Marcas de rechupe (Sink mark)
Procesos > ► Defectos de inyección > ► Defectos de moldeo
Marcas de rechupe (Sink mark)
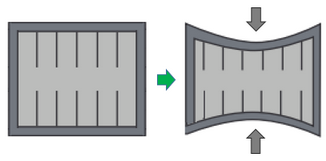 Las marcas de rechupe es uno de los defectos mas frecuentes en el moldeo por inyección, y se muestran al final del proceso. Cuando una parte gruesa del producto se encuentra lejos de la entrada, este defecto no puede ser evitado. Las marcas de sumidero se refieren a la depresión de la superficie causada por la contracción de la resina. Las marcas de hundimiento y vacíos son causadas por un enfriamiento desigual inducido por las paredes de las herramientas de molde. La alteración de la temperatura del refrigerante del núcleo al lado de la cavidad puede tirar de la marca del sumidero en una dirección u otra, pero puede causar otros problemas, como distorsión. Las marcas y huecos de los sumideros son causados por la contracción localizada del material en secciones gruesas sin compensación suficiente cuando la pieza se está enfriando. Casi siempre se produce una marca de hundimiento en la extrusión en una superficie opuesta y adyacente a una pierna o costilla. Esto ocurre debido a la eliminación de calor desequilibrada o factores similares. Ósea en las piezas de plástico moldeadas por inyección cuando el material en la región de características gruesas, como costillas o protuberancias, se contrae más que el material en la pared adyacente. La presencia de tal característica crea una región efectivamente más gruesa que se enfría más lentamente que las regiones vecinas. Las velocidades diferenciales de enfriamiento dan como resultado una depresión en la superficie adyacente que se conoce como marca de sumidero. Después de que la resina cristalina se enfría y solidifica, su volumen se reduce considerablemente, lo que da como resultado la marca de hundimiento. Dado que la contracción (relación de contracción) es básicamente fija, y cuanto mayor es el grosor, mayor es la contracción, la marca de hundimiento
Las marcas de rechupe es uno de los defectos mas frecuentes en el moldeo por inyección, y se muestran al final del proceso. Cuando una parte gruesa del producto se encuentra lejos de la entrada, este defecto no puede ser evitado. Las marcas de sumidero se refieren a la depresión de la superficie causada por la contracción de la resina. Las marcas de hundimiento y vacíos son causadas por un enfriamiento desigual inducido por las paredes de las herramientas de molde. La alteración de la temperatura del refrigerante del núcleo al lado de la cavidad puede tirar de la marca del sumidero en una dirección u otra, pero puede causar otros problemas, como distorsión. Las marcas y huecos de los sumideros son causados por la contracción localizada del material en secciones gruesas sin compensación suficiente cuando la pieza se está enfriando. Casi siempre se produce una marca de hundimiento en la extrusión en una superficie opuesta y adyacente a una pierna o costilla. Esto ocurre debido a la eliminación de calor desequilibrada o factores similares. Ósea en las piezas de plástico moldeadas por inyección cuando el material en la región de características gruesas, como costillas o protuberancias, se contrae más que el material en la pared adyacente. La presencia de tal característica crea una región efectivamente más gruesa que se enfría más lentamente que las regiones vecinas. Las velocidades diferenciales de enfriamiento dan como resultado una depresión en la superficie adyacente que se conoce como marca de sumidero. Después de que la resina cristalina se enfría y solidifica, su volumen se reduce considerablemente, lo que da como resultado la marca de hundimiento. Dado que la contracción (relación de contracción) es básicamente fija, y cuanto mayor es el grosor, mayor es la contracción, la marca de hundimiento  generalmente se produce en la sección gruesa de un producto moldeado. Este tipo de defecto presenta una limitación importante para diseñar y moldear productos de plástico. Las piezas estéticas deben estar prácticamente libres de marcas de hundimiento, mientras que los juguetes a menudo tienen marcas de hundimiento claramente visibles en su superficie. Los termoplásticos cristalinos tienen mayor encogimiento son propicios a mostrar marcas de rechupes mayores, y los plásticos que tiene características menores de encogimiento como los amorfos muestran marcas de encogimiento raramente.
generalmente se produce en la sección gruesa de un producto moldeado. Este tipo de defecto presenta una limitación importante para diseñar y moldear productos de plástico. Las piezas estéticas deben estar prácticamente libres de marcas de hundimiento, mientras que los juguetes a menudo tienen marcas de hundimiento claramente visibles en su superficie. Los termoplásticos cristalinos tienen mayor encogimiento son propicios a mostrar marcas de rechupes mayores, y los plásticos que tiene características menores de encogimiento como los amorfos muestran marcas de encogimiento raramente.Rechupes
Los rechupes pueden crear hundimientos y falta de material en diferentes zonas de la pieza, generalmente aparece si no se añade material a la cavidad del molde mientras el plástico se contrae (mantenimiento, presión de compactación, post-pression), y si las capas todavía no están suficientemente fuertes debido a una falta de refrigeración, se forman hendiduras entre la pared de la cavidad y la corteza de la pieza. Los rechupes también se forman incluso después de que la pieza es extraída del molde. Si la pieza ha sido inyectada demasiado de prisa el núcleo todavía se encuentra en estado líquido, el calor contenido en este núcleo debe ser todavía extraído y esto crea un estado tensional que se traduce en contracciones en la parte exterior de la pieza.

Causas
Las marcas de sumidero se producen durante el proceso de enfriamiento, si la contracción térmica (contracción) del plástico no se puede compensar en ciertas áreas. Si las paredes exteriores de la pieza moldeada no son lo suficientemente estables, debido a un enfriamiento insuficiente, la capa externa se estira hacia adentro por esfuerzos de enfriamiento. Hay tres casos fundamentales:
- solidificación demasiado lenta
- tiempo efectivo de presión de mantenimiento demasiado corto
- no hay suficiente transferencia de presión de retención, porque las resistencias de flujo en el molde son demasiado altas
Para una transferencia óptima de la presión de retención, la parte moldeada debe estar cerrada a la sección transversal más grande. Para evitar la solidificación prematura del sistema de compuerta y compuerta, es necesario un dimensionamiento suficiente. Las marcas de sumidero aparecen, por ejemplo, cerca de acumulaciones de material como depresiones en la superficie de la parte moldeada, si la contracción térmica (contracción) no se puede compensar.
Solución
En el diseño del propio molde evitar diferencias de espesor de las paredes, tomar especial atención a la relación grosor-diseño de los nervios. Asegurar una adecuada refrigeración del molde. El conducto de colada debe ser situado en la pared más gruesa y tener una superficie grande
- Verifique y / o cambie la configuración de la máquina
- Aumente la presión de compactación o sostenida
- Ubicación o diseño incorrecto de la puerta
- Incremente el tiempo de presión sostenida otiempo de tornillo adelante
- Verifique que este tiempo coincida con el sellado de la entrada a la cavidad
- Disminuya la temperatura del molde
- Presión de inyección insuficiente
- Tiempo de permanencia o retención insuficiente
- Cantidad insuficiente de material
- Tiempo de enfriamiento o inyección insuficiente
- Velocidad de inyección excesivamente alta
- Temperatura de fusión o moho demasiado alta
- Diseño deficiente de la pieza, paredes no uniformadas y / o grosor de pared excesivo
- Excepción: con piezas de paredes gruesas aumente la temperatura del molde y incremente el tiempo de enfriamiento
- Cambiar el molde de moldeo compuesto