Soldadura por fricción
Procesos > ► Soldadura
Soldadura por fricción (rotacional)

La soldadura por fricción de termoplásticos es una técnica establecida desde hace mucho tiempo que se suele emplear para unir piezas moldeadas por inyección. El proceso de soldadura ha encontrado muchas aplicaciones que van desde la automoción, por ejemplo, colectores de admisión de aire y tanques de expansión, hasta componentes de electrodomésticos como un flotador de bola de cisterna. Las aplicaciones experimentales de la soldadura por fricción para termoplásticos han incluido la soldadura de tuberías de polietileno para distribución de gas y agua. Hay seis variaciones identificables del proceso de soldadura por fricción; agitador lineal, orbital, multidireccional, rotacional, angular y por fricción.En realidad, una superficie aparentemente lisa consta de muchas proyecciones microscópicas, llamadas asperezas. Cuando una superficie se mueve en relación con otra, estas asperezas interactúan, generando fricción, la fuerza que resiste el movimiento entre dos o más superficies que interactúan. La interacción de estas asperezas a través del elástico y el rendimiento plástico genera calor. La soldadura por fricción utiliza este fenómeno para unir aplicaciones. El movimiento mecánico inducido de la soldadura por fricción genera calor, lo que hace que los materiales se unan para suavizarse y volverse viscosos. Mientras se encuentra en estado suavizado, el movimiento mecánico del proceso mezcla los materiales para crear una unión. La forma en que se produce la mezcla de calor y material por fricción depende en gran medida del proceso de soldadura por fricción utilizado, de los cuales existen cuatro procesos principales:La soldadura por fricción de termoplásticos es también llamada soldadura por frotamiento rotativo. Los principales parámetros de soldadura incluyen la velocidad de rotación, la presión por fricción, presión de forja, tiempo de soldadura y área de soldadura. Las ventajas de la soldadura por fricción son la alta calidad de la soldadura y la sencillez y reproducibilidad del proceso.
Mientras se encuentra en estado suavizado, el movimiento mecánico del proceso mezcla los materiales para crear una unión. la forma en que se produce la mezcla de calor y material por fricción depende en gran medida del proceso de soldadura por fricción utilizado, de los cuales existen cuatro procesos principales:
- soldadura por fricción por agitación (FSW)
- soldadura por fricción por punto de agitación (FSSW)
- soldadura por fricción lineal (lVF)
- soldadura por fricción rotativa (RFW)
FSW y FSSW utilizan una herramienta dedicada para generar el calor de fricción y la mezcla mecánica. FSW funciona utilizando una herramienta no consumible, que se gira y se hunde en la interfaz de dos piezas. la herramienta se mueve a través de la interfaz y el calor de fricción hace que el material se caliente y se ablande. la herramienta giratoria luego mezcla mecánicamente el material ablandado para producir una unión; fssw es una variante de fsw y funciona al rotar, hundir y retraer una herramienta no consumible en dos piezas en una configuración de junta de solape para hacer una soldadura "puntual". durante fssw no hay desplazamiento de la herramienta a través de las piezas de trabajo. LFW y RFW no requieren una herramienta no consumible, es decir, las piezas individuales que se unen se usan para generar el calor de fricción y la mezcla mecánica. LFW funciona al oscilar linealmente una pieza de trabajo en relación con otra mientras está bajo una fuerza de compresión. La fricción entre las superficies oscilantes produce calor, lo que hace que el material de la interfaz se ablande y se mezcle mecánicamente. RFW es similar a LFW, excepto que las piezas a menudo son redondas y se giran entre sí, durante LFW y RFW, las piezas de trabajo generalmente se acortan ("quemado") en la dirección de la fuerza de compresión, formando el flash.
Procesos de soldadura por fricción termoplástica
 Las formas lineal y rotacional del proceso de soldadura por fricción se utilizan ampliamente en aplicaciones industriales. Las máquinas de soldar que utilizan técnicas orbitales y multidireccionales solo están disponibles en los últimos años. El proceso de soldadura por fricción angular solo se ha utilizado en un número limitado de aplicaciones comerciales y el equipo no está disponible comercialmente. El proceso de agitación por fricción todavía está en desarrollo para los plásticos, aunque ahora se usa ampliamente para los metales. La soldadura por fricción lineal (también conocida como soldadura por vibración) de termoplásticos implica frotar juntos, bajo fuerza axial, un componente en un movimiento alternativo lineal contra un componente fijo fijo. La frecuencia de la vibración suele estar entre 100 y 240 Hz con un movimiento de vibración de pico a pico de 1 a 4 mm. La soldadura por fricción rotacional (o soldadura por rotación) incluye la rotación de una parte en un movimiento circular continuo contra otra parte, bajo fuerza axial. La velocidad de rotación típica está entre 1200 y 3500 rpm. La soldadura orbital implica frotar juntas las partes termoplásticas, bajo fuerza axial, en un movimiento orbital en la interfaz. Similar a la soldadura por fricción lineal, la frecuencia de operación es de alrededor de 200Hz con una desviación fuera del eje entre 1 y 2 mm. El movimiento orbital se ha adaptado en algunos equipos para proporcionar un patrón de vibración multidireccional y no uniforme. La soldadura por fricción angular, está diseñada para permitir la soldadura de componentes circulares en modo de vibración. Los componentes se frotan entre sí en un movimiento alternativo, unos pocos grados (normalmente de 2 a 5°), durante el proceso de soldadura, lo que genera un arco de movimiento de vibración en las interfaces de los componentes. El proceso final de fricción, fricción agitación, implica una herramienta móvil no consumible que se fuerza entre las piezas a soldar, que se mantienen fijas. La herramienta puede ser un pasador giratorio o una cuchilla que se hace vibrar en un movimiento alternativo lineal, ya sea en línea con la articulación o perpendicular a ella.
Las formas lineal y rotacional del proceso de soldadura por fricción se utilizan ampliamente en aplicaciones industriales. Las máquinas de soldar que utilizan técnicas orbitales y multidireccionales solo están disponibles en los últimos años. El proceso de soldadura por fricción angular solo se ha utilizado en un número limitado de aplicaciones comerciales y el equipo no está disponible comercialmente. El proceso de agitación por fricción todavía está en desarrollo para los plásticos, aunque ahora se usa ampliamente para los metales. La soldadura por fricción lineal (también conocida como soldadura por vibración) de termoplásticos implica frotar juntos, bajo fuerza axial, un componente en un movimiento alternativo lineal contra un componente fijo fijo. La frecuencia de la vibración suele estar entre 100 y 240 Hz con un movimiento de vibración de pico a pico de 1 a 4 mm. La soldadura por fricción rotacional (o soldadura por rotación) incluye la rotación de una parte en un movimiento circular continuo contra otra parte, bajo fuerza axial. La velocidad de rotación típica está entre 1200 y 3500 rpm. La soldadura orbital implica frotar juntas las partes termoplásticas, bajo fuerza axial, en un movimiento orbital en la interfaz. Similar a la soldadura por fricción lineal, la frecuencia de operación es de alrededor de 200Hz con una desviación fuera del eje entre 1 y 2 mm. El movimiento orbital se ha adaptado en algunos equipos para proporcionar un patrón de vibración multidireccional y no uniforme. La soldadura por fricción angular, está diseñada para permitir la soldadura de componentes circulares en modo de vibración. Los componentes se frotan entre sí en un movimiento alternativo, unos pocos grados (normalmente de 2 a 5°), durante el proceso de soldadura, lo que genera un arco de movimiento de vibración en las interfaces de los componentes. El proceso final de fricción, fricción agitación, implica una herramienta móvil no consumible que se fuerza entre las piezas a soldar, que se mantienen fijas. La herramienta puede ser un pasador giratorio o una cuchilla que se hace vibrar en un movimiento alternativo lineal, ya sea en línea con la articulación o perpendicular a ella.Operación de proceso
En todos los procesos de soldadura por fricción de termoplásticos, el calor generado por la acción de frotamiento debe ser suficiente para derretir y hacer fluir el plástico en la interfaz de soldadura. Se genera suficiente calor mediante una combinación de tiempo de soldadura, fuerza de soldadura y velocidad de interfaz, determinada por el movimiento alternativo o de rotación. En todos los procesos de fricción, excepto en la agitación por fricción, se puede observar un patrón de comportamiento similar. Normalmente, el gráfico de desplazamiento / tiempo se puede dividir en cuatro fases. En la Fase I, las piezas se juntan y se aplica una fuerza axial. La fricción interfacial comienza pero inicialmente no fluye material. En la Fase II, el material de la zona de soldadura comienza a fundirse y comienza el desplazamiento del material hacia los bordes de la soldadura. La fase III es una fase de estado estable; el material se expulsa de la soldadura a una velocidad constante. La fase IV es la fase de enfriamiento cuando se detiene la fricción interfacial pero la fuerza aún se aplica para consolidar la soldadura. En general, se acepta que las Fases I, II y IV son una parte esencial del proceso, pero que no hay ningún beneficio, en términos de resistencia de la soldadura, en prolongar la Fase III. Normalmente, las Fases I y II tardarían entre 0,5 y 8 segundos en completarse, dependiendo del área de superficie que se unirá. Normalmente, los tiempos de enfriamiento en la Fase IV serían entre 4 y 10 segundos.
Parámetros del proceso de soldadura
En los procesos de fricción, la soldadura se puede realizar hasta que haya transcurrido un tiempo de soldadura preestablecido o hasta que se haya logrado un desplazamiento de material preestablecido. Cuando se suelda por tiempo, el tiempo de soldadura es el tiempo que las piezas de plástico se frotan entre sí para generar calor. Como se discutió anteriormente, el tiempo de soldadura idealmente debería terminarse cuando se alcanza la fase de estado estable del ciclo de soldadura. Esto se puede determinar utilizando un transductor de desplazamiento. Los materiales con un punto de fusión más alto normalmente requerirían un tiempo de soldadura más largo. Una alternativa a la soldadura por tiempo es soldar por desplazamiento. La fricción interfacial se aplica a los componentes que se están soldando hasta que se logra un desplazamiento fijo del material. Normalmente, esto sería de 1 a 2 mm, pero dependería de la planitud de los componentes que se van a soldar. Deberían tenerse en cuenta las ondulaciones en la interfaz de soldadura al establecer el desplazamiento de la soldadura. Aplicar una fuerza al componente durante la soldadura crea una presión en la interfaz de la junta. Para la soldadura por fricción de plásticos, la presión típica de soldadura y enfriamiento está entre 0.5 y 2MPa. El aumento de la presión de soldadura más allá de estos valores puede reducir la resistencia de la soldadura al expulsar la mayoría de los materiales termoplásticos fundidos, lo que da como resultado la formación de una 'soldadura fría'. El tiempo de enfriamiento es el período de tiempo durante el cual las piezas permanecen bajo presión después de que ha cesado el movimiento de fricción relativo. Otros parámetros del proceso de soldadura son exclusivos de los procesos individuales e incluyen la amplitud y frecuencia en el proceso de vibración y la velocidad de rotación en el proceso de soldadura por rotación.
Diseño de componentes
El diseño de componentes se puede dividir en el diseño de la junta y el diseño del componente en sí. El diseño de juntas y componentes es fundamental para el éxito de los procesos de soldadura por fricción, particularmente en la soldadura por fricción lineal y orbital donde la flexión en las paredes de los componentes puede resultar en una reducción del movimiento interfacial relativo necesario para producir calentamiento por fricción. Para eliminar este problema, es importante incluir características tales como nervios de refuerzo y bridas en U en la pared del componente alrededor del área de soldadura. La brida en U es particularmente importante ya que está diseñada para bloquear la pared del componente a la herramienta, evitando así la flexión de la pared. La flexión de la pared es especialmente un problema en la soldadura por vibración donde las vibraciones ocurren transversalmente a la pared del componente.
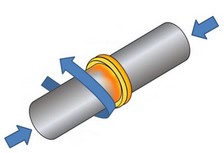
El método de soldadura por fricción
La soldadura por rotación es una forma particular de la soldadura por fricción. En este proceso uno de los sustratos es fijo, mientras que el otro se hace girar con una velocidad angular controlada. Cuando las partes se presionan entre sí, el calor de fricción hace que el polímero funda y una soldadura se crea en el enfriamiento.
Adecuado para
Los procesos de soldadura por fricción son técnicas ampliamente utilizadas para el ensamblaje de componentes plásticos. La selección correcta de los parámetros de soldadura y el diseño de los componentes es esencial para una soldadura exitosa utilizando estos procesos. La soldadura por fricción se puede aplicar a casi todos los materiales termoplásticos, ya sea moldeado por inyección, extruido, moldeado por soplado, termoformado, espumado o estampado.
Aplicaciones de la soldadura por fricción
El inconveniente de este proceso es que, en su forma más simple, sólo es adecuada para aplicaciones en las que al menos uno de los componentes es circular y no requiere alineación angular. Esta es una forma común de producción de bajo y medio costo de ruedas de plástico, por ejemplo, de juguetes o carritos de compra.