Compression Molding Process (SMC)
Procesos > ► Otros procesos
Compression Molding Process (SMC)
 Los principales productos utilizados en aplicaciones automotrices son el compuesto de moldeo en láminas (SMC de inglés Sheet Molding Compound ) y el compuesto de moldeo a granel (BMC), con moldeo por reacción reforzado (R-RIM) y moldeo por reacción estructural (S-RIM) de PUR que se están volviendo importantes como trama. Químicamente, las resinas de PU son termoendurecibles ya que la reticulación tiene lugar durante la conversión. La tecnología en EE. UU. Es más avanzada que en Europa en el sentido de que en EE. UU. Se han desarrollado técnicas para una producción económica de alto volumen de hasta 300.000 piezas por año mediante una reducción de los tiempos de ciclo, desechos y piezas defectuosas. Esto se compara con las piezas termoplásticas GF moldeadas por inyección. Ambos productos han sufrido la imagen de "productos de bajo volumen" y las aplicaciones en SMC y BMC se han limitado a automóviles de bajo volumen. El SMC para paneles de carrocería tiene varias ventajas sobre los termoplásticos:
Los principales productos utilizados en aplicaciones automotrices son el compuesto de moldeo en láminas (SMC de inglés Sheet Molding Compound ) y el compuesto de moldeo a granel (BMC), con moldeo por reacción reforzado (R-RIM) y moldeo por reacción estructural (S-RIM) de PUR que se están volviendo importantes como trama. Químicamente, las resinas de PU son termoendurecibles ya que la reticulación tiene lugar durante la conversión. La tecnología en EE. UU. Es más avanzada que en Europa en el sentido de que en EE. UU. Se han desarrollado técnicas para una producción económica de alto volumen de hasta 300.000 piezas por año mediante una reducción de los tiempos de ciclo, desechos y piezas defectuosas. Esto se compara con las piezas termoplásticas GF moldeadas por inyección. Ambos productos han sufrido la imagen de "productos de bajo volumen" y las aplicaciones en SMC y BMC se han limitado a automóviles de bajo volumen. El SMC para paneles de carrocería tiene varias ventajas sobre los termoplásticos:- un coeficiente de expansión térmica muy bajo, similar al del acero
- los paneles se pueden pintar en hornos de paso en línea a 190°C con una buena adherencia de la pintura
- la calidad de la superficie de las piezas moldeadas se ha mejorado considerablemente en la década de 1990
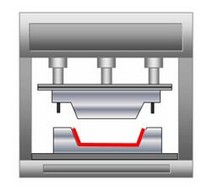
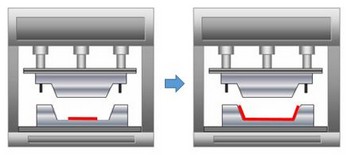
Este proceso produce piezas complejas de alta resistencia en una amplia variedad de tamaños. Los troqueles de metal combinados se montan en una prensa de moldeo hidráulica. La carga de material se coloca manual o robóticamente en el molde, se cierran las mitades del molde calentado y se aplica hasta 2000 psi de presión. El tiempo de ciclo varía de 1 a 5 minutos, según el tamaño y el grosor de la pieza. Se pueden moldear características como nervaduras, protuberancias e inserciones. Las piezas moldeadas por compresión se caracterizan por su tamaño y forma netos, dos superficies de excelente acabado y una excelente repetibilidad entre piezas. Los costos de recorte y acabado son mínimos.
 El compuesto de moldeo en láminas es un tipo de poliéster reforzado que contiene vidrio o fibras de carbono. Las fibras, que típicamente tienen una longitud de 1 ”o más, se suspenden en un baño de resina, generalmente epoxi, éster de vinilo o poliéster. Las fibras largas y la resina resistente combinadas producen un material resistente y rentable. El método por el cual se produce SMC asegura la integración completa de fibras y resina. La resina se aplica en forma de pasta a una película; a continuación, se cortan las fibras y se añaden a la pasta. Luego, la sustancia se aprieta entre dos películas; se compacta hasta alcanzar el grosor y textura deseados. El compuesto adecuado para molduras de láminas debe almacenarse durante varios días para "curar" hasta que se pueda vender y usar. Es importante tener en cuenta que el material no está completamente curado cuando se almacena, el "curado" final tiene lugar en el molde cuando se le aplica calor y presión. El SMC generalmente se vende en rollos, que se cortan en trozos más pequeños llamados "cargas". Se aplica calor y presión a las cargas en un proceso conocido como moldeo por compresión, creando desde diseños simples hasta piezas complejas.El desarrollo de "compuestos de baja densidad" añadiendo esferas de vidrio huecas: normalmente SMC / BMC tienen una densidad de 1,8, pero esta se puede reducir a 1,3. SMC eléctricamente conductor está en desarrollo para pintura electrostática. SMC se utiliza para molduras "bidimensionales", ya que se suministra en forma de hoja y se convierte mediante moldeo por compresión. El moldeo asistido por vacío es un proceso más nuevo mediante el cual se aplica vacío antes de cerrar el molde. De esta forma se obtiene una mejor calidad superficial. BMC está moldeado por inyección y, por lo tanto, es adecuado para piezas "tridimensionales". La suavidad de la superficie es mejor que la de las piezas SMC, pero las propiedades mecánicas son inferiores debido a la rotura de las fibras de vidrio. SMC y BMC se basan en poliésteres insaturados (para aplicaciones bajo el capó se utilizan vinilésteres), monómero de estireno, fibras de vidrio, hebras cortadas de 12-50 mm, cargas y diversos aditivos como iniciador de polimerización, espesante, desmoldeante y otras sustancias. Una fórmula típica de SMC para una superficie de "Clase A" o lo que se denomina "perfil bajo".
El compuesto de moldeo en láminas es un tipo de poliéster reforzado que contiene vidrio o fibras de carbono. Las fibras, que típicamente tienen una longitud de 1 ”o más, se suspenden en un baño de resina, generalmente epoxi, éster de vinilo o poliéster. Las fibras largas y la resina resistente combinadas producen un material resistente y rentable. El método por el cual se produce SMC asegura la integración completa de fibras y resina. La resina se aplica en forma de pasta a una película; a continuación, se cortan las fibras y se añaden a la pasta. Luego, la sustancia se aprieta entre dos películas; se compacta hasta alcanzar el grosor y textura deseados. El compuesto adecuado para molduras de láminas debe almacenarse durante varios días para "curar" hasta que se pueda vender y usar. Es importante tener en cuenta que el material no está completamente curado cuando se almacena, el "curado" final tiene lugar en el molde cuando se le aplica calor y presión. El SMC generalmente se vende en rollos, que se cortan en trozos más pequeños llamados "cargas". Se aplica calor y presión a las cargas en un proceso conocido como moldeo por compresión, creando desde diseños simples hasta piezas complejas.El desarrollo de "compuestos de baja densidad" añadiendo esferas de vidrio huecas: normalmente SMC / BMC tienen una densidad de 1,8, pero esta se puede reducir a 1,3. SMC eléctricamente conductor está en desarrollo para pintura electrostática. SMC se utiliza para molduras "bidimensionales", ya que se suministra en forma de hoja y se convierte mediante moldeo por compresión. El moldeo asistido por vacío es un proceso más nuevo mediante el cual se aplica vacío antes de cerrar el molde. De esta forma se obtiene una mejor calidad superficial. BMC está moldeado por inyección y, por lo tanto, es adecuado para piezas "tridimensionales". La suavidad de la superficie es mejor que la de las piezas SMC, pero las propiedades mecánicas son inferiores debido a la rotura de las fibras de vidrio. SMC y BMC se basan en poliésteres insaturados (para aplicaciones bajo el capó se utilizan vinilésteres), monómero de estireno, fibras de vidrio, hebras cortadas de 12-50 mm, cargas y diversos aditivos como iniciador de polimerización, espesante, desmoldeante y otras sustancias. Una fórmula típica de SMC para una superficie de "Clase A" o lo que se denomina "perfil bajo".El proceso de moldeo por compresión
El moldeo por compresión se lleva a cabo en un dispositivo llamado "prensa de moldeo por compresión", que generalmente es accionada hidráulicamente. La mayoría de las prensas de moldeo por compresión requieren que tanto la carga de SMC en el molde como la descarga del producto terminado deben ser realizadas manualmente por un operador calificado. La prensa generalmente consta de las mitades superior e inferior del molde colocadas entre dos placas calentadas. El SMC precalentado se coloca en la mitad inferior del molde. Luego se baja la placa superior, aplicando hasta 2000 psi de presión al molde. La aplicación constante de calor y presión hace que el SMC se extienda y llene adecuadamente cada parte del molde. Por lo tanto, el moldeo por compresión se puede utilizar para crear incluso piezas complejas y detalladas con gran precisión.
Ventajas de SMC
 La ventaja más importante y de la que se habla con más frecuencia del compuesto de moldeo en láminas es su peso ligero en comparación con otras sustancias, incluidos metales e incluso otros poliésteres como el compuesto de moldeo a granel (BMC). Por esta razón, SMC ha reemplazado los componentes metálicos como material principal utilizado para una serie de piezas de automóviles. También se ha utilizado en la fabricación de baños, spas y asientos para estadios, cines y arenas. Además de su peso ligero, SMC es fácil de producir y se puede fabricar en grandes volúmenes. En combinación con la naturaleza sencilla y el ciclo de producción corto del proceso de moldeo por compresión, las piezas fabricadas con SMC se pueden crear en un volumen similarmente alto en una pequeña cantidad de tiempo. Sin embargo, la naturaleza liviana de SMC no requiere ningún sacrificio en la fuerza. Es robusto y duradero, capaz de resistir impactos incluso a altas velocidades. El compuesto incluso está aprobado para su uso en las carcasas exteriores de los vehículos de pasajeros, donde regularmente recibe puntajes altos en las pruebas de choque. Por último, el compuesto de moldeo en láminas es una opción extremadamente económica. Los fabricantes pueden ahorrar dinero en todos los aspectos del proceso de producción, desde los costes laborales mínimos hasta la reducción de residuos. Como ventaja adicional, SMC también ahorra tiempo: puede imprimarse en el molde en lugar de tener que esperar hasta que haya finalizado el proceso de moldeo. Sin embargo, para lograr acabados de clase A, se requiere un proceso de pintura posterior al molde. La introducción de SMC se consideró justificadamente como una revolución en la fabricación de piezas, anunciando el cambio de los metales hacia los polímeros. Incluso hoy en día, SMC es una opción sólida con muchas ventajas tentadoras. Sin embargo, hay algo que hace lo que hace el SMC y el moldeo por compresión incluso mejor, y se llama inyección de fibra larga. Para aplicaciones de alta temperatura en un ambiente aceitoso, el éster de vinilo reemplaza al poliéster sin purificar. Las formulaciones de baja densidad contienen un alto porcentaje de esferas de vidrio huecas. Para una superficie de "Clase A", es esencial mantener el contenido de fibra de vidrio por debajo del 30% en peso y una viscosidad baja, lo que llena el molde y libera las burbujas de aire atrapadas. SMC se suministra en hojas de hasta 1,5 metros de ancho y 4 mm de espesor, empaquetadas entre dos películas. Cuando el SMC está listo para moldear, el material se extiende sobre una mesa de corte y se corta en trozos de forma predeterminada. Se puede realizar un pesaje para verificar el peso de la carga. La carga se coloca sobre la superficie del molde calentada. Este molde consta de un conjunto de matrices de acero forjado que están chapadas o tratadas en la superficie para reducir el desgaste. El molde se calienta con aceite o vapor a 130-170°C Después de cerrar el molde, se aplica una presión de 50-100 bar para una superficie de perfil bajo. El tiempo de curado puede ser de 30 a 150 segundos. La porosidad se puede reducir mediante la aplicación de un revestimiento de molde.
La ventaja más importante y de la que se habla con más frecuencia del compuesto de moldeo en láminas es su peso ligero en comparación con otras sustancias, incluidos metales e incluso otros poliésteres como el compuesto de moldeo a granel (BMC). Por esta razón, SMC ha reemplazado los componentes metálicos como material principal utilizado para una serie de piezas de automóviles. También se ha utilizado en la fabricación de baños, spas y asientos para estadios, cines y arenas. Además de su peso ligero, SMC es fácil de producir y se puede fabricar en grandes volúmenes. En combinación con la naturaleza sencilla y el ciclo de producción corto del proceso de moldeo por compresión, las piezas fabricadas con SMC se pueden crear en un volumen similarmente alto en una pequeña cantidad de tiempo. Sin embargo, la naturaleza liviana de SMC no requiere ningún sacrificio en la fuerza. Es robusto y duradero, capaz de resistir impactos incluso a altas velocidades. El compuesto incluso está aprobado para su uso en las carcasas exteriores de los vehículos de pasajeros, donde regularmente recibe puntajes altos en las pruebas de choque. Por último, el compuesto de moldeo en láminas es una opción extremadamente económica. Los fabricantes pueden ahorrar dinero en todos los aspectos del proceso de producción, desde los costes laborales mínimos hasta la reducción de residuos. Como ventaja adicional, SMC también ahorra tiempo: puede imprimarse en el molde en lugar de tener que esperar hasta que haya finalizado el proceso de moldeo. Sin embargo, para lograr acabados de clase A, se requiere un proceso de pintura posterior al molde. La introducción de SMC se consideró justificadamente como una revolución en la fabricación de piezas, anunciando el cambio de los metales hacia los polímeros. Incluso hoy en día, SMC es una opción sólida con muchas ventajas tentadoras. Sin embargo, hay algo que hace lo que hace el SMC y el moldeo por compresión incluso mejor, y se llama inyección de fibra larga. Para aplicaciones de alta temperatura en un ambiente aceitoso, el éster de vinilo reemplaza al poliéster sin purificar. Las formulaciones de baja densidad contienen un alto porcentaje de esferas de vidrio huecas. Para una superficie de "Clase A", es esencial mantener el contenido de fibra de vidrio por debajo del 30% en peso y una viscosidad baja, lo que llena el molde y libera las burbujas de aire atrapadas. SMC se suministra en hojas de hasta 1,5 metros de ancho y 4 mm de espesor, empaquetadas entre dos películas. Cuando el SMC está listo para moldear, el material se extiende sobre una mesa de corte y se corta en trozos de forma predeterminada. Se puede realizar un pesaje para verificar el peso de la carga. La carga se coloca sobre la superficie del molde calentada. Este molde consta de un conjunto de matrices de acero forjado que están chapadas o tratadas en la superficie para reducir el desgaste. El molde se calienta con aceite o vapor a 130-170°C Después de cerrar el molde, se aplica una presión de 50-100 bar para una superficie de perfil bajo. El tiempo de curado puede ser de 30 a 150 segundos. La porosidad se puede reducir mediante la aplicación de un revestimiento de molde.Resinas Poliéster
De las resinas, el poliéster es el más utilizado ya que se puede aplicar para muchas aplicaciones debido a sus excelentes propiedades físicas y resistencia a los medios químicos de cabina ya la intemperie. Además, el poliéster también se puede pigmentar, rellenar y reforzar con fibra cuando el poliéster todavía está en forma líquida.
Resinas Viniléster
La estructura molecular del viniléster es similar a la del poliéster. El éster de vinilo también es generalmente más resistente y más resistente que el poliéster. Esto se debe a que los sitios reactivos se colocan en los extremos de las cadenas moleculares. Debido a esta estructura, toda la longitud de la cadena molecular puede absorber la carga. Otra propiedad importante del éster vinílico es que contiene menos grupos éster. Por lo tanto, el éster de vinilo es más resistente al agua y otros productos químicos.
Resinas Epoxi
Epoxi se utilizan para productos de alto rendimiento. Generalmente tienen propiedades sobresalientes en comparación con las resinas de poliéster y viniléster. Las resinas epoxi son similares a las resinas de éster vinílico ya que ambas tienen sitios reactivos en los extremos de la cadena molecular. La diferencia es que las resinas epoxi tienen grupos epoxi colocados allí. Las resinas epoxi también se benefician de dos grupos de anillos ubicados en el centro de la cadena. Estos grupos de anillos son superiores a los grupos lineales ordinarios en la absorción de tensiones tanto mecánicas como térmicas. La razón por la que las resinas epoxi no se utilizan más ampliamente en la industria es económica. Los gastos de material son mayores y los ciclos de curado son más largos.
Fibras
El material de fibra más utilizado es el vidrio. Debido al bajo costo, las desventajas pueden pasarse por alto. Esos son módulo de tracción bajo, gravedad específica relativamente alta, sensibilidad a la abrasión y alta dureza que causa un desgaste excesivo en las herramientas de fabricación. Sin embargo, el vidrio también tiene ventajas además de los costos; alta resistencia a la tracción; alta resistencia química y excelentes propiedades aislantes.
Rellenos
Para minimizar el costo, se agregan rellenos a la mezcla preimpregnada. Pero también se usa para disminuir la contracción y sirve como aglutinante para mejorar la calidad de la superficie. El carbonato de calcio (CaCO3) es el relleno más utilizado.
Catalizador y acelerador
Los catalizadores se agregan a la resina para iniciar la reacción de polimerización sin participar en la reacción química. Se agregan aceleradores a la resina para permitir la reacción a temperaturas más bajas y a mayor velocidad.
Agente espesante
Se pueden usar agentes espesantes como óxidos de magnesio o hidróxidos de magnesio y calcio para aumentar la viscosidad.
Aditivos termoplásticos
Al agregar aditivos termoplásticos a las resinas de poliéster y viniléster, se puede reducir la contracción de polimerización SMC. Es posible obtener una contracción nula o incluso positiva después del moldeo.
Agente de desmoldeo
Para ayudar a la liberación del SMC de la herramienta de moldeo, se puede agregar un agente de desmoldeo. Un agente de desmoldeo tiene un punto de fusión bajo, por lo tanto, se mueve a la superficie del SMC en el molde. Como consecuencia, se crea una fina película aceitosa. El estearato de calcio (Ca) Zink (Zn) se utiliza como agentes de liberación.