Material frío
Procesos > ► Defectos de inyección > ► Defectos de moldeo
Material frío (Cold Slug)
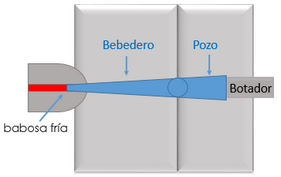 ¿Qué es la babosa fría? Es la pequeña protuberancia de plástico que se enfría y solidifica dentro de la punta de la boquilla durante la fase de enfriamiento del ciclo de inyección. Se piensa que la colda sirva simplemente para sacar la fuente del casquillo cuando se abre el molde. De verdad no es la única función . Su función principal, es actuar como una trampa, para separa la pieza de la colada. Cuando el plástico se solidifica en la boquilla de la máquina o en el canal de colada caliente antes de llenar el molde se dice que el Material frío. Esto fenomeno ocurre porque, quando la boquilla calinte se presiona contra el acero de molde frío refrigerado por agua. La bala fría que se forma en la punta de la boquilla es realmente útil, ya que puede actuar como un pequeño tapón para evitar la baba durante la expulsión. El problema es que durante el disparo sucesivo esta pequeña protuberancia de plástico frío tiene que ir a alguna parte, y preferiría que no entre en su parte. El defecto aparece como una marcas en forma de “cola de cometa” cercanas al punto de inyección o por la presencia de rayas concentradas localmente. Si en este punto el material no se funde bien siendo muy viscoso puede obstruir el canal de flujo, de tal forma que la masa fundida se divide creando una línea de unión. En algunos casoso los puntos frío pueden bloquear el punto de inyección, impidiendo que la cavidad del molde se llene completamente. Otro caso es cuando una pequeña área no uniforme en la parte causada por una pieza de plástico calentada incorrectamente que se adhiere a la parte. De consequencia las propiedades mecánicas se reducen si el punto frío no se funde homogéneamente con el resto de la masa fundida.
¿Qué es la babosa fría? Es la pequeña protuberancia de plástico que se enfría y solidifica dentro de la punta de la boquilla durante la fase de enfriamiento del ciclo de inyección. Se piensa que la colda sirva simplemente para sacar la fuente del casquillo cuando se abre el molde. De verdad no es la única función . Su función principal, es actuar como una trampa, para separa la pieza de la colada. Cuando el plástico se solidifica en la boquilla de la máquina o en el canal de colada caliente antes de llenar el molde se dice que el Material frío. Esto fenomeno ocurre porque, quando la boquilla calinte se presiona contra el acero de molde frío refrigerado por agua. La bala fría que se forma en la punta de la boquilla es realmente útil, ya que puede actuar como un pequeño tapón para evitar la baba durante la expulsión. El problema es que durante el disparo sucesivo esta pequeña protuberancia de plástico frío tiene que ir a alguna parte, y preferiría que no entre en su parte. El defecto aparece como una marcas en forma de “cola de cometa” cercanas al punto de inyección o por la presencia de rayas concentradas localmente. Si en este punto el material no se funde bien siendo muy viscoso puede obstruir el canal de flujo, de tal forma que la masa fundida se divide creando una línea de unión. En algunos casoso los puntos frío pueden bloquear el punto de inyección, impidiendo que la cavidad del molde se llene completamente. Otro caso es cuando una pequeña área no uniforme en la parte causada por una pieza de plástico calentada incorrectamente que se adhiere a la parte. De consequencia las propiedades mecánicas se reducen si el punto frío no se funde homogéneamente con el resto de la masa fundida.Causas
- La temperatura de la boquilla es demasiado baja
- La boquilla no tiene resistencia o la potencia de las bandas calefactoras es muy baja
- El material escurre por la boquilla o por los tips de la colada caliente, se enfría y es inyectado dentro de la cavidad en el siguiente disparo
- El orificio de la boquilla no tiene ángulo de salida
- Se quiebra una pequeña sección del punto de inyección de túnel al expulsar la pieza y es inyectada en el siguiente disparo
Solución

- Aumentar la temperatura de la boquilla
- Ajustar la descompresión al final de la carrera de plastificación
- Reducir la contrapresión
- Bajar la temperatura de la boquilla
- Soluciones relacionadas con la máquina
- Calentar la boquilla con bandas calefactoras adicionales
- Aumentar la capacidad de la resistencia o instalar varias bandas
- calefactoras en la boquilla de la máquina
- Utilizar una boquilla con cierre o un sistema de colada caliente con compuertas de cierre
- Cambiar a una boquilla con ángulo invertido
- Soluciones relacionadas con el molde
- Maquinar un pozo frío en la corredera y/o antes del punto de inyección
- Modificar el ángulo del punto de inyección para el material usado
- No utilizar un punto de inyección de túnel para plásticos quebradizos