Efecto disco
Procesos > ► Defectos de inyección > ► Defectos de moldeo
Efecto de disco
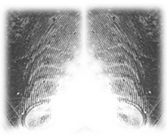 Las ranuras de grabación son líneas muy finas que aparecen en la superficie de las piezas moldeadas y se parecen mucho a las ranuras que se encuentran en un disco musical. El efecto de disco ( tambien llamdo record grooves effect o a veces también se les llama huellas digitales. ) se refiere a marcas formadas perpendicularmente a la dirección de flujo de la masa fundida, que aparecen como anillos concéntricos procedentes de la puerta, especialmente si la puerta es de tamaño insuficiente o en forma paralelas, sobre la superficie de la parte moldeada. La razón de esto puede ser que el frente convexo de la masa fundida se enfría excesivamente debido a una proporción de flujo reducida (posiblemente solo en ciertos momentos). La capa exterior de plástico solidificado puede engrosarse tanto que se extiende hasta algunas regiones del frente de flujo fundido que todavía no tocan la pared del molde. Estas áreas ya no pueden ser presionadas contra la pared del molde sobre su propia superficie, aun cuando el llenado continúe y la presión aumente.
Las ranuras de grabación son líneas muy finas que aparecen en la superficie de las piezas moldeadas y se parecen mucho a las ranuras que se encuentran en un disco musical. El efecto de disco ( tambien llamdo record grooves effect o a veces también se les llama huellas digitales. ) se refiere a marcas formadas perpendicularmente a la dirección de flujo de la masa fundida, que aparecen como anillos concéntricos procedentes de la puerta, especialmente si la puerta es de tamaño insuficiente o en forma paralelas, sobre la superficie de la parte moldeada. La razón de esto puede ser que el frente convexo de la masa fundida se enfría excesivamente debido a una proporción de flujo reducida (posiblemente solo en ciertos momentos). La capa exterior de plástico solidificado puede engrosarse tanto que se extiende hasta algunas regiones del frente de flujo fundido que todavía no tocan la pared del molde. Estas áreas ya no pueden ser presionadas contra la pared del molde sobre su propia superficie, aun cuando el llenado continúe y la presión aumente.Causas
Si la masa fundida se inyecta en un molde frío, se forma una capa solidificada detrás del frente de flujo debido a la alta velocidad de enfriamiento. Si el enfriamiento es muy alto, el área frontal del flujo viscoso evita el flujo frontal directo de la masa fundida. Por lo tanto, el frente de fusión en caliente no se empuja hacia la pared del molde, sino que se alarga en el medio. En algún momento, el frente de flujo tocará la pared del molde, pero las áreas periféricas enfriadas del frente de flujo no tienen contacto con la pared y esto forma la ranura real. Desde el punto de vista del material, uno debe asegurarse de que el material (por ejemplo, poliamida) no se seque demasiado, lo que podría reducir las propiedades de flujo del material. Alternativamente, puede ser posible observar el cambio a un grado de flujo de fusión más alto del material que podría ayudar a reducir el efecto de ranura récord. Desde el punto de vista del equipo, uno debe asegurarse de que los corredores y las puertas tengan el tamaño adecuado, y si no, deben aumentarse. También puede ser necesario agregar compuertas adicionales para reducir la longitud total del flujo que el material necesita ser 'empujado'. Desde el lado del procesamiento, los remedios típicos serían aumentar la temperatura de fusión, aumentar la temperatura del molde, aumentar la velocidad de inyección o aumentar la presión de inyección permitida.
- La temperatura del molde, la temperatura de la masa fundida y la velocidad de inyección son demasiado bajas
- El diseño de la parte moldeada no es apropiado para el procesamiento de este plástico (por ejemplo, paredes más gruesas al final del llenado o un cambio repentino en el espesor de pared)
- Una pérdida muy grande de presión ocurrió en el sistema de correderas
Solución
- Aumentar la temperatura de la superficie del molde
- Subir la velocidad de inyección
- Aumentar la temperatura de la masa fundida
- Soluciones relacionadas con el molde
- Optimizar la geometría de la parte moldeada y evitar cambios repentinos en el espesor de pared
- Aumentar el diámetro del punto de inyección