo y no el caudal nominal del soplante o ventilador. Tamaño del gránulo Cuanto más grande es el gránulo, más tarda la humedad de una resina higroscópica en migrar desde el interior hacia el exterior. Fijado, como siempre, el valor de la humedad residual y consecuentemente el punto de rocío que debe tener el aire de proceso, la curva de deshumidificación se desplaza hacia la izquierda a medida que disminuye el tamaño del gránulo. En consecuencia, el tiempo de deshumidificación disminuye.
Mezclas de gránulos de diferentes tamaños
Para mezclas de gránulos de diferentes tamaños, el tiempo de secado debe compararse lógicamente con el gránulo más grande. No debe olvidarse que incluso unos pocos gránulos mal secados pueden arruinar una gran cantidad de material. Se debe prestar especial atención al secado del triturado, que puede tener las formas más dispares, y el tiempo de secado debe estar relacionado con la pieza más difícil de secar. También hay que tener en cuenta que, si el triturado no se utiliza inmediatamente, se debe proteger adecuadamente para evitar que absorba una cantidad inadecuada de humedad. Para algunos triturados, el tiempo de secado puede ser incluso 4-5 veces mayor que el requerido para un gránulo virgen del mismo tipo.
Tiempo de secado
Según el tipo de gránulo y las condiciones en las que se encuentre, se ha fijado el punto de rocío del aire necesario para alcanzar la humedad residual deseada, se ha establecido la temperatura y el caudal de aire, el éxito del secado será depender únicamente del clima.
Tolva secadora/deshumidificadora
La secadora o deshumidificadora consta de un generador de aire y una tolva que contiene el granulado a secar. El generador produce aire caliente y seco y lo sopla en la tolva. El aire, al atravesar el material, arrastra tanto la humedad que se encuentra en el exterior del gránulo como la humedad que ha migrado desde el interior hacia el exterior, estimulada por la temperatura. El generador debe proporcionar la cantidad necesaria de aire a la temperatura requerida por el tipo de gránulo. La tolva debe tener dimensiones tales que garanticen el tiempo de residencia necesario para un buen secado del gránulo. Con el secador/deshumidificador el proceso puede hacerse completamente automático. La tolva se mantiene siempre llena por un alimentador automático que hace frente a la extracción realizada por la parte inferior.
Secado estático y dinámico
El secado estático (o discontinuo) es un proceso discontinuo y no automático. La tolva se llena de granulado, que se elimina por completo al final del secado. El tiempo de residencia se cuenta desde que todo el material ha alcanzado la temperatura normal. El secado dinámico (o continuo), por otro lado, es un proceso automático. El granulado se retira continuamente por la parte inferior de la tolva mientras que el alimentador automático (situado encima de la tolva) asegura que la tolva esté siempre llena. El tiempo de residencia se cuenta desde que el gránulo está a temperatura en la parte inferior de la tolva.
Materiales
Ya hemos visto qué se entiende por materiales higroscópicos y no higroscópicos. Con respecto a los materiales higroscópicos, es necesario tener en cuenta no solo la cantidad de agua absorbida, sino también la "tasa de absorción de humedad". Dependiendo de la velocidad de absorción, puede optar por una deshumidificación por lotes o continua. En el caso de deshumidificación por lotes, será necesario tomar las precauciones necesarias para evitar que el material recupere humedad más allá de los límites de uso. En el caso de deshumidificación continua, habrá que decidir si transportar el gránulo seco con aire ambiente normal o con aire seco. La cantidad de agua absorbida y la tasa de absorción son datos que los fabricantes de materiales plásticos proporcionan para cada tipo de material plástico. El diagrama de absorción debe estar bien detallado en los porcentajes de humedad alrededor del límite de uso. El límite de uso lo marcan los productores de resina para cada tipo de material. A partir de este límite y de la curva de deshumidificación se puede establecer el punto de rocío del aire a utilizar en el proceso y el tipo de proceso. En otras palabras, es necesario establecer si es suficiente un simple secado con aire ambiente normal, o si es indispensable una verdadera deshumidificación con aire previamente secado. Una vez establecido el punto de rocío necesario, se elegirá el tipo de deshumidificador que lo garantice.
Importancia de la humedad residual de los gránulos de polímero
Los materiales poliméricos generalmente se envían a las plantas de fabricación como gránulos o polvos y se funden antes del proceso de formación. Vimos en el capítulo anterior cómo los plásticos tienden a retener la humedad. En particular, en los polímeros no higroscópicos, la humedad se retiene en la superficie, mientras que en los plásticos higroscópicos, la humedad también se absorbe dentro del gránulo de plástico. La humedad, tanto externa como interna, afecta negativamente la calidad estética y funcional del artefacto; de hecho, a las temperaturas de transformación de los materiales poliméricos, el agua puede convertirse en vapor, dando lugar a la formación de rayas y burbujas superficiales, contracción irregular, tensiones estructurales, deformaciones y roturas. De hecho, la humedad es una de las causas más frecuentes de problemas de calidad en el procesamiento de materiales plásticos y, para evitarlos, los gránulos deben deshumidificarse y secarse de manera uniforme antes de transformarse. La presencia de humedad en el gránulo de plástico conduce a algunos defectos en el producto que pueden clasificarse como: evidentes y no evidentes. Los defectos evidentes se resumen en: apariencia opaca; rayas plateadas; rayas marrones; líneas de soldadura débiles; piezas incompletas; manchas; burbujas y espiráculos. Los defectos no obvios se producen porque la presencia de humedad en el gránulo conduce, a la temperatura de transformación, a una degradación del polímero. Los defectos que no son evidentes pueden resumirse como: disminución de las propiedades mecánicas; deformaciones acentuadas; envejecimiento irregular; retiros inconstantes. En general, se observa que con porcentajes de humedad residual superiores al valor límite de uso, las propiedades mecánicas disminuyen considerablemente. El valor del porcentaje de "límite de uso" normalmente lo establecen los fabricantes del material plástico,
Tipos de deshumidificadores para plasticos
Secar o deshumidificar significa eliminar el agua de la cadena molecular del polímero. La deshumidificación correcta del gránulo antes de que el material se procese y se transforme en un producto terminado es esencial para garantizar productos de calidad y rendimientos óptimos.
Tamaño de granulos
 Cuanto más grande es el gránulo, más tiempo tarda la humedad de una resina higroscópica en migrar de adentro hacia afuera. La forma del gránulo en sí afecta el tiempo de secado. A medida que disminuye la superficie por unidad de volumen (del cubo al cilindro de esfera), aumenta el tiempo de residencia teórico. Para mezclas de gránulos de diferentes tamaños, el tiempo de secado debe estar lógicamente relacionado con los gránulos más grandes. No debe olvidarse que incluso unos pocos gránulos sin secar pueden arruinar una gran cantidad de material. Se debe prestar especial atención al secar el material reacondicionado, que puede tener las formas más dispares, y el tiempo de secado debe estar relacionado con la pieza más difícil de secar.
Cuanto más grande es el gránulo, más tiempo tarda la humedad de una resina higroscópica en migrar de adentro hacia afuera. La forma del gránulo en sí afecta el tiempo de secado. A medida que disminuye la superficie por unidad de volumen (del cubo al cilindro de esfera), aumenta el tiempo de residencia teórico. Para mezclas de gránulos de diferentes tamaños, el tiempo de secado debe estar lógicamente relacionado con los gránulos más grandes. No debe olvidarse que incluso unos pocos gránulos sin secar pueden arruinar una gran cantidad de material. Se debe prestar especial atención al secar el material reacondicionado, que puede tener las formas más dispares, y el tiempo de secado debe estar relacionado con la pieza más difícil de secar.Punto de rocío
El valor de equilibrio es una función solo de la humedad del ambiente, es decir, su punto de rocío. Dado que a cada temperatura del aire hay una cantidad bien determinada de agua soluble, el punto de rocío se puede usar para indicar la cantidad de agua presente en el aire mismo. La temperatura, el grado de cristalización y el tamaño del grano solo influyen en el grado de equilibrio alcanzado.
Las tecnologías más utilizadas para eliminar la humedad del polímero son esencialmente tres:
• Proceso por vacío
• Secado (se utiliza aire ambiente normal)
• Deshumidificación (se utiliza aire previamente deshumidificado)
Proceso por vacío
El proceso de vacío es un proceso ideal para eliminar la humedad del pellets, gracias ausencia de oxígeno se evita fenómenos oxidativos. Se sabe que, a presión ambiente, el agua se vaporiza a 100°C pero, mediante la reducción de la presión a 800 mbar, la vaporización es alrededor de 23°C. El secador de vacío no puede, sin embargo, ser un sistema continuo, pero sólo se permiten operaciones intermitentes. Durante la apertura de la autoclave el material sufre la pérdida de calor y la absorción de humedad, la alteración de la uniformidad y eficiencia. El secado por vacío es más rápido, cuidadoso y eficiente desde el punto de vista energético que el secado por calor.
Proceso de secado
El sistema más utilizado para eliminar la humedad consiste en dejar que el gránulo plástico pase a través de una corriente de aire caliente. El aire tiene, de hecho, la capacidad de retener la humedad, una capacidad que aumenta con el aumento de la temperatura. Además, el aire es un medio generalizado, económico, confiable y fácilmente controlable. La eficacia del tratamiento depende en gran medida de las condiciones ambientales y sólo es aceptable para materiales no higroscópicos. Teóricamente, los plásticos deben producirse y entregarse con un porcentaje de humedad dentro de los límites de uso y, por lo tanto, estar listos para el proceso de transformación. Sin embargo, es importante tener en cuenta algunos factores que pueden influir en el contenido de humedad: el tiempo entre la producción y el uso; el tipo de embalaje utilizado para el transporte; el tiempo que transcurre entre la apertura del empaque y el uso real; el tipo de plástico y su tasa de absorción de humedad; la temperatura condiciones ambientales Por lo tanto, es evidente que hay casos raros en los que se puede usar un material plástico sin secado previo. Para materiales higroscópicos, en ningún caso, será capaz de obtener de un secador el contenido de humedad deseado, porque el aire empleado ambiente tiene un punto de rocío (punto de rocío) como una función de las condiciones ambientales variables. Esto implica, por lo tanto, diversas condiciones de secado y, como consecuencia, el secado se no controlados y no repetible con facilidad.
Secadores de adsorción
Secadores de adsorción, son el mas usado (80%) para las resinas de secado que tienen una tendencia a absorber la humedad. La desumidificación es similares al proceso precedente, con la distinción fundamental de la aria utilizada viene deumidificata anteriormente .La atracción natural entre resinas higroscópicas y moléculas de agua hace que tomar y retener el agua tan pronto como son expuestos a aire húmedo ambiente. Leve a moderadamente materiales higroscópicos incluyen ABS, acetal, acrílico, policarbonato, PBT, LCP, y algunos TPO, STEP, y TPU. Los materiales más fuertemente higroscópicos y difíciles de seco son PET de calidad para botellas y PA.
Deshumidificación
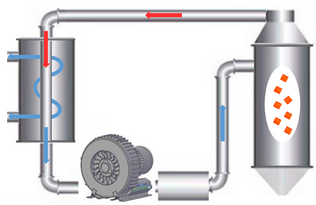 La fase inicial está representada por la deshumidificación, que debe garantizar la eliminación de la humedad y el acondicionamiento térmico, a fin de obtener las propiedades físicas y químicas requeridas. La deshumidificación se lleva a cabo soplando aire seco a través del material. El aire del proceso sigue una ruta cíclica que implica una fase de calentamiento, una fase de flujo a través de la tolva que contiene el PET y un retorno posterior al deshumidificador (secador). Esta última fase permite recoger la humedad presente en el aire mediante el uso de tamices moleculares. El sistema de de-humidificación se compone sustancialmente de dos partes: la tolva (o tolvas), dentro de la cual se produce el tratamiento real; l deshumidificador (secadora), que genera aire deshumidificado en cantidades y a la temperatura requerida. La tolva es esencialmente un recipiente de forma cilíndrica, equipada con un aislamiento, con el fin de reducir la dispersión de calor hacia el exterior. El material se vierte desde la parte superior y se extrajo desde el lado inferior durante el tránsito, el material es invertido por el aire caliente y deshumidificado. El tiempo necesario para atravesar la tolva (permanencia) determina la duración del tratamiento. El aire, que pasa a través del material, la resistencia es la humedad que se encuentra fuera de los gránulos es la humedad que ha migrado desde el interior hacia el exterior. El punto de rocío del aire se fija como se relaciona con aire producido por el generador de bajo ciertas condiciones secas. El generador debe proporcionar la cantidad necesaria de aire a la temperatura requerida por el tipo de pellets. El sistema de deshumidificación de torre múltiple de tamiz molecular proporciona un punto de rocío constante a -65°C hasta -85°C. Funciona sin agua de enfriamiento o aire comprimido y recupera energía por rotación, recuperando el calor del enfriamiento de la torre durante la regeneración de los tamices moleculares. Los tamices moleculares son materiales que pueden filtrar / bloquear moléculas según su tamaño, gracias a los pequeños poros de tamaño constante, que tienen un diámetro entre 3 y 10 Å, dependiendo del tipo de material, silicatos de aluminio o zeolitas. sintético natural cap. Estas sustancias tienen una superficie interna muy alta, gracias a sus poros, alcanzando 600/700 m2/g. Periódicamente los tamices moleculares deben ser regenerados.
La fase inicial está representada por la deshumidificación, que debe garantizar la eliminación de la humedad y el acondicionamiento térmico, a fin de obtener las propiedades físicas y químicas requeridas. La deshumidificación se lleva a cabo soplando aire seco a través del material. El aire del proceso sigue una ruta cíclica que implica una fase de calentamiento, una fase de flujo a través de la tolva que contiene el PET y un retorno posterior al deshumidificador (secador). Esta última fase permite recoger la humedad presente en el aire mediante el uso de tamices moleculares. El sistema de de-humidificación se compone sustancialmente de dos partes: la tolva (o tolvas), dentro de la cual se produce el tratamiento real; l deshumidificador (secadora), que genera aire deshumidificado en cantidades y a la temperatura requerida. La tolva es esencialmente un recipiente de forma cilíndrica, equipada con un aislamiento, con el fin de reducir la dispersión de calor hacia el exterior. El material se vierte desde la parte superior y se extrajo desde el lado inferior durante el tránsito, el material es invertido por el aire caliente y deshumidificado. El tiempo necesario para atravesar la tolva (permanencia) determina la duración del tratamiento. El aire, que pasa a través del material, la resistencia es la humedad que se encuentra fuera de los gránulos es la humedad que ha migrado desde el interior hacia el exterior. El punto de rocío del aire se fija como se relaciona con aire producido por el generador de bajo ciertas condiciones secas. El generador debe proporcionar la cantidad necesaria de aire a la temperatura requerida por el tipo de pellets. El sistema de deshumidificación de torre múltiple de tamiz molecular proporciona un punto de rocío constante a -65°C hasta -85°C. Funciona sin agua de enfriamiento o aire comprimido y recupera energía por rotación, recuperando el calor del enfriamiento de la torre durante la regeneración de los tamices moleculares. Los tamices moleculares son materiales que pueden filtrar / bloquear moléculas según su tamaño, gracias a los pequeños poros de tamaño constante, que tienen un diámetro entre 3 y 10 Å, dependiendo del tipo de material, silicatos de aluminio o zeolitas. sintético natural cap. Estas sustancias tienen una superficie interna muy alta, gracias a sus poros, alcanzando 600/700 m2/g. Periódicamente los tamices moleculares deben ser regenerados.Diferencia entre secador y deshumidificador
El mejor proceso sin duda e el proceso de vacío es un proceso ideal para eliminar la humedad del pellets, gracias ausencia de oxígeno se evita fenómenos oxidativos, sigue el deshumidificador, que genera aire deshumidificado en cantidades y a la temperatura requerida, y por ultimo el proceso de secado que consiste en inyectar a través del material contenido en una tolva aire de el ambiente durante un tiempo y a una cierta temperatura, pero por la presencia de oxígeno se crean fenómenos oxidativos.
Tamices moleculares
 Los tamices moleculares son compuestos sintéticos que consisten en silicatos de aluminio de metales alcalinos o alcalinotérreos que reproducen la estructura cristalina de las zeolitas naturales. Están dotados de una alta constancia de estructura y, por lo tanto, con propiedades adsorbentes obtienen eliminando su agua de hidratación; El volumen disponible se utilizará para la adsorción de humedad. Dado que con la eliminación del agua de hidratación no hay cambios sustanciales de estructura, los materiales adsorbentes altamente porosos se forman con una fuerte afinidad por el agua y por gases y líquidos específicos. Esta selectividad, basada en el tamaño de las moléculas y combinada con una preferencia por moléculas polares o polarizables, le da a los tamices moleculares un alto nivel de eficiencia. Cuando los poros están completamente saturados, el proceso de deshumidificación ya no puede continuar: en este caso, se utiliza la "regeneración", que ocurre al hacer fluir una corriente de aire seco, que arrastra el agua adsorbida por los tamices. La regeneración ocurre calentando directamente el lecho de los tamices moleculares con resistencias colocadas dentro de la columna, a través de las cuales pasa el aire sobrecalentado. El grado de regeneración depende de la temperatura (250-300°C) y la humedad del aire de purga. La regeneración puede considerarse terminada cuando el lecho de tamices moleculares contenidos en la columna ha alcanzado una temperatura promedio de 10°C más baja que la temperatura del aire de purga a la salida de la columna.
Los tamices moleculares son compuestos sintéticos que consisten en silicatos de aluminio de metales alcalinos o alcalinotérreos que reproducen la estructura cristalina de las zeolitas naturales. Están dotados de una alta constancia de estructura y, por lo tanto, con propiedades adsorbentes obtienen eliminando su agua de hidratación; El volumen disponible se utilizará para la adsorción de humedad. Dado que con la eliminación del agua de hidratación no hay cambios sustanciales de estructura, los materiales adsorbentes altamente porosos se forman con una fuerte afinidad por el agua y por gases y líquidos específicos. Esta selectividad, basada en el tamaño de las moléculas y combinada con una preferencia por moléculas polares o polarizables, le da a los tamices moleculares un alto nivel de eficiencia. Cuando los poros están completamente saturados, el proceso de deshumidificación ya no puede continuar: en este caso, se utiliza la "regeneración", que ocurre al hacer fluir una corriente de aire seco, que arrastra el agua adsorbida por los tamices. La regeneración ocurre calentando directamente el lecho de los tamices moleculares con resistencias colocadas dentro de la columna, a través de las cuales pasa el aire sobrecalentado. El grado de regeneración depende de la temperatura (250-300°C) y la humedad del aire de purga. La regeneración puede considerarse terminada cuando el lecho de tamices moleculares contenidos en la columna ha alcanzado una temperatura promedio de 10°C más baja que la temperatura del aire de purga a la salida de la columna.