
Procesos > ► Vulcanización
Vulcanización
El proceso de vulcanización es necesario para producir los artículos de caucho más útiles, como neumáticos y artículos mecánicos. El caucho no vulcanizado generalmente no es fuerte, no se retrae esencialmente a su forma original después de una gran deformación y puede ser muy pegajoso. En resumen, el caucho no vulcanizado puede tener la misma consistencia que la goma de mascar Desde esos primeros días, ha habido un progreso continuo hacia la mejora del proceso y en los artículos de caucho vulcanizado resultantes. Además del caucho natural, a lo largo de los años se han introducido muchos cauchos sintéticos. Además, además del azufre, se han introducido otras sustancias como componentes de los sistemas de curado (vulcanización).
Entrecruzamiento
Se hace hincapié en los cauchos de uso general con "alto contenido de dieno"; por ejemplo, caucho natural (NR), caucho de estireno-butadieno (SBR) y caucho de butadieno (BR), vulcanizados por azufre en presencia de aceleradores orgánicos. La vulcanización con azufre acelerada de estos cauchos junto con la vulcanización de otros cauchos, que son vulcanizados por tecnología estrechamente relacionada, comprende más del 90% de toda la vulcanización. Estos cauchos incluyen caucho de monómero de etileno-propileno-dieno (EPDM), caucho de butilo (IIR), cauchos de halobutilo y caucho de nitrilo (NBR). Sin embargo, le damos alguna consideración a la vulcanización por la acción de otros agentes de vulcanización tales como peróxidos orgánicos, curativos fenólicos y curativos quinoides. También se considera la vulcanización dinámica (DV). DV es la reticulación de un polímero en una mezcla de polímeros durante su mezcla, estando todos los polímeros de la mezcla en estado fundido. El proceso se utiliza en la preparación de elastómeros termoplásticos a partir de mezclas de caucho y plástico.
Definición de vulcanización
La vulcanización es un proceso generalmente aplicado a materiales elastoméricos o gomosos. Estos materiales se retraen a la fuerza a su forma aproximadamente original después de una deformación bastante grande impuesta mecánicamente. La vulcanización se puede definir como un proceso que aumenta la fuerza retráctil y reduce la cantidad de deformación permanente que queda después de eliminar la fuerza deformante. Por lo tanto, la vulcanización aumenta la elasticidad mientras disminuye la plasticidad. Generalmente se logra mediante la formación de una red molecular reticulada. Según la teoría de la elasticidad del caucho, la fuerza retráctil para resistir una deformación es proporcional al número de cadenas de polímero que soportan la red por unidad de volumen de elastómero. Una cadena de polímero de soporte es un segmento molecular de polímero lineal entre uniones de red. Un aumento en el número de uniones o enlaces cruzados da un aumento en el número de cadenas de soporte. En un polímero alto lineal no vulcanizado (por encima de su punto de fusión), solo los entrelazamientos de cadenas moleculares constituyen uniones. La vulcanización, por lo tanto, es un proceso de producción química de uniones de red mediante la inserción de enlaces cruzados entre cadenas de polímeros. Una reticulación puede ser un grupo de átomos de azufre en una cadena corta, un solo átomo de azufre, un enlace carbono-carbono, un radical orgánico polivalente, un grupo iónico o un ión metálico polivalente. el caucho, mezclado con agentes vulcanizantes, en un molde a presión. Observamos que, para artículos de caucho extruidos, el extruido de caucho compuesto se puede calentar en un baño de sal o incluso en aire caliente.
Efectos de la vulcanización sobre las propiedades del vulcanizado
 La vulcanización provoca cambios muy significativos a nivel molecular. Las moléculas de caucho largas (peso molecular generalmente entre 100.000 y 500.000 daltons) se unen entre sí con junturas (reticulaciones) espaciadas a lo largo de las cadenas poliméricas, con la distancia media entre junturas correspondiente a un peso molecular entre reticulaciones de aproximadamente 4000 y 10.000 daltons. Debido a la formación de la red, el caucho se vuelve esencialmente insoluble en cualquier solvente y no se puede procesar por ningún medio que requiera que fluya, como el procesamiento en una mezcladora o extrusora; en un molino o calendario; o durante el modelado, conformado o moldeado. Por tanto, es esencial que la vulcanización se produzca sólo después de que el artículo de caucho esté en su forma geométrica final. Los efectos de la vulcanización sobre las propiedades de uso final se ilustran en la figura. Cabe señalar que el módulo estático aumenta con la vulcanización en mayor medida que el módulo dinámico. (Aquí, el módulo estático es más correctamente el módulo de equilibrio, aproximado por un módulo de baja deformación y velocidad de deformación lenta. El módulo dinámico se mide generalmente con la imposición de una deformación pequeña sinusoidal a una frecuencia de 1 a 100 Hz). El módulo dinámico es una combinación de comportamiento viscoso y elástico, mientras que el módulo estático es en gran medida una medida del componente elástico del comportamiento reológico. La formación de reticulación reduce en gran medida la histéresis. La histéresis es la relación entre el componente viscoso o dependiente de la velocidad y el componente elástico de la resistencia a la deformación. También es una medida de la energía de deformación, que no se almacena (ni es soportada por la red elástica), sino que se convierte en calor. La vulcanización provoca entonces una compensación de elasticidad por comportamiento viscoso o plástico. La resistencia al desgarro, la vida útil a la fatiga y la tenacidad están relacionadas con la energía de rotura. Los valores de estas propiedades aumentan con pequeñas cantidades de reticulación, pero se reducen mediante la formación de reticulaciones adicionales. Las propiedades relacionadas con la energía para romper aumentan con los aumentos tanto en el número de cadenas de red como en la histéresis. Dado que la histéresis disminuye a medida que se desarrollan más cadenas de red, las propiedades relacionadas con la energía para romperse se maximizan a alguna densidad de reticulación intermedia. Cabe señalar que las propiedades dadas en la figura no son funciones solo de la densidad de reticulación. El tipo de reticulación, el tipo de polímero y el tipo y la cantidad de carga, y eso también les afecta. La reversión es un término que se aplica generalmente a la pérdida de estructuras de red por envejecimiento térmico no oxidativo. Suele asociarse a cauchos de isopreno vulcanizados por azufre. Puede ser el resultado de un tiempo de vulcanización demasiado largo (sobrecurado) o del envejecimiento en caliente de las secciones gruesas. Es más severo a temperaturas superiores a 155°C. Ocurre en vulcanizados que contienen una gran cantidad de reticulaciones polisulfídicas. Aunque su mecanismo es complejo, se ha deducido mucho sobre los cambios químicos que ocurren durante la reversión del caucho natural. En ocasiones, el término reversión se aplica a otros tipos de degradación no oxidativa, especialmente con respecto a los cauchos no basados en isopreno. Por ejemplo, el envejecimiento térmico de SBR (caucho de estireno-butadieno), que puede causar un aumento de la densidad de reticulación y el endurecimiento, se ha denominado reversión, ya que puede ser el resultado de un curado excesivo y también puede degradar la utilidad de un producto.
La vulcanización provoca cambios muy significativos a nivel molecular. Las moléculas de caucho largas (peso molecular generalmente entre 100.000 y 500.000 daltons) se unen entre sí con junturas (reticulaciones) espaciadas a lo largo de las cadenas poliméricas, con la distancia media entre junturas correspondiente a un peso molecular entre reticulaciones de aproximadamente 4000 y 10.000 daltons. Debido a la formación de la red, el caucho se vuelve esencialmente insoluble en cualquier solvente y no se puede procesar por ningún medio que requiera que fluya, como el procesamiento en una mezcladora o extrusora; en un molino o calendario; o durante el modelado, conformado o moldeado. Por tanto, es esencial que la vulcanización se produzca sólo después de que el artículo de caucho esté en su forma geométrica final. Los efectos de la vulcanización sobre las propiedades de uso final se ilustran en la figura. Cabe señalar que el módulo estático aumenta con la vulcanización en mayor medida que el módulo dinámico. (Aquí, el módulo estático es más correctamente el módulo de equilibrio, aproximado por un módulo de baja deformación y velocidad de deformación lenta. El módulo dinámico se mide generalmente con la imposición de una deformación pequeña sinusoidal a una frecuencia de 1 a 100 Hz). El módulo dinámico es una combinación de comportamiento viscoso y elástico, mientras que el módulo estático es en gran medida una medida del componente elástico del comportamiento reológico. La formación de reticulación reduce en gran medida la histéresis. La histéresis es la relación entre el componente viscoso o dependiente de la velocidad y el componente elástico de la resistencia a la deformación. También es una medida de la energía de deformación, que no se almacena (ni es soportada por la red elástica), sino que se convierte en calor. La vulcanización provoca entonces una compensación de elasticidad por comportamiento viscoso o plástico. La resistencia al desgarro, la vida útil a la fatiga y la tenacidad están relacionadas con la energía de rotura. Los valores de estas propiedades aumentan con pequeñas cantidades de reticulación, pero se reducen mediante la formación de reticulaciones adicionales. Las propiedades relacionadas con la energía para romper aumentan con los aumentos tanto en el número de cadenas de red como en la histéresis. Dado que la histéresis disminuye a medida que se desarrollan más cadenas de red, las propiedades relacionadas con la energía para romperse se maximizan a alguna densidad de reticulación intermedia. Cabe señalar que las propiedades dadas en la figura no son funciones solo de la densidad de reticulación. El tipo de reticulación, el tipo de polímero y el tipo y la cantidad de carga, y eso también les afecta. La reversión es un término que se aplica generalmente a la pérdida de estructuras de red por envejecimiento térmico no oxidativo. Suele asociarse a cauchos de isopreno vulcanizados por azufre. Puede ser el resultado de un tiempo de vulcanización demasiado largo (sobrecurado) o del envejecimiento en caliente de las secciones gruesas. Es más severo a temperaturas superiores a 155°C. Ocurre en vulcanizados que contienen una gran cantidad de reticulaciones polisulfídicas. Aunque su mecanismo es complejo, se ha deducido mucho sobre los cambios químicos que ocurren durante la reversión del caucho natural. En ocasiones, el término reversión se aplica a otros tipos de degradación no oxidativa, especialmente con respecto a los cauchos no basados en isopreno. Por ejemplo, el envejecimiento térmico de SBR (caucho de estireno-butadieno), que puede causar un aumento de la densidad de reticulación y el endurecimiento, se ha denominado reversión, ya que puede ser el resultado de un curado excesivo y también puede degradar la utilidad de un producto.La vulcanización del caucho
- Físico: Ocurre por interacciones débiles, por ejemplo, fuerzas de Van der Waals o puentes de hidrógeno
- Químico: Ocurre por la presencia de radicales en las cadenas de los polímeros, que reaccionan para crear el enlace
- Enzimático: Por la presencia de la enzima, se promueve la reacción de reticulación
El caucho no vulcanizado solo posee una fase gomosa altamente elástica, por lo que se encuentra en un estado amorfo y no tiene capacidad de uso. Para lograr las características elastoméricas deseadas, es necesario un tratamiento térmico particular llamado vulcanización, útil tanto para mejorar las propiedades como para impartir elasticidad al material a través de la reticulación de las cadenas de polímero. Las cadenas de polímero antes de la vulcanización están retorcidas sobre sí mismas, unidas entre sí por fuerzas intermoleculares débiles. La vulcanización, de hecho, conduce a la formación de enlaces químicos transversales de una cadena a otra: de esta manera, a partir de una maraña de cadenas individuales se crea una red continua y tridimensional. Después de que el agente de vulcanización, el acelerante y otros aditivos se mezclan con moléculas de caucho para la vulcanización a través de un cierto tiempo, temperatura y presión, se forma una estructura de red reticulada. Esta estructura tridimensional pone fin al estado amorfo del caucho, y confiere a la goma resistencia superior a la abrasión, módulo de elasticidad y otras excelentes propiedades en general. Esta estructura es una reticulación química de moléculas que no pueden ser destruidas por la temperatura, lo que da como resultado la dificultad del caucho en el reciclado y el reprocesamiento. Después de la vulcanización, el caucho adquiere propiedades elastoméricas, y el producto adquiere estabilidad dimensional. El proceso de vulcanización depende exponencialmente de la temperatura y, como en todas las reacciones químicas, exotérmicas o endotérmicas (como la vulcanización), a medida que aumenta la temperatura, la velocidad de reacción también aumenta (a un aumento de aproximadamente 10°C, la temperatura corresponde a aproximadamente la mitad del tiempo requerido para completar la vulcanización). A nivel industrial, por esta razón, se hacen esfuerzos para operar a temperaturas más altas permitidas, a fin de reducir el tiempo del proceso tanto como sea posible. Sin embargo, se cumple el límite de resistencia a las altas temperaturas del caucho. De hecho, puede ocurrir el fenómeno de reversión, que es una descomposición química del producto vulcanizado, causada por sobre-vulcanización. En este caso, el caucho sobre vulcanizado se ablanda y pierde elasticidad elástica, volviéndose pegajoso. Sin embargo, la estructura tridimensional física de TPE está formada por la fase rígida en estado vítreo y la fase gomosa en estado altamente elástico a temperatura ambiente, y puede destruirse aumentando la temperatura. Como resultado, TPE se puede usar y procesar repetidamente, y es fácil de reciclar. La posibilidad de introducir agentes reticulantes en la estructura de los biopolímeros depende en gran medida de la alineación química, la presencia de grupos activos y el peso molecular de los biopolímeros, así como la compatibilidad del agente y el polímero para formar interacciones apropiadas.
Caucho crudo
El caucho crudo es un material con un comportamiento plástico, no elástico. Para alcanzar las características elastoméricas deseadas es necesario agregar algunos aditivos, aceleradores, reticuladores y rellenos, como negro de humo, sílice o carbonato de calcio. En particular, es necesario un tratamiento térmico llamado vulcanización, útil tanto para mejorar las propiedades como para impartir elasticidad al material a través de la reticulación de las cadenas de polímero. Las cadenas de polímero antes de la vulcanización están retorcidas sobre sí mismas, unidas entre sí por fuerzas intermoleculares débiles. La vulcanización, de hecho, conduce a la formación de enlaces químicos transversales de una cadena a otra: de esta manera, a partir de una maraña de cadenas individuales se crea una red continua y tridimensional. Después de la vulcanización, el caucho adquiere propiedades elastoméricas, y el producto adquiere estabilidad dimensional. El proceso de vulcanización depende exponencialmente de la temperatura y, como en todas las reacciones químicas, exotérmicas o endotérmicas (como la vulcanización), a medida que aumenta la temperatura, la velocidad de reacción también aumenta (a un aumento de aproximadamente 10°C la temperatura corresponde aproximadamente la mitad del tiempo requerido para completar la vulcanización). A nivel industrial, por esta razón, se hacen esfuerzos para operar a temperaturas más altas permitidas, a fin de reducir el tiempo del proceso tanto como sea posible. Sin embargo, se cumple el límite de resistencia a las altas temperaturas del caucho. De hecho, puede ocurrir el fenómeno de reversión, que es una descomposición química del producto vulcanizado, causada por sobre-vulcanización. En este caso, el caucho sobre vulcanizado se ablanda y pierde elasticidad elástica, volviéndose pegajoso.
Efectos de la vulcanizacion en las propiedades de vulcanización
La vulcanización causa cambios profundos a nivel molecular. Las moléculas de caucho largas se convierten en enlaces cruzados junto con las uniones (enlaces cruzados) espaciadas a lo largo de las cadenas poliméricas, con la distancia promedio entre las uniones y los 4.000 a 10.000 daltons.
Como resultado de esta formación de red, no puede procesarse por ningún medio que requiera que fluya, por ejemplo, en un mezclador, en una extrusora, en un molino, en una inyectora, o durante el modelado, conformado o moldeado. Es esencial que la vulcanización ocurra solo después de que el artículo de caucho esté en su forma final.
Endurecimiento
Endurecimiento de una resina termoestable por reacción química de condensación o adición que produce la reticulación o entrecruzamiento de sus cadenas, dando lugar a un producto que no cambia sus propiedades. Puede estar acompañado por la adición de agentes de entrecruzamiento, con o sin adición de catalizadores, con o sin aplicación de calor y/o presión.
Modulo
El módulo estático aumenta con mayor extensión que el módulo dinámico. El módulo dinámico generalmente se mide con la imposición de una pequeña tensión sinusoidal a una frecuencia de 1-100 Hz. el módulo es un compuesto de comportamiento viscoso y elástico, mientras que el módulo estático es en gran medida una medida del componente elástico del comportamiento reológico. Si el polímero está reticulado, y la temperatura es suficientemente alta, el módulo elástico crece linealmente a medida que aumenta la temperatura, hasta la descomposición, al es el comportamiento de los cauchos vulcanizados.
La histéresis se reduce al aumentar la formación de reticulación
La histéresis es la relación del componente viscoso o dependiente de la velocidad al componente elástico de la resistencia a la deformación. También es una medida de la energía de deformación que no se almacena (o es soportada por la red elástica) pero que se convierte en calor. La vulcanización provoca una compensación de elasticidad por comportamiento viscoso o plástico. Resistencia al desgarro, fatiga y resistencia. Los valores de estas propiedades aumentan con pequeñas cantidades de reticulación, pero se reducen en mayor medida.
Vulcanización por sulfuro sin acelerador
Inicialmente, la vulcanización se realizó utilizando azufre elemental a una concentración de 8 partes por 100 partes de caucho (phr), se necesitaron 5 horas a 140 ~ . La adición de óxido de zinc redujo el tiempo a 3 horas y el uso de aceleradores en concentrado tan bajo reduce el tiempo como de 1 a 3 minutos. Como resultado, la vulcanización de elastómeros por azufre sin acelerador ya no tiene mucha importancia comercial.
Vulcanización por sulfuro con acelerador
Agregando sulfuro y N-(ciclohexiltio) ftalimida (CTP) cuyas pequeñas concentraciones se usaron junto con aceleradores de benzotiazolesulfenamida, se obtiene una vulcanización más rápida.
La vulcanización con azufre acelerado es el método más utilizado. Para muchas aplicaciones, es la única técnica de reticulación rápida que, de hecho, puede proporcionar la acción retardada requerida para el procesamiento, la conformación y la formación antes de la formación de la red vulcanizada intratable. Se usa para vulcanizar caucho natural (NR), caucho de isopreno sintético (IR), estireno-butadieno (SBR), caucho de nitrilo (NBR), caucho de butilo (IIR), caucho de clorobutilo (CIIR), caucho de bromobutilo (BIIR) y etileno-propileno-dieno caucho de monómero (EPDM).
Proceso de reticulación
El proceso de reticulación se puede llevar a cabo durante la preparación del polímero para obtener el material terminado en una etapa, sin embargo, en caso de no alcanzar la eficiencia deseada se deberá realizar una etapa complementaria (llamada reticulación posterior). Estos procesos se realizan generalmente a temperatura ambiente, temperatura intermedia (<150°C) o temperatura alta (200°C), dependiendo del tipo de reacción o características que se desean lograr.
Temperatura ambiente: El desarrollo de redes integradas en sistemas sensibles al calor y la eficiencia energética son temas interesantes en reacciones de reticulación de polímeros a temperatura ambiente. La reactividad es una limitación crucial en estas reacciones y se debe considerar evitar los procesos con componentes sobrerreactivos antes de introducir los reticulantes. Este tipo de entrecruzamiento se usa ampliamente en biología, revestimientos y pinturas, particularmente para desarrollar resistencia química y propiedades mecánicas mejoradas.
Temperatura intermedia: Se refiere a temperaturas en el rango de 40-150°C. En ciertas circunstancias pueden ser reversibles a medida que la temperatura alcanza aproximadamente 150°C. Los usos bien conocidos de tales reacciones fortalecen algunas propiedades en recubrimientos, películas compuestas, polímeros autocurativos y acabados textiles. La posibilidad de introducir agentes reticulantes en la estructura de los biopolímeros depende en gran medida de la alineación química, la presencia de grupos activos y el peso molecular de los biopolímeros, así como la compatibilidad del agente y el polímero para formar interacciones apropiadas.
Temperatura alta: Se refiere a la vulcanización dinámica con temperaturas en el rango de 180-210°C, mientras que las temperaturas super altas son de 150-300°C. La vulcanización dinámica es un proceso mediante el cual un material reticulable se curain situ durante un proceso de mezcla en fusión. El resultado es una dispersión departículas de escala micrométrica de caucho reticulado dispersado en una matriz polimérica. Con un enredo significativo del polímero matriz en la superficie de laspartículas curadas. La vulcanizacion dinamica se puede hacer con peróxido, resina fenólica, en presencia de un acelerador, como un óxido de metal (el óxido metálico puedeactuar como un retardador de quemaduras en el proceso de vulcanización) y un co-agente como el cloruro de estaño.
Tipos de sistemas de curado son de uso común, son:
- Sistemas de azufre
- Peróxidos
- Óxidos metálicos
- Acetoxisilano
- Epoxido
- Reticulantes de uretano
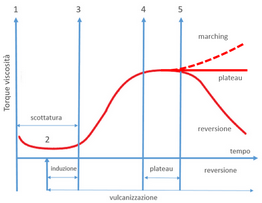
La primera sección de la curva (de 1 a 2) nos da información sobre la abrasión del compuesto. Desde el punto (2) comienza la vulcanización) hasta el punto 3 tenemos el período de inducción, que es el tiempo necesario para encontrar un aumento significativo en el módulo y, por lo tanto, en la viscosidad de una mezcla cruda durante el proceso de vulcanización. Desde el punto (3), el par aumenta rápidamente, ya que a medida que se produce la vulcanización, el compuesto adquiere carga y módulo, por lo tanto, el esfuerzo de la herramienta aumenta hasta el punto (4) donde la vulcanización se presumiblemente se completa y se obtienen las mejores propiedades. . Entre los puntos (4) y (5) se indica la meseta, es decir, cada elastómero alcanza su propia "meseta" característica donde las características permanecen constantes durante un cierto período de tiempo, tanto variando la duración de la vulcanización mientras se mantiene constante la temperatura como cambiando la temperatura. temperatura y manteniendo constante el tiempo de vulcanización. Más allá del punto (5) hay una tendencia diferente dependiendo del elastómero. Si se observa una disminución (reversión), es posible determinar la ruptura de los enlaces debido a la temperatura, mientras que si se observa un aumento (módulo de marcha), el elastómero estará sujeto a una reticulación adicional. Existen principalmente dos tipos de vulcanización: vulcanización continua y vulcanización a presión. Dependiendo del tipo de vulcanización, la forma y el grosor del producto, las temperaturas óptimas para este proceso pueden variar desde la temperatura ambiente hasta aproximadamente 300°C, mientras que los tiempos requieren de unos pocos segundos a varias horas. Las presiones involucradas también varían considerablemente, desde unos pocos bares hasta 300 bares. Existen varios métodos de vulcanización, incluido el más común de los hornos tradicionales, que utilizan aire caliente como transportador para la transmisión de energía térmica. Los cauchos no son buenos conductores de calor, que no se distribuyen uniformemente, por lo tanto, obtener un producto uniformemente vulcanizado se vuelve bastante difícil, en particular dentro del perfil. El calentamiento por convección generalmente necesita mucha energía para recompensar la baja eficacia.
Líneas de vulcanización
Los túneles de vulcanización están indicados para la vulcanización de perfiles y mangueras reticulada con peróxido y otros aditivos. Las altas temperaturas de la radiación permiten asimismo emplearlos como túneles de choque para la unión por vulcanización (vulcanización previa) de extruídos de goma.
- Vulcanización en baño de sales
- Vulcanización por microondas
- Vulcanización por aire caliente
- Vulcanización por infrarrojos
Vulcanización dinámica
La vulcanización dinámica es un proceso mediante el cual un material reticulable se cura in situ durante un proceso de mezcla en fusión. El resultado es una dispersión de partículas de escala micrométrica de caucho reticulado dispersado en una matriz polimérica. Con un enredo significativo del polímero matriz. en la superficie de las partículas curadas.
El sistema de vulcanización es muy importante para proteger del calor y la energía de corte. Hay reticulaciones de polisulfuro, disulfuro, monosulfuro y carbono a carbono para vulcanización. Una energía de unión más fuerte proporciona una mejor resistencia al calor y la propiedad de flexión se puede lograr con una reticulación de cadena más larga (polisulfuro) cuya energía de unión es la más débil. La selección del sistema de vulcanización adecuado comprometería no solo un mejor envejecimiento por calor sino también mejores propiedades de fatiga por flexión.
Vulcanización de la resina
Ciertos compuestos difuncionales forman enlaces cruzados con elastómeros al reaccionar con dos moléculas de polímero para formar un puente. Las resinas epoxi se utilizan con nitrilo, quinona dioxima y resinas fenólicas con butilo y ditioles o diaminas con fluorocarburos. El más importante de ellos es el uso de resinas fenólicas para curar el caucho butílico. Este sistema de curado se usa ampliamente para las vejigas que se usan para curar neumáticos nuevos y las bolsas de curado que se usan en la industria del recauchutado. Los bajos niveles de insaturación del butilo requieren la activación del curado de la resina mediante materiales que contienen halógeno como el SnCl2.
Vulcanización continua
En este tipo de proceso, la vulcanización y la formación se llevan a cabo de forma continua, en una sola fase operativa. El principio general de operación consiste en hacer que el producto pase a través de un baño de sal, infrarrojos IR, en un túnel de aire caliente y vapor. En el caso de los cables, la vulcanización se realiza a través de largas tuberías calentadas por vapor con presiones de 6 a 12 bar y más. Generalmente estas plantas están dispuestas horizontalmente pero también hay plantas verticales.
Vulcanización con vapor
En el túnel de vulcanización, de aproximadamente 80 - 100 m de largo, la velocidad depende de la cantidad de material, el tipo de receta utilizada, etc. Dentro del túnel hay vapor de agua a una presión de 6 ÷ 20 atm y a una temperatura de 140 ÷ 205°C, necesaria para la reticulación. El sello de vapor en la parte inicial del tubo de vulcanización está garantizado por el caucho extruido. La vulcanización real se lleva a cabo en los primeros 60 - 80 metros de longitud del tubo, porque los últimos 20 metros están llenos de agua líquida, introducida a temperatura ambiente.
Sales fundidas (catenaria)
Las sales fundidas se utilizan con excelentes resultados en la vulcanización de perfiles de goma y ofrecen las siguientes ventajas:
- Alta velocidad de vulcanización
- Los perfiles tienen una superficie libre de porosidad
- La sal fundida tiene una estabilidad térmica prolongada
- Excelente protección contra agentes corrosivos
- Los perfiles de goma tienen menos impurezas (más fáciles de limpiar)
- Son adecuados para temperaturas superiores a 180°C
Radiación infrarroja
La nueva tecnología consiste en la aplicación de hornos especiales, equipados con radiadores IR que, en comparación con el horno de aire caliente tradicional, garantizan una vulcanización más efectiva en relación con el tiempo, la calidad del producto y los costos del proceso. La radiación infrarroja asegura una alta eficiencia de transferencia de calor sin usar un medio intermedio para el material vulcanizado. La radiación IR absorbida provoca vibraciones de las moléculas polares del material y genera la creación de calor. Esta solución minimiza la pérdida de calor necesaria, que ocurre en otros métodos de vulcanización, como agua, vapor, aire o gases neutros. Los hornos de túnel IR garantizan un tiempo de calentamiento corto y la vulcanización de todo el volumen del perfil extruido.
Prensa vulcanización
En la vulcanización de la prensa, se utilizan prensas en caliente de las más diversas técnicas de construcción. Este método, utilizado en este estudio, se basa en el principio de que una cierta cantidad de mezcla no vulcanizada se coloca en un molde de metal precalentado y se ejerce presión sobre él. De esta manera, la mezcla se ablanda, fluye y llena las cavidades del molde. Después de un cierto período de tiempo, se convierte en un cuerpo elástico, ya no es termoelástico y, por lo tanto, puede retirarse del molde aún caliente. El proceso de vulcanización en la prensa generalmente toma al menos diez minutos para completarse adecuadamente.

