
Procesos > ► Defectos de inyección > ► Defectos de moldeo
Efecto Jetting
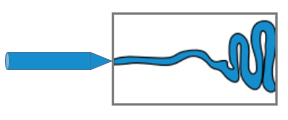 Este es un fenómeno en el cual una línea ondeada parte de la entrada sobre la superficie del producto moldeado, osea es la formación de un cordón de plástico fundido que entra en la cavidad del molde desde el conducto de colada, en un movimiento incontrolado. Este fenómeno ocurre cuando el plástico solidifica sobre la superficie del molde, manteniendo la forma de una cuerda de la entrada y no funde dentro de los plásticos inyectados después. El cordón fundido hace un mínimo contacto con la pared de la cavidad, extendiéndose en pliegues durante la fase de llenado que después son rodeados por el plástico fundido que entra a continuación. Este fenómeno crea una falta de homogeneidad, deformaciones, tensiones locales internas, etc. Por lo tanto en otros casos, estos defectos ocurren en productos moldeados por inyección a través de la entrada. Este defecto no ocurre en el caso de productos moldeados por inyección por otras entradas tales como una entrada directa.
Este es un fenómeno en el cual una línea ondeada parte de la entrada sobre la superficie del producto moldeado, osea es la formación de un cordón de plástico fundido que entra en la cavidad del molde desde el conducto de colada, en un movimiento incontrolado. Este fenómeno ocurre cuando el plástico solidifica sobre la superficie del molde, manteniendo la forma de una cuerda de la entrada y no funde dentro de los plásticos inyectados después. El cordón fundido hace un mínimo contacto con la pared de la cavidad, extendiéndose en pliegues durante la fase de llenado que después son rodeados por el plástico fundido que entra a continuación. Este fenómeno crea una falta de homogeneidad, deformaciones, tensiones locales internas, etc. Por lo tanto en otros casos, estos defectos ocurren en productos moldeados por inyección a través de la entrada. Este defecto no ocurre en el caso de productos moldeados por inyección por otras entradas tales como una entrada directa.Tambien llamdos ; Chorro / Serpenteo / Efecto pasta de dientes
Causas
Por lo general, la resina fundida fluye en forma de una corriente en chorro. Sin embargo, cuando fluye de un área angosta a un espacio amplio, si es demasiado rápido, a veces vuela en tiras y fluye sin entrar en contacto con el molde. Esto se conoce como chorro. Dependiendo de la apariencia del chorro en la superficie de un producto terminado, algunos tienen bandas y otros tienen niebla, pero las razones son las mismas. La causa física del Jetting se basa en un insuficiente flujo del polímero fundido desarrollado en la cavidad. El flujo ideal no se consigue necesariamente durante la fase de llenado del molde sin las medidas correctas. Esto es particularmente cierto en puntos donde de repente el canal se ensancha. Las dificultades de mantener un flujo correcto se agravan con los cambios bruscos del canal de fusión y con la velocidad del plástico inyectado.
Solución
 Las medidas para prevenir este fenómeno dependen de las causas específicas de este efecto. Cuando un material fundido de alta viscosidad entra en el espacio vacío de la cavidad, la fuerza de cohesión de materia crea una gran resistencia al extenderse. Esta fuerza cohesiva interna puede ser reducida con un incremento de la temperatura. También una reducción del esfuerzo de cizalladura sería de gran ayuda, reduciendo por ejemplo, la velocidad. Otra medida es diseñar la dirección de inyección de forma que la resistencia del flujo es generada directamente detrás del conducto de colada. La velocidad inicial de inyección de la fase de llenado debe ser lenta hasta que la capa de material fundido ha sido formada. Después se pueden utilizar las ventajas de a alta velocidad de inyección.
Las medidas para prevenir este fenómeno dependen de las causas específicas de este efecto. Cuando un material fundido de alta viscosidad entra en el espacio vacío de la cavidad, la fuerza de cohesión de materia crea una gran resistencia al extenderse. Esta fuerza cohesiva interna puede ser reducida con un incremento de la temperatura. También una reducción del esfuerzo de cizalladura sería de gran ayuda, reduciendo por ejemplo, la velocidad. Otra medida es diseñar la dirección de inyección de forma que la resistencia del flujo es generada directamente detrás del conducto de colada. La velocidad inicial de inyección de la fase de llenado debe ser lenta hasta que la capa de material fundido ha sido formada. Después se pueden utilizar las ventajas de a alta velocidad de inyección.- Aumenta el tamaño de la puerta (gate)
- Reduzca la velocidad de inyección
- Programe el perfil de velocidades de manera que el flujo sea lento cuando se forma el área de la entrada y luego incremente la velocidad
- Aumente la temperatura de fundido
- Aumente la temperatura del molde
- Aumente la profundidad de la entrada a la cavidad. Se recomienda una profundidad entre 60 y 80% del espesor de pared.
- Relocalice los puntos de inyección de modo tal que el fluido enfrente a la pared del molde
- Cambie a una entrada a la cavidad más ancha tipo abanico
- Disminuya la velocidad de inyección
- Cambie la temperatura de fusión, hacia arriba o hacia abajo
- Utilice un tornillo de mayor compresión
- Mueva la puerta de modo que cuando el plástico ingrese por primera vez a la cavidad golpee una obstrucción, como una costilla o una pared.
La puerta es pequeña
La razón más importante para el chorro es el tamaño de la puerta. Imagine cómo funciona una pistola de agua, entonces no es difícil entender el fenómeno. Cuanto más pequeño es el agujero (puerta), mayor es el poder que lo empuja, lo que lo empeora. La razón es que, cuando el orificio es pequeño, significa que la presión en el lugar es mayor con una mayor velocidad.
Velocidad de inyección
Cuanto más rápida sea la velocidad de inyección, peor será el chorro
Alta viscosidad / baja fluidez
Con el mismo diámetro de compuerta y velocidad de inyección, cuanto mayor es la viscosidad de la resina (menor es la fluidez), peor es el chorro.

